


Porselein
Achtergrond
De term porselein verwijst naar een breed scala aan keramische producten die bij hoge temperaturen zijn gebakken om glasachtige of glasachtige eigenschappen zoals doorschijnendheid en lage porositeit te bereiken. Tot de meest bekende porseleinartikelen behoren tafel- en decoratief porselein, chemische artikelen, tandkronen en elektrische isolatoren. Meestal wit of gebroken wit, porselein is verkrijgbaar in zowel geglazuurde als ongeglazuurde varianten, met bisque, gebakken op hoge temperatuur, wat de meest populaire ongeglazuurde variant is.
Hoewel porselein vaak wordt gebruikt als synoniem voor porselein, zijn de twee niet identiek. Ze lijken op elkaar in die zin dat beide glaswaren zijn met een extreem lage porositeit, en beide kunnen geglazuurd of ongeglazuurd zijn. Porselein, ook wel soft-paste of mals porselein genoemd, is echter zachter:het kan met een vijl worden gesneden, terwijl porselein dat niet kan. Dit verschil is te wijten aan de hogere temperaturen waarbij echt porselein wordt gebakken, 2.650 graden Fahrenheit (1454 graden Celsius) vergeleken met 2.200 graden Fahrenheit (1204 graden Celsius) voor porselein. Vanwege de grotere hardheid heeft porselein enkele medische en industriële toepassingen die porselein, beperkt tot huishoudelijk en artistiek gebruik, niet heeft. Bovendien, terwijl porselein altijd doorschijnend is, is porselein ondoorzichtig.
Hardpasta of "echt" porselein is ontstaan in China tijdens de T'ang-dynastie (618-907 na Christus); porselein van hoge kwaliteit, vergelijkbaar met moderne waren, ontwikkelde zich echter pas in de Yuan-dynastie (1279-1368 na Christus). Vroeg Chinees porselein bestond uit kaolien (kaolien) en pegmatiet, een grove granietsoort. Porselein was onbekend bij Europese pottenbakkers vóór de invoer van Chinese waren tijdens de Middeleeuwen. Europeanen probeerden Chinees porselein te dupliceren, maar omdat ze niet in staat waren de chemische samenstelling te analyseren, konden ze alleen het uiterlijk imiteren. Na het mengen van glas met tinoxide om het ondoorzichtig te maken, probeerden Europese ambachtslieden klei en gemalen glas te combineren. Deze alternatieven werden bekend als zachte pasta, glasachtig of kunstporselein. Omdat ze echter zachter waren dan echt porselein en duur om te produceren, gingen de inspanningen om echt porselein te ontwikkelen door. In 1707 slaagden twee Duitsers, Ehrenfried Walter von Tschimhaus en Johann Friedrich Bottger, erin klei te combineren met gemalen veldspaat in plaats van het eerder gebruikte gemalen glas.
Later in de achttiende eeuw verbeterden de Engelsen het recept voor porselein verder toen ze porselein uitvonden door as van runderbotten toe te voegen aan klei, veldspaat en kwarts. Hoewel bone china op lagere temperaturen wordt gebakken dan echt porselein, zorgt de bone ash ervoor dat het toch doorschijnend wordt. Omdat het ook gemakkelijker te maken, moeilijker te chippen en sterker is dan hard porselein, is bone china het meest populaire type porselein geworden in de Verenigde Staten en Groot-Brittannië (Europese consumenten blijven hard porselein prefereren).
Grondstoffen
De belangrijkste componenten van porselein zijn klei, veldspaat of vuursteen en silica, allemaal gekenmerkt door een kleine deeltjesgrootte. Om verschillende soorten porselein te maken, combineren ambachtslieden deze grondstoffen in verschillende verhoudingen totdat ze de gewenste groene (ongebakken) en gebakken eigenschappen verkrijgen.
Hoewel de samenstelling van klei varieert afhankelijk van waar het wordt gewonnen en hoe het wordt gewonnen 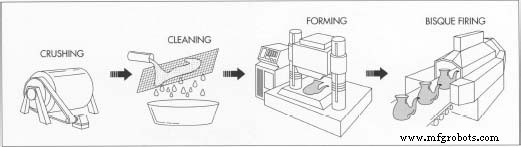 Om porselein te maken, worden de grondstoffen, zoals klei, veldspaat en silica, eerst fijngemaakt met behulp van kaakbrekers , hamermolens en kogelmolens. Na reiniging om materialen met een verkeerde afmeting te verwijderen, wordt het mengsel onderworpen aan een van de vier vormingsprocessen - zacht plastic vormen, stijf plastic vormen, persen of gieten - afhankelijk van het type product dat wordt geproduceerd. Het ware ondergaat vervolgens een voorbereidende bakstap, bisque-bakken. wordt behandeld, verglaast alle klei (ontwikkelt glasachtige eigenschappen), alleen bij extreem hoge temperaturen, tenzij ze worden gemengd met materialen waarvan de verglazingsdrempel lager is. In tegenstelling tot glas is klei echter vuurvast, wat betekent dat het zijn vorm behoudt wanneer het wordt verwarmd. In feite combineert porselein de lage porositeit van glas met het vermogen van klei om zijn vorm te behouden bij verhitting, waardoor het zowel gemakkelijk te vormen is als ideaal voor huishoudelijk gebruik. De belangrijkste kleisoorten die worden gebruikt om porselein te maken, zijn porseleinaarde en ball clay, die voornamelijk bestaan uit kaolinaat, een waterhoudend aluminiumsilicaat.
Om porselein te maken, worden de grondstoffen, zoals klei, veldspaat en silica, eerst fijngemaakt met behulp van kaakbrekers , hamermolens en kogelmolens. Na reiniging om materialen met een verkeerde afmeting te verwijderen, wordt het mengsel onderworpen aan een van de vier vormingsprocessen - zacht plastic vormen, stijf plastic vormen, persen of gieten - afhankelijk van het type product dat wordt geproduceerd. Het ware ondergaat vervolgens een voorbereidende bakstap, bisque-bakken. wordt behandeld, verglaast alle klei (ontwikkelt glasachtige eigenschappen), alleen bij extreem hoge temperaturen, tenzij ze worden gemengd met materialen waarvan de verglazingsdrempel lager is. In tegenstelling tot glas is klei echter vuurvast, wat betekent dat het zijn vorm behoudt wanneer het wordt verwarmd. In feite combineert porselein de lage porositeit van glas met het vermogen van klei om zijn vorm te behouden bij verhitting, waardoor het zowel gemakkelijk te vormen is als ideaal voor huishoudelijk gebruik. De belangrijkste kleisoorten die worden gebruikt om porselein te maken, zijn porseleinaarde en ball clay, die voornamelijk bestaan uit kaolinaat, een waterhoudend aluminiumsilicaat.
Veldspaat, een mineraal dat voornamelijk bestaat uit aluminiumsilicaat, en vuursteen, een soort hard kwarts, fungeren als vloeimiddelen in het porseleinen lichaam of mengsel. Fluxen verlagen de temperatuur waarbij vloeibaar glas wordt gevormd tijdens het bakken tot tussen de 1.835 en 2.375 graden Fahrenheit (1.000 en 1.300 graden Celsius). Deze vloeibare fase bindt de korrels van het lichaam aan elkaar.
Silica is een verbinding van zuurstof en silicium, de twee meest voorkomende elementen in de aardkorst. De gelijkenis met glas is zichtbaar in kwarts (zijn kristallijne vorm), opaal (zijn amorfe vorm) en zand (zijn onzuivere vorm). Silica is de meest voorkomende vulstof die wordt gebruikt om het vormen en bakken van het lichaam te vergemakkelijken en om de eigenschappen van het eindproduct te verbeteren. Porselein kan ook aluminiumoxide bevatten, een verbinding van aluminium en zuurstof, of alkali-arme lichamen, zoals steatiet, beter bekend als speksteen.
Het fabricageproces
Nadat de grondstoffen zijn geselecteerd en de gewenste hoeveelheden zijn afgewogen, doorlopen ze een reeks voorbereidingsstappen. Eerst worden ze geplet en gezuiverd. Vervolgens worden ze met elkaar gemengd voordat ze worden onderworpen aan een van de vier vormprocessen:zacht plastic vormen, stijf plastic vormen, persen of gieten; de keuze hangt af van het type waren dat wordt geproduceerd. Nadat het porselein is gevormd, wordt het onderworpen aan een laatste zuiveringsproces, bisque-bakken, voordat het wordt geglazuurd. Glazuur is een laag decoratief glas aangebracht op en gebakken op een keramisch lichaam. De laatste fabricagefase is het bakken, een verwarmingsstap die plaatsvindt in een soort oven die een oven wordt genoemd.
De grondstoffen verbrijzelen
- 1 Eerst worden de grondstofdeeltjes verkleind tot de gewenste grootte, waarbij verschillende apparatuur wordt gebruikt tijdens verschillende breek- en maalstappen. Het primaire breken wordt gedaan in kaakbrekers die zwaaiende metalen kaken gebruiken. Secundair verbrijzelen reduceert deeltjes tot 0,1 inch (0,25 centimeter) of minder in diameter door gebruik te maken van mullers (wielen met stalen banden) of hamermolens, snel bewegende stalen hamers. Voor fijn slijpen gebruiken ambachtslieden kogelmolens die bestaan uit grote roterende cilinders die gedeeltelijk gevuld zijn met stalen of keramische maalmedia met een bolvorm.
Reinigen en mengen
- 2 De ingrediënten gaan door een reeks zeven om alle onder- of overmaatse materialen te verwijderen. Schermen, die gewoonlijk in een schuine positie worden bediend, worden mechanisch of elektromechanisch getrild om de doorstroming te verbeteren. Als het lichaam nat moet worden gevormd, worden de ingrediënten vervolgens gecombineerd met water om de gewenste consistentie te verkrijgen. Magnetische filtratie wordt vervolgens gebruikt om ijzer uit de slurries te verwijderen, zoals deze waterige mengsels van onoplosbaar materiaal worden genoemd. Omdat ijzer zo alomtegenwoordig is in de meeste kleisoorten en zal geven
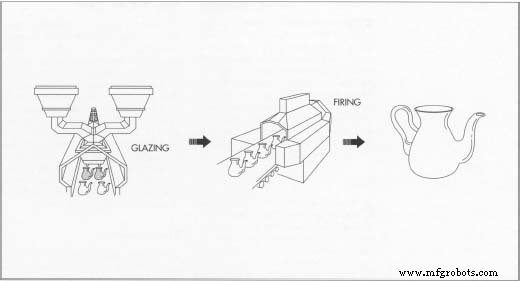 Na het biscuitbakken wordt het porselein geglazuurd, waarbij de juiste coating wordt aangebracht. Het glazuur kan worden aangebracht door schilderen, dompelen, gieten of spuiten. Ten slotte ondergaat het ware een bakstap in een oven of oven. Na afkoeling is het porseleinen servies compleet. een ongewenste roodachtige tint aan het lichaam als het oxideert, is het essentieel om het voor het bakken te verwijderen. Als het lichaam droog moet worden gevormd, worden typisch schaalmengers, lintmengers of intensieve mengers gebruikt.
Na het biscuitbakken wordt het porselein geglazuurd, waarbij de juiste coating wordt aangebracht. Het glazuur kan worden aangebracht door schilderen, dompelen, gieten of spuiten. Ten slotte ondergaat het ware een bakstap in een oven of oven. Na afkoeling is het porseleinen servies compleet. een ongewenste roodachtige tint aan het lichaam als het oxideert, is het essentieel om het voor het bakken te verwijderen. Als het lichaam droog moet worden gevormd, worden typisch schaalmengers, lintmengers of intensieve mengers gebruikt.
Het lichaam vormen
- 3 Vervolgens wordt het lichaam van het porselein gevormd. Dit kan worden gedaan met behulp van een van de vier methoden, afhankelijk van het type waren dat wordt geproduceerd:
- zacht plastic vormen, waar de klei wordt gevormd door handmatig gieten, wielwerpen, schudden of rampersen. Bij wielwerpen plaatst een pottenbakker de gewenste hoeveelheid lichaam op een wiel en vormt het terwijl het wiel draait. Bij het jiggen wordt de klei op een horizontale gipsen mal van de gewenste vorm gebracht; die mal vormt de ene kant van de klei, terwijl een verwarmde matrijs van bovenaf wordt neergehaald om de andere kant te vormen. Bij rampersen wordt de klei tussen twee gipsen mallen geplaatst, die deze vormen terwijl het water naar buiten wordt geperst. De mal wordt vervolgens gescheiden door vacuüm aan te brengen op de bovenste helft van de mal en druk op de onderste helft van de mal. Vervolgens wordt er druk uitgeoefend op de bovenste helft om het gevormde lichaam los te maken.
- stijf plastic vormen, die wordt gebruikt om minder plastic lichamen te vormen. Het lichaam wordt door een stalen matrijs geduwd om een kolom met uniforme omtrek te produceren. Dit wordt ofwel op de gewenste lengte gesneden of gebruikt als een plano voor andere vormbewerkingen.
- drukken, die wordt gebruikt om droge lichamen te verdichten en vorm te geven in een stijve matrijs of flexibele mal. Er zijn verschillende soorten persen, gebaseerd op de richting van de druk. Uniaxiaal persen beschrijft het proces van het uitoefenen van druk vanuit slechts één richting, terwijl isostatisch persen inhoudt dat de druk van alle kanten gelijk wordt uitgeoefend.
- slip casting, waarbij een slurry in een poreuze mal wordt gegoten. De vloeistof wordt door de mal gefilterd, waardoor een laag massief porseleinen lichaam achterblijft. Water blijft uit de gietlaag weglopen, totdat de laag stijf wordt en uit de mal kan worden verwijderd. Als de overtollige vloeistof niet uit de mal wordt afgevoerd en het hele materiaal mag stollen, staat het proces bekend als solid casting.
Bisque-bakken
- 4 Na te zijn gevormd, worden de porseleinen onderdelen over het algemeen bisque-gebakken, wat inhoudt dat ze op een relatief lage temperatuur worden verwarmd om vluchtige verontreinigingen te verdampen en krimp tijdens het bakken tot een minimum te beperken.
Beglazing
- 5 Nadat de grondstoffen voor het glazuur zijn gemalen, worden ze gemengd met water. Net als de lichaamssuspensie wordt de glazuursuspensie gezeefd en door magnetische filters geleid om verontreinigingen te verwijderen. Het wordt vervolgens aangebracht op het ware door middel van schilderen, gieten, dompelen of spuiten. Verschillende soorten glazuren kunnen worden geproduceerd door de verhoudingen van de samenstellende ingrediënten, zoals aluminiumoxide, silica en calcia, te variëren. Door bijvoorbeeld het aluminiumoxide te verhogen en het silica te verlagen, ontstaat een mat glazuur.
Vuren
- 6 Bakken is een verdere verwarmingsstap die kan worden gedaan in een van de twee soorten ovens of ovens. Een periodieke oven bestaat uit een enkele, vuurvaste beklede, afgedichte kamer met branderpoorten en rookkanalen (of elektrische verwarmingselementen). Het kan slechts één batch waren tegelijk afvuren, maar het is flexibeler omdat de bakcyclus voor elk product kan worden aangepast. Een tunneloven is een vuurvaste kamer met een lengte van enkele honderden meters of meer. Het handhaaft continu bepaalde temperatuurzones, waarbij het ware van de ene zone naar de andere wordt geduwd. Typisch zal het waren een voorverwarmingszone binnengaan en door een centrale bakzone bewegen voordat het de oven verlaat via een koelzone. Dit type oven is doorgaans zuiniger en energiezuiniger dan een periodieke oven.
- 7 Tijdens het bakproces vinden verschillende reacties plaats. Ten eerste verbranden op koolstof gebaseerde onzuiverheden, chemisch water ontwikkelt zich (bij 215 tot 395 graden Fahrenheit of 100 tot 200 graden Celsius), en carbonaten en sulfaten beginnen te ontleden (bij 755 tot 1.295 graden Fahrenheit of 400 tot 700 graden Celsius). Er ontstaan gassen die uit de waren moeten ontsnappen. Bij verdere verwarming vallen sommige mineralen uiteen in andere fasen, en de aanwezige fluxen (veldspaat en vuursteen) reageren met de ontbindende mineralen om vloeibare glazen te vormen (bij 1.295 tot 2.015 graden Fahrenheit of 700 tot 1.100 graden Celsius). Deze glasfasen zijn nodig voor het krimpen en hechten van de korrels. Nadat de gewenste dichtheid is bereikt (groter dan 2.195 graden Fahrenheit of 1.200 graden Celsius), wordt het ware afgekoeld, waardoor het vloeibare glas stolt, waardoor een sterke binding ontstaat tussen de resterende kristallijne korrels. Na afkoeling is het porselein klaar.
Kwaliteitscontrole
Het karakter van de grondstoffen is belangrijk voor het behoud van de kwaliteit tijdens het fabricageproces. De chemische samenstelling, minerale fase, deeltjesgrootteverdeling en colloïdaal oppervlak beïnvloeden de gebakken en ongebakken eigenschappen van het porselein. Met ongebakken lichaam omvatten de geëvalueerde eigenschappen viscositeit, plasticiteit, krimp en sterkte. Bij gebakken porselein worden sterkte, porositeit, kleur en thermische uitzetting gemeten. Veel van deze eigenschappen worden tijdens de fabricage gecontroleerd en gecontroleerd met behulp van statistische methoden. Zowel de grondstoffen als de procesparameters (bijvoorbeeld maaltijd en vormdruk) kunnen worden aangepast om de gewenste kwaliteit te bereiken.
De Toekomst
Hoogwaardige porseleinen kunst en servies zullen de cultuur blijven versterken. Verbeteringen in de productie zullen zowel de productiviteit als de energie-efficiëntie blijven verhogen. Zo heeft een Duitse ovenfabrikant een geprefabriceerde tunneloven ontwikkeld voor het snel bakken van hoogwaardig porselein in minder dan 5 uur. Het bakken wordt bereikt door de atmosfeer gedeeltelijk te verminderen bij een maximale baktemperatuur van 2.555 graden Fahrenheit (1.400 graden Celsius). De oven maakt gebruik van hogesnelheidsbranders en een automatisch regelsysteem, waarmee in 24 uur 23.000 pond (11.500 kilogram) porselein wordt geproduceerd.
Fabrikanten van porseleinen producten moeten mogelijk ook hun recyclinginspanningen opvoeren vanwege de toename van milieuregelgeving. Hoewel ongebakken schroot gemakkelijk kan worden gerecycled, vormt gestookt schroot een probleem:het is mechanisch sterk en daarom moeilijk afbreekbaar, maar wordt meestal op stortplaatsen gestort. Uit voorlopig onderzoek is echter gebleken dat gebakken schroot hergebruikt kan worden na thermische quenching (waarbij het schroot opnieuw wordt verwarmd en vervolgens snel wordt afgekoeld), waardoor het zwakker en gemakkelijker afbreekbaar wordt. Het schroot kan dan als grondstof worden gebruikt.
Porselein lijkt een belangrijkere rol te spelen in technische toepassingen. Recente patenten zijn verleend aan Japanse en Amerikaanse bedrijven op het gebied van elektrische isolatoren en tandprothesen. NGK Insulators, Ltd., een Japanse fabrikant, heeft porselein van hoge sterkte ontwikkeld voor elektrische isolatoren, terwijl Murata Manufacturing Co. componenten van porselein voor sinterporselein bij lage temperatuur heeft ontwikkeld voor elektronische toepassingen.
Productieproces
- Beste bedrijf om CNC-router uit China te kopen
- Blog:Prijs microfluïdische chip in China
- SI Group voegt vestiging in China toe aan productie Weston 705
- Waarom hebben grote Amerikaanse bedrijven het moeilijk in China?
- China gaat octrooikoppeling tot stand brengen
- Advies over het uitbesteden van prototypeproductie naar China
- [INFOGRAFISCH] Het einde van de productie in Made in China
- China lanceert prototypetrein voor internationaal reizen
- China's Customization Machining Parts-technologie wordt sterker
- Chinese productie:hoe is de productie in China echt?
- Wordt China een ontwikkelaar in plaats van een maker?