


Honkbalhandschoen
Achtergrond
Het dragen van een handschoen om de vanghand te beschermen werd in de jaren na de burgeroorlog niet als mannelijk beschouwd, toen het honkbalspel zich met de snelheid van een cavalerieaanval door het land verspreidde. Het is onzeker wie als eerste een honkbalhandschoen droeg; genomineerden zijn onder meer Charles G. Waite (of Waitt), die in 1875 het eerste honk speelde voor een professioneel Boston-team, en Doug Allison, een catcher voor de Cincinnati Red Stockings in 1869. Waite was ongetwijfeld bezorgd over zijn reputatie; de handschoenen waren vleeskleurig om ze minder opvallend te maken.
Tegen 1880 was er een gewatteerde vangerhandschoen verschenen, en tegen het begin van de twintigste eeuw droegen de meeste spelers een of andere soort handschoenen. Volgens de huidige normen van vakmanschap en de huidige verwachtingen van wat een handschoen kan doen voor een veldspeler, waren de handschoenen van die tijd primitief.
Hoewel de vroege handschoenen naar de huidige maatstaven niet indrukwekkend waren, vereisten ze toch een hoog niveau van vakmanschap om te produceren. Handschoenen waren en zijn een arbeidsintensief product dat veel individuele aandacht vroeg. De meeste waren zwaar opgevulde zaken die de vangende hand bedekten en beschermden dankzij de dikte van de handschoen, maar verder weinig deden. Pas aan het eind van de jaren dertig werd het ontwerp van de handschoen als hulpmiddel bij het vangen en spelen van belang. Zelfs honkbalhandschoenen van twintig jaar geleden lijken antiek in vergelijking met hedendaagse familieleden in hun vermogen om de hand te beschermen en een speler te helpen een bal te vangen.
Een moderne speler kan nu met zijn moderne handschoen eenhandige vangsten maken; achter de plaat plukt een vanger met zijn flexibele, getailleerde want met de chirurgische zekerheid van een arts een bal uit de lucht alsof hij een pincet gebruikt om een splinter te verwijderen. De tweehandige vangst, een veldvaardigheid die tot een paar jaar geleden nog nodig was en nodig was toen handschoenen nog maar grote kussentjes waren, wordt nu als een nuttig maar nauwelijks noodzakelijk talent beschouwd.
De verschillen tussen de huidige handschoenen variëren van de dikte van de hiel tot het ontwerp van het web tot de diepte van de handpalm. Outfielders hebben de neiging om de voorkeur te geven aan grote handschoenen met diepe handpalmen, om het vangen van vliegenballen gemakkelijker te maken. Infielders houden over het algemeen van kleinere handschoenen waarin ze gemakkelijk kunnen reiken om de bal vast te pakken en naar een andere speler te gooien. De meeste outfielders breken een handschoen verticaal in; infielders geven de voorkeur aan horizontaal ingelopen handschoenen.
Verbeteringen in het ontwerp van de handschoen en de efficiëntie en bescherming die het een balspeler biedt, zijn aan de gang. Het lijkt heel simpel, maar toch is een honkbalhandschoen het resultaat van meer dan honderd jaar geschiedenis en meer dan dertig patenten. Een honkbalhandschoen weerspiegelt een heel bijzonder creatief ontwerpproces dat nog steeds springlevend is.
Grondstoffen
Met uitzondering van kleine plastic verstevigingen aan de basis van de pink en de duim, en wat nylondraad, is een handschoen volledig gemaakt van leer, meestal van vee. De in Texas gevestigde Nocona Glove Company gebruikt echter een grote hoeveelheid kangoeroehuid uit Australië naast leer van vee. Kangoeroehuid is iets zachter dan leer en de handschoen kan na een kortere inlooptijd dan normaal worden gebruikt.
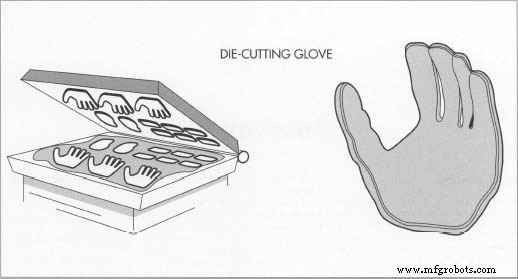 De eerste stap bij de fabricage van honkbalhandschoenen omvat het stansen van de koeienhuid in vier stukken:schaal, voering, kussen, en internet. Bij het stansen worden de stukjes uit de huid gesneden met een machine die een koekjesvormer simuleert.
De eerste stap bij de fabricage van honkbalhandschoenen omvat het stansen van de koeienhuid in vier stukken:schaal, voering, kussen, en internet. Bij het stansen worden de stukjes uit de huid gesneden met een machine die een koekjesvormer simuleert.
Over het algemeen zijn koeienhuiden het belangrijkste materiaal dat vandaag de dag wordt gebruikt, net als in het verleden. De huiden van runderen (twee tot een os) worden verwerkt door een leerlooierij, en de fijnste huiden, die zonder merk, inkepingen of andere onvolkomenheden worden naar de handschoenfabrieken gestuurd. Het looien is een chemische behandeling van de huiden om ze de vereiste eigenschappen te geven, zoals flexibiliteit en duurzaamheid. Als leer niet gelooid zou worden, zou het in extreem korte tijd drogen en schilferen. Sommige handschoenfabrikanten concurreren om kwaliteitshuiden met makers van andere fijne leerproducten. The Rawlings Company is afhankelijk van één leerlooierij en koopt alle producten van de leerlooierij.
Elke koeienhuid levert het leer voor drie of vier handschoenen. Rawlings snijdt en looit echter zijn eigen leer voor vetersluiting, dat andere eisen stelt aan duurzaamheid en flexibiliteit dan de rest van de handschoen. Er zijn verschillende synthetische materialen getest voor honkbalhandschoenen, maar tot nu toe heeft geen enkele de veerkracht, de rekbaarheid en het gevoel van leer aangetoond, en er is geen vervanging voor leer in het verschiet.
Het fabricageproces
Tegen de tijd dat koeienhuiden in de fabriek aankomen, zijn ze al uitgehard (zouten of drogen om bacteriën te doden) en gelooid (chemisch behandeld om bederf te voorkomen), wat ze allemaal voorbereidt om in handschoenen te worden veranderd. Eenmaal in de fabriek worden de koeienhuiden gesorteerd op onder meer kleur en in een laboratorium getest op sterkte.
Het productieproces voor honkbalhandschoenen is vrij eenvoudig:de verschillende delen van de handschoen worden gesneden en vervolgens aan elkaar genaaid met een lange reeks ongelooide leer. Hieronder volgt een meer gedetailleerde uitleg:
Het uitsnijden van de handschoenonderdelen
- 1 De delen van de huid die voor handschoenen zullen worden gebruikt, zijn gestanst (d.w.z. automatisch gesneden met een machine die een koekjesvormer simuleert) in vier delen:de schaal, voering, kussen en web.
- 2 In het begin van het proces, soms zelfs voordat het leer is gesneden, wordt de belettering - meestal folietape - die de fabrikant identificeert, in het leer gebrand met een koperen stempel.
Shell en voering
- 3 De schaal van de handschoen is binnenstebuiten aan elkaar genaaid. Het wordt dan met de goede kant naar buiten gekeerd en de voering wordt ingebracht. Alvorens te worden omgekeerd, wordt de schelp behandeld (bevochtigd of
 De veter aan de randen van een handschoen is meestal een stuk ongelooide huid dat wel 80 tot 90 kan zijn centimeter lang. De vetersluiting begint bij de duim of wijsvinger en houdt de hele handschoen bij elkaar. Zoals bijna elke andere stap bij de fabricage van honkbalhandschoenen, moet het veteren handmatig worden gedaan. gestoomd voor flexibiliteit) zodat het niet barst of scheurt wanneer het wordt gedraaid.
De veter aan de randen van een handschoen is meestal een stuk ongelooide huid dat wel 80 tot 90 kan zijn centimeter lang. De vetersluiting begint bij de duim of wijsvinger en houdt de hele handschoen bij elkaar. Zoals bijna elke andere stap bij de fabricage van honkbalhandschoenen, moet het veteren handmatig worden gedaan. gestoomd voor flexibiliteit) zodat het niet barst of scheurt wanneer het wordt gedraaid. - 4 De gedraaide schaal wordt op een apparaat geplaatst dat bekend staat als een hete hand, wat een handvormige metalen vorm is; de warmte helpt de schaal om de juiste maat te krijgen. Op dit punt zorgt de hete hand er ook voor dat alle openingen voor de vingers (vingerkraampjes) correct open staan.
Het kussentje en de plastic
verstevigingen plaatsen
- 5 Een kussentje wordt in de hiel van een handschoen gestoken. Betere handschoenen hebben tweedelige kussentjes die het voor de handschoen gemakkelijker maken om in de juiste richting te buigen wanneer ze worden samengeknepen. De vulling in een handschoen is gemaakt van twee lagen leer, met de hand aan elkaar gestikt. Catchers-wanten, die een dikkere handpalm nodig hebben dan andere handschoenen, zijn gemaakt met vijf lagen leren vulling.
- 6 Op ditzelfde punt worden plastic verstevigingen ingebracht bij de duim en teen (pink) secties van de handschoen. Deze apparaten bieden extra ondersteuning voor de handschoen en beschermen de vingers van de speler tegen per ongeluk naar achteren buigen.
Web
- 7 Voordat alle delen van de handschoen aan elkaar zijn geregen, wordt het web uit verschillende stukken leer gemaakt. Het web kan uit twee tot zes stukken leer bestaan, afhankelijk van het gewenste type web.
Vetersluiting en stiksels
- 8 De veter aan de randen van een handschoen is meestal een stuk ongelooide huid dat wel 203-228 centimeter lang kan zijn. De vetersluiting begint bij de duim of pink en houdt de hele handschoen bij elkaar. De laatste veteroperatie vindt plaats in het webgedeelte. Voor de afzonderlijke onderdelen is een aantal niet-lederen stiksels nodig - het web wordt bijvoorbeeld meestal aan elkaar genaaid met nylondraad.
- 9 De riem over de rug van de hand van een handschoen was vroeger gevoerd met schapenvacht (schapenvacht); een synthetisch materiaal wordt nu gebruikt.
- 10 Catchers' wanten en eerste honkhandschoenen 1 O zijn met de hand geassembleerd en genaaid uit vier delen:palm, pad, rug en web. De handpalm en rug worden eerst aan elkaar genaaid en vervolgens met de andere delen aan elkaar vastgemaakt met een veter van ongelooide huid.
- 11 De laatste stap wordt een ontslagoperatie genoemd; de handschoen wordt opnieuw op een hete hand geplaatst om eventuele vormproblemen aan te passen en om ervoor te zorgen dat de openingen voor de vingers (vingerkraampjes) tijdens het fabricageproces open zijn gebleven.
Kwaliteitscontrole
De kwaliteitscontrole begint wanneer de huiden bij de fabriek aankomen, waar ze worden gesorteerd op bijvoorbeeld kleur en in een laboratorium worden getest op sterkte. Zelfs nadat een huid door een fabrikant is geaccepteerd, zal slechts een deel ervan bruikbaar zijn; Rawlings gebruikt ongeveer 30 procent van een huid, waarvan het drie of vier handschoenen kan maken.
Omdat het maken van een handschoen bij elke stap zoveel persoonlijke aandacht vereist, is het voor een fabrikant niet nodig om een volwaardige afdeling voor kwaliteitscontrole te hebben. Elke vakman die bij het proces betrokken is, fungeert als zijn of haar eigen kwaliteitscontroleur, en als er een defect aan een handschoen aan het licht komt, wordt verwacht dat de persoon die aan de handschoen werkt, ziet dat de handschoen uit de productie wordt gehaald.
Zoals gebeurt op veel gebieden waar een product jarenlang bijna continue ontwerpwijzigingen heeft ondergaan, zijn er mensen die geloven dat de oudere methoden en producten beter zijn dan de nieuwe. The Gloveman (Fremont, Californië), geëxploiteerd door Lee Chilton, is gespecialiseerd in het restaureren van oude handschoenen voor huidig gebruik (hoewel het zijn eigen lijn vanghandschoenen heeft), en Chilton is vrij serieus in zijn bewering dat een van de beste manieren om een een goede handschoen is om een oude te kopen op een rommelmarkt, een uitverkoop of een tweedehandswinkel en deze door zijn bedrijf te laten restaureren.
Professionele handschoenen
Hoewel professionele handschoenen voor gebruik met een kritischer oog kunnen worden onderzocht en misschien de beste exemplaren zijn, zijn het dezelfde handschoenen, zonder handtekeningen, die iedereen in een winkel kan kopen. In ruil voor handtekeningen krijgen professionals gratis handschoenen (en een vergoeding) van fabrikanten.
Het is ongebruikelijk voor een professionele balspeler om te experimenteren met verschillende modellen handschoenen, of om een ongebruikelijk ontwerp te vragen. Volgens Bob Clevenhagen, Master Glove Designer bij Rawlings, zijn balspelers vaak 'conservatieven die vasthouden aan wat werkt'. Tegen de tijd dat een balspeler een professional is, heeft hij de juiste handschoen voor zichzelf gevonden en blijft hij deze gebruiken. De meeste professionals gebruiken hetzelfde of een vergelijkbaar model handschoen die ze gebruikten op de universiteit, de middelbare school of zelfs in de kleine competitie.
De Toekomst
Zoals geldt voor veel oudere producten waar verfijning het primaire doel van de fabrikanten is, verandert het ontwerp van honkbalhandschoenen niet zo snel als in het verleden. Eerdere ontwikkelingen waren onder meer het bij elkaar houden van de vingers van de handschoen met veters, veranderingen in het ontwerp van de zak en de hiel van de handschoen en het opnieuw ontwerpen van de catcherhandschoen zodat een catcher een bal met één hand kan hanteren, net als andere veldspelers. . In de jaren vijftig bedacht Rawlings zelfs een handschoen met zes vingers op verzoek van Stan Musial, die een enkele handschoen wilde die zowel op het eerste honk als op andere infield-posities kon worden gebruikt.
Grote handschoenfabrikanten hebben verschillende ontwerpen in en uit de mode zien gaan, en sommige van hun beroemdste modellen zijn uit productie genomen (zoals de Rawlings Playmaker, een populaire handschoen uit de jaren 50).
De huidige veranderingen zijn gericht op hoe de handschoen wordt gebruikt in relatie tot andere spelers. Catchers-wanten hebben nu bijvoorbeeld een heldere, fluorescerende rand om een beter doelwit te zijn voor een werper. In augustus 1992 kondigde The Neumann Tackified Glove Company (Hoboken, New Jersey) aan dat het zou beginnen met het maken van zwarte handschoenen met een witte handpalm, zodat de handschoen een beter doelwit zal zijn voor de ene speler die een bal naar de andere gooit.
Productieproces
- Overwegingen voor Zwitserse machinale bewerking met hoge productie
- Gids voor CNC-prototyping
- Het fabricageproces van de schacht begrijpen
- Wat is RVS-passivering?
- Bokshandschoenen
- Honkbal
- Zelfgemaakte goedkope handschoencontroller en propellerauto
- Aanraakgevoelige handschoen voelt de druk
- Deze Touchy-Feely Glove Senses en Maps Tactile Stimuli
- Nieuwe mogelijkheden voor grijpondersteunende handschoenen
- Dunne werkhandschoenen voor veiligheid:Featherlite-stijlen