


Neonbord
Achtergrond
Een neonreclame is een verlichtingsdisplay gemaakt van glazen buizen die zijn gevuld met een gas en gebogen in de vorm van letters of decoratieve ontwerpen. Wanneer een elektrische hoogspanningsstroom door het gas wordt geleid, stralen de buizen licht uit. Hoewel oorspronkelijk neongas in deze borden werd gebruikt, worden er ook verschillende andere gassen gebruikt. Deze gassen, samen met verschillende tinten en fosforcoatings voor de glazen buizen, produceren een spectrum van meer dan 50 schitterende kleuren. Neonreclames kunnen zo simpel zijn als een klein reclamebord voor bier, of zo complex als een gevel met meerdere verdiepingen in een casino in Las Vegas.
Neonreclames zijn ontstaan uit wetenschappelijke experimenten waarbij verschillende gassen werden onderworpen aan hoogspanningsstromen. In 1856 produceerde Heinrich Geissler een lichtbron door een hoogspanningswisselstroom door een lagedrukgas te leiden dat in een glazen buis was opgesloten. Daaropvolgende experimenten toonden aan dat bijna alle gassen een elektrische stroom zouden geleiden, en dat velen licht zouden produceren. Het probleem was dat de meeste gewone gassen, zoals koolstofdioxide, zouden reageren met de stroomvoerende elektroden in de afgesloten buis. Dit verminderde snel de efficiëntie van de elektroden totdat het licht sputterde en stierf. In 1898 ontwikkelden Sir William Ramsay en Morris William Travers een methode voor de gefractioneerde destillatie van vloeibare lucht. Daarbij ontdekten ze de zeldzame gaselementen neon, argon, krypton en xenon. Door deze gassen in afgesloten glazen buizen te gebruiken, produceerden ze gekleurde lichtbronnen variërend van helder roodoranje voor neon tot intens grijsblauw of violet voor argon. Deze gassen produceerden niet alleen gekleurd licht, ze waren ook chemisch inert en reageerden niet met de elektroden.
Fractionele destillatie van vloeibare lucht bleef een duur proces tot 1907, toen Georges Claude uit Frankrijk en Karl von Linde uit Duitsland een meer economische methode ontwikkelden. De oorspronkelijke interesse van Georges Claude was om hoeveelheden zuurstof te produceren voor gebruik in ziekenhuizen en industrieën. De edelgassen die ook door dit destillatieproces werden geproduceerd, hadden geen kant-en-klare markt, wat Claude ertoe bracht potentiële toepassingen te zoeken. Gebruikmakend van het eerdere experimentele werk van Ramsay en Travers, begon hij lichtreclames te promoten met buizen gevuld met neongas. Hij toonde zijn eerste neonreclame op een expositie in Parijs in 1910, en maakte zijn eerste commerciële installatie in 1912. Tegen 1915 waren de zaken zo veelbelovend dat hij het bedrijf Claude Neon sign oprichtte en franchises begon te verkopen.
Neonreclames kwamen in 1923 naar de Verenigde Staten toen een autodealer in Los Angeles, Earle C. Anthony, twee van Claude's reclameborden kocht voor zijn Packard-dealer. Gedurende de jaren 1920 en 1930 werden neonbuizen gebruikt voor bewegwijzering en decoratieve displays, en ze werden een integraal onderdeel van de architectuur van veel gebouwen. In 1947 begonnen verschillende casino's in Las Vegas de aandacht te trekken met hun uitgebreide neonlichten.
In de jaren vijftig en zestig werden neonreclames langzaam vervangen door plastic borden die van binnenuit verlicht werden met tl-buizen. De laatste tijd heeft neon een comeback gemaakt in zowel commerciële bewegwijzering als als artistiek medium. In Los Angeles biedt het Museum of Neon Art historische en hedendaagse neonwerken. Het voert ook 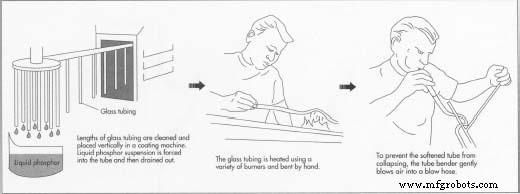 maandelijkse rondleidingen langs opmerkelijke voorbeelden van neonreclames door de stad.
maandelijkse rondleidingen langs opmerkelijke voorbeelden van neonreclames door de stad.
Grondstoffen
Hoewel neongas oorspronkelijk werd gebruikt in neonreclames, wordt het nu alleen gebruikt om rood en oranje te produceren. Argon, of een mengsel van argon en neon, wordt bij de meeste borden gebruikt. Om de intensiteit van het licht te verbeteren, wordt een kleine hoeveelheid kwik aan het argon toegevoegd om een intens blauw licht te produceren. Dit licht valt op een verscheidenheid aan lichtgevende fosforescerende materialen die aan de binnenkant van de glazen buis zijn gecoat om verschillende kleuren te produceren. Er kunnen ook optische tinten in verschillende kleuren worden gebruikt, of het glas kan helder worden gelaten als een sterk blauw licht gewenst is. Xenon-, krypton- en heliumgassen worden soms gebruikt voor speciale kleureffecten.
De glazen buizen die in neonreclames worden gebruikt, zijn gemaakt van zacht loodglas dat gemakkelijk kan worden gebogen en gevormd. Het varieert van 0,3 inch (8 mm) tot 1,0 inch (25 mm) in diameter en is verkrijgbaar in lengtes van 4-5 voet (1,2-1,5 m).
De elektroden aan elk uiteinde van een sectie van verlichte buizen zijn meestal gemaakt van zeer zuiver ijzer omgeven door een cilindrische glazen mantel of envelop met één uiteinde open. Een draad is bevestigd aan de metalen elektrode en gaat door het gesloten uiteinde van de glazen omhulling. Het gesloten uiteinde is verzegeld in het uiteinde van de tekenbuis, waarbij het open uiteinde in de buis uitsteekt.
De hoogspanningselektriciteit om het bord van stroom te voorzien, wordt geleverd door een transformator die de 120 volt van de elektrische leidingen omzet in wel 15.000 volt voor het bord. Typische stroomwaarden voor neonreclames zijn 30-60 milliampère, hoewel de transformatoren meestal twee keer zo groot zijn. De transformatoren zijn verbonden met de elektroden in het bord met behulp van speciale draad, GTO-draad genaamd, die voor minimaal 7.500 volt is geïsoleerd. Deze draad wordt ook gebruikt om de afzonderlijke secties van verlichte buizen in serie te verbinden. De draad is verbonden met de transformator via een geïsoleerde behuizing van borosilicaatglas met aan één uiteinde een veerverbinding. De transformator en draden worden bij een afzonderlijke fabrikant gekocht en door de bordmaker geïnstalleerd.
De tekenbuis wordt op verschillende manieren ondersteund. Kleine binnenborden hebben meestal een dun stalen skelet dat zowel de buizen als de stroomtransformator ondersteunt. Het frame is zwart geverfd waardoor het minder zichtbaar is, waardoor het bord in de ruimte lijkt te zweven. Grote buitenborden kunnen worden ondersteund door constructies van hout, staal of aluminium. De glazen buis wordt vastgehouden door glazen steunen met metalen voetstukken. De transformator wordt in een kast geplaatst om hem te beschermen tegen weersinvloeden.
Ontwerp
Het vervaardigen van neonreclames is evenzeer een kunst als een mechanisch proces. Met alleen een 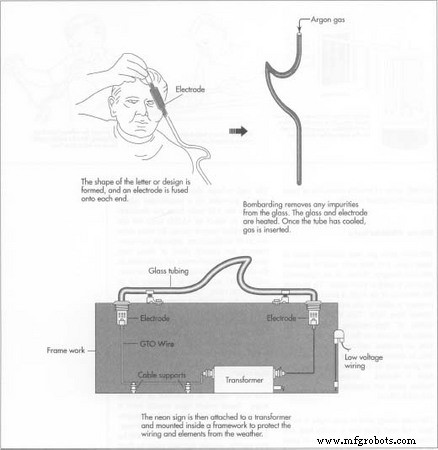 op enkele uitzonderingen na is elk bord uniek en moet het zo worden ontworpen dat het past op de gewenste weergave binnen de grenzen van de beschikbare ruimte. Overwegingen van de diameter van de buis, de minimale straal die de buis kan buigen en de totale lengte van de buis die de transformator kan aandrijven, beperken allemaal het uiteindelijke ontwerp. Hoe kleiner de diameter van de buis, hoe helderder het licht bijvoorbeeld. Omgekeerd vereist een buis met een kleinere diameter meer vermogen, waardoor de totale lengte van de buis die een transformator aankan, wordt beperkt.
op enkele uitzonderingen na is elk bord uniek en moet het zo worden ontworpen dat het past op de gewenste weergave binnen de grenzen van de beschikbare ruimte. Overwegingen van de diameter van de buis, de minimale straal die de buis kan buigen en de totale lengte van de buis die de transformator kan aandrijven, beperken allemaal het uiteindelijke ontwerp. Hoe kleiner de diameter van de buis, hoe helderder het licht bijvoorbeeld. Omgekeerd vereist een buis met een kleinere diameter meer vermogen, waardoor de totale lengte van de buis die een transformator aankan, wordt beperkt.
Het fabricageproces
Het vervaardigen van neonreclames is grotendeels een handmatig proces. Het bestaat uit het buigen van de slang en het bevestigen van de elektroden, het verwijderen van eventuele onzuiverheden uit de slang, het afvoeren van de lucht en het toevoegen van het gas. Het volgende proces is typisch.
De slang voorbereiden
- 1 Stukken glasbuizen worden gereinigd en verticaal in een coatingmachine geplaatst. De machine blaast een vloeibare fosforsuspensie omhoog in de buis en laat deze vervolgens via de bodem weer weglopen. De buizen worden verticaal in een oven geplaatst die de coating droogt. Kleurtinten worden op een vergelijkbare manier aangebracht. Buizen die gevuld moeten worden met neon om een rood of oranje licht te vormen of argon om een blauw licht te vormen, worden vrij gelaten.
De slang buigen
- 2 Het ontwerp van het bord is op ware grootte uitgezet op een hittebestendige asbestplaat. De glazen buizen worden zorgvuldig verwarmd en zacht gemaakt met behulp van verschillende branders. Gasgestookte lintbranders van 61 cm of langer worden gebruikt om rondingen in ronde letters en de vloeiende rondingen van het schrift te maken. Kleinere handtoortsen worden gebruikt om kortere lengtes te verwarmen. Met behulp van de asbestsjabloon als richtlijn wordt de buis met de hand gebogen. De buisbuigers dragen geen beschermende handschoenen omdat ze de warmteoverdracht en de mate van verweking in het glas moeten kunnen voelen om het juiste moment te kunnen bepalen om te buigen. Om te voorkomen dat de verzachte slang instort, bevestigt de buisbuiger een korte lengte flexibele slang, een blaasslang genaamd, aan één uiteinde. Terwijl het glas nog zacht is, blaast de buisbuiger zachtjes in de slang om de buis terug te dwingen naar zijn oorspronkelijke diameter. Buizen met beperkte diameters zullen niet goed werken.
- 3 De meeste grote neonreclames zijn gemaakt van verschillende secties glazen buizen. Een lengte van 2,4-3,1 m (8-10 voet) voor elke sectie wordt als een praktische limiet beschouwd. Om elke sectie te maken, worden de uiteinden van twee stukken buis verwarmd en aan elkaar gelast. Wanneer de vorm van de belettering of het ontwerp voor een sectie is gevormd, wordt een elektrode verwarmd en op elk uiteinde gesmolten. Een kleine poort, een buis genaamd, wordt toegevoegd om de slang te kunnen evacueren met een vacuümpomp. Deze buispoort kan deel uitmaken van een van de elektroden of kan een afzonderlijk stuk zijn dat met de buis is verbonden.
De slang bombarderen
- 4 Een proces dat bekend staat als bombarderen wordt gebruikt om alle onzuiverheden van het glas, fosforen en elektroden te verwijderen. Eerst wordt de lucht in de slang geëvacueerd. Nadat het vacuüm een bepaald niveau heeft bereikt, wordt er weer droge lucht in de slang gelaten totdat de druk in het bereik van 0,02-0,04 inch (0,5-1,0 mm) kwik ligt. Hoe langer de slang, hoe lager de druk mogelijk moet zijn. Op de elektroden is een zeer hoge stroomtransformator aangesloten. Voor een buislengte die normaal op 30 milliampère kan lopen, kan 400-750 milliampère worden gebruikt voor het bombardementsproces. De hoge stroom verwarmt het glas tot ongeveer 420°F (216°C), en de metalen elektrode wordt verwarmd tot ongeveer 1400°F (760°C). Deze verwarming dwingt de onzuiverheden uit de materialen en de vacuümpomp voert de onzuiverheden uit het systeem.
De tube vullen
- 5 Nadat de buis is afgekoeld, wordt het gas onder lage druk ingebracht. Het gas moet vrij zijn van onzuiverheden om het bord goed te laten werken en een lange levensduur te hebben. De normale vuldruk voor een buis met een diameter van 0,6 inch (15 mm) is ongeveer 0,5 inch (12 mm) kwik. De tubulatiepoort wordt vervolgens verwarmd en afgesloten.
De tube verouderen
- 6 De afgewerkte met gas gevulde slang wordt aan een verouderingsproces onderworpen. Soms wordt dit proces 'branden in de buis' genoemd. Het doel is om het gas in de buis te stabiliseren en goed te laten werken. Aan de elektroden is een transformator bevestigd, die vaak iets hoger is dan de normale bedrijfsstroom. De buis moet binnen 15 minuten volledig oplichten als neon wordt gebruikt. Het kan enkele uren duren voor argon. Als een kleine hoeveelheid kwik aan een argonbuis moet worden toegevoegd, werd eerst een druppel in de buisopening geplaatst voordat deze werd afgedicht. De druppel wordt vervolgens van het ene uiteinde naar het andere gerold om de elektroden na het verouderingsproces te coaten. Eventuele problemen zoals een flikkering in het gas of een hete plek op de buis geven aan dat de slang moet worden geopend en dat het bombardement en het vullen moet worden herhaald.
Installatie en montage
- 7 Kleine neonreclames worden op hun frame gemonteerd en in de winkel bedraad. Grotere borden kunnen in stukken worden gemonteerd en op het gebouw of een andere ondersteunende structuur worden geplaatst waar ze met elkaar zijn verbonden en bedraad. Zeer grote installaties kunnen maanden nodig hebben om te installeren.
Kwaliteitscontrole
Zuivere materialen en zorgvuldige fabricageprocessen zijn vereist om een goed werkend neonbord te produceren. Een goed gebouwd neonbord zou een levensduur van meer dan 30.000 uur moeten hebben. Ter vergelijking:de gemiddelde gloeilamp van 100 watt heeft een nominale levensduur van 750-1.000 uur.
Neonreclames moeten voldoen aan de eisen van de Underwriters Laboratories om een UL-lijst te verkrijgen. Dit vereist een reeks tests door onafhankelijke testbureaus. Neonreclames moeten ook voldoen aan de eisen van de National Electrical Code. Buitenborden moeten qua constructie en elektrische bedrading voldoen aan de plaatselijke bouwvoorschriften.
De Toekomst
Recente ontwikkelingen in het ontwerpen van neonreclames zijn onder meer kleine, elektronische transformatoren die ervoor zorgen dat het hoorbare gezoem van oudere neonreclames tot het verleden behoort. Neonreclames die knipperen of lijken te bewegen, worden nu bestuurd door programmeerbare elektronische bedieningselementen die de oudere elektromechanische nokken-en-schakelaarbedieningen hebben vervangen.
Neondisplays hebben ook hun weg gevonden naar consumentenproducten zoals telefoons en kentekenplaten voor auto's. Er zijn zelfs neondisplays die delen van de buitenkant van auto's bedekken voor het ultieme in een "flitsend" voertuig.
Neonreclames zullen naar verwachting blijven genieten van een opleving van interesse en toepassingen. Sommige Japanse bedrijven hebben het palet van neonlichten uitgebreid tot veel meer dan de ongeveer 50 kleuren die nu algemeen worden gebruikt. Neonschermen die lijken te bewegen worden ook complexer en flamboyanter met behulp van computerbesturing.
Productieproces
- Anvo-Systems en Mouser ondertekenen distributieovereenkomst
- Neon A Shop Open/Closed Makerspace-teken op Raspberry Pi 2 (El Paso, TX)
- ITT tekent overeenkomst om Godwin Pumps te kopen
- SKF, Fibria ondertekenen onderhoudscontract
- 10 tekenen dat uw ERP-software moet worden verbeterd
- Epson Robots tekent Olympus Controls als distributeur
- Generatoroverbelasting:tekenen en gevolgen om op te letten
- 5 tekenen dat u kraanreparaties nodig heeft
- 5 tekenen dat het tijd is om een bovenloopkraaninspectie te plannen
- 5 tekenen dat het tijd is om een kraanreparatieservice te bellen
- Kraanonderhoud:tekenen dat het tijd is om kraanwielen te vervangen