Circulaire interpolatieconcepten en programmeren deel 2 (gebruik van R)
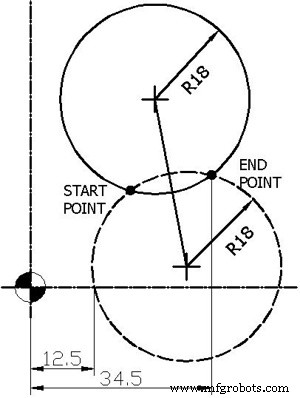
Dit artikel, het tweede deel van de serie Circulaire interpolatieconcepten en -programmering, legt de vereiste informatie uit voor het programmeren/bewerken van circulaire interpolatie op een cnc-machine, en hoe cnc-machinisten circulaire interpolatie kunnen programmeren met de R (radius).
Lees andere delen van dit artikel
VIJF STUKS INFORMATIE
Er zijn vijf stukjes informatie nodig voor het uitvoeren van een circulair interpolatiecommando.
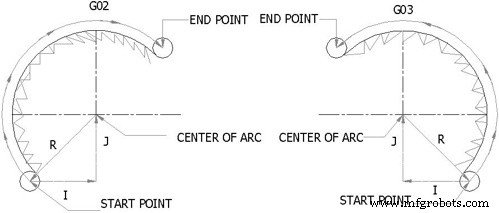
Circulaire beweging
| Artikel | Opdracht |
|
|
|
|
|
|
|
|
|
|