


Airconditioner
Achtergrond
De vraag naar koeling van woon- en commerciële ruimten neemt over de hele wereld gestaag toe, omdat wat ooit als een luxe werd beschouwd, nu schijnbaar een noodzaak is. Fabrikanten van airconditioning hebben een grote rol gespeeld bij het betaalbaarder maken van units door hun efficiëntie te verhogen en componenten en technologie te verbeteren. Het concurrentievermogen van de industrie is toegenomen met de vraag, en er zijn veel bedrijven die airconditioningsunits en -systemen leveren.
Airconditioningsystemen variëren aanzienlijk in grootte en halen hun energie uit veel verschillende bronnen. De populariteit van residentiële airconditioners is dramatisch toegenomen met de komst van centrale lucht, een strategie die de kanalen in een huis gebruikt voor zowel verwarming als koeling. Commerciële airconditioners, bijna verplicht in nieuwbouw, zijn de afgelopen jaren veel veranderd naarmate de energiekosten stijgen en stroombronnen veranderen en verbeteren. Het gebruik van door aardgas aangedreven industriële koelmachines is aanzienlijk toegenomen en ze worden in veel toepassingen gebruikt voor commerciële airconditioning.
Grondstoffen
Airconditioners zijn gemaakt van verschillende soorten metaal. Vaak worden plastic en andere niet-traditionele materialen gebruikt om het gewicht en de kosten te verminderen. Koperen of aluminium buizen, essentiële ingrediënten in veel airconditionercomponenten, bieden superieure thermische eigenschappen en een positieve invloed op de systeemefficiëntie. Verschillende componenten in een airconditioner zullen per toepassing verschillen, maar meestal bestaan ze uit roestvrij staal en andere corrosiebestendige metalen.
Op zichzelf staande units waarin het koelsysteem is ondergebracht, zijn meestal omhuld met plaatstaal dat wordt beschermd tegen omgevingsfactoren door een verf- of poedercoating.
De werkvloeistof, de vloeistof die door het airconditioningsysteem circuleert, is typisch een vloeistof met sterke thermodynamische eigenschappen zoals freon, koolwaterstoffen, ammoniak of water.
Ontwerp
Alle airconditioners hebben vier basiscomponenten:een pomp, een verdamper, een condensor en een expansieventiel. Ze hebben allemaal een werkvloeistof en ook een tegengesteld vloeibaar medium.
Twee airconditioners kunnen er qua grootte, vorm en configuratie totaal verschillend uitzien, maar beide werken in principe op dezelfde manier. Dit komt door de grote verscheidenheid aan toepassingen en beschikbare energiebronnen. De meeste airconditioners ontlenen hun vermogen aan een elektrisch aangedreven combinatie van motor en pomp om de koelvloeistof te laten circuleren. Sommige door aardgas aangedreven chillers koppelen de pomp aan een gasmotor om aanzienlijk meer koppel af te geven.
Terwijl de werkvloeistof of het koelmiddel onder hoge druk via de pomp door het airconditioningsysteem circuleert, komt het een verdamper binnen waar het verandert in een gastoestand, warmte onttrekt aan het tegengestelde vloeistofmedium en werkt als een warmtewisselaar. De werkvloeistof gaat dan naar de condensor, waar het warmte afgeeft aan de atmosfeer door terug te condenseren tot een vloeistof. Nadat het door een expansieventiel is gegaan, keert de werkvloeistof terug naar een lage druk 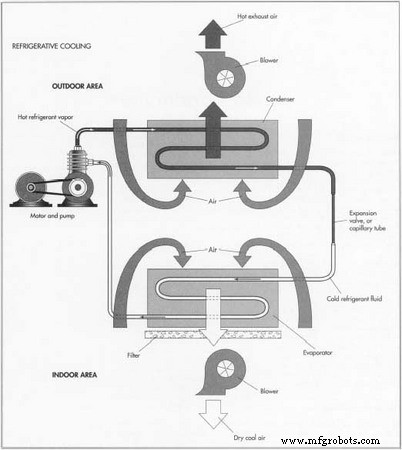 Alle airconditioners hebben vier basiscomponenten:pomp, verdamper, condensor en expansieventiel. Hete koelmiddeldamp wordt onder hoge druk door de condensor gepompt, waar het warmte afgeeft aan de atmosfeer door te condenseren tot een vloeistof. Het gekoelde koudemiddel gaat vervolgens door het expansieventiel, waardoor de druk van de vloeistof daalt. Het vloeibare koudemiddel komt nu in de verdamper, waar het warmte uit de kamer zal halen en in een gasvormige toestand zal veranderen. Dit deel van de cyclus laat koele lucht vrij in het geklimatiseerde gebouw. De hete koelmiddeldamp is dan klaar om de cyclus te herhalen. staat. Wanneer het koelmedium (een vloeistof of lucht) in de buurt van de verdamper komt, wordt warmte naar de verdamper getrokken. Dit proces koelt effectief het tegenoverliggende medium en zorgt voor lokale koeling waar nodig in het gebouw. Vroegere airconditioners gebruikten freon als de werkvloeistof, maar vanwege de gevaarlijke effecten die freon op het milieu heeft, is het uitgefaseerd. Recente ontwerpen hebben strenge uitdagingen aangegaan om de efficiëntie van een eenheid te verbeteren, terwijl een inferieur alternatief voor freon werd gebruikt.
Alle airconditioners hebben vier basiscomponenten:pomp, verdamper, condensor en expansieventiel. Hete koelmiddeldamp wordt onder hoge druk door de condensor gepompt, waar het warmte afgeeft aan de atmosfeer door te condenseren tot een vloeistof. Het gekoelde koudemiddel gaat vervolgens door het expansieventiel, waardoor de druk van de vloeistof daalt. Het vloeibare koudemiddel komt nu in de verdamper, waar het warmte uit de kamer zal halen en in een gasvormige toestand zal veranderen. Dit deel van de cyclus laat koele lucht vrij in het geklimatiseerde gebouw. De hete koelmiddeldamp is dan klaar om de cyclus te herhalen. staat. Wanneer het koelmedium (een vloeistof of lucht) in de buurt van de verdamper komt, wordt warmte naar de verdamper getrokken. Dit proces koelt effectief het tegenoverliggende medium en zorgt voor lokale koeling waar nodig in het gebouw. Vroegere airconditioners gebruikten freon als de werkvloeistof, maar vanwege de gevaarlijke effecten die freon op het milieu heeft, is het uitgefaseerd. Recente ontwerpen hebben strenge uitdagingen aangegaan om de efficiëntie van een eenheid te verbeteren, terwijl een inferieur alternatief voor freon werd gebruikt.
Het fabricageproces
Behuizingsonderdelen maken van verzinkt plaatstaal en constructiestaal
- 1 De meeste airconditioners beginnen als grondstof, in de vorm van constructiestaalvormen en plaatstaal. Terwijl het plaatmetaal wordt verwerkt tot fabricagecellen of werkcellen, wordt het gesneden, gevormd, geponst, geboord, geschoren en/of gebogen in een bruikbare vorm of vorm. De omhulsels of wikkels, het metaal dat de meeste buitenunits omhult, is gemaakt van gegalvaniseerd plaatstaal dat een zinklaag gebruikt om bescherming tegen corrosie te bieden. Gegalvaniseerd plaatstaal wordt ook gebruikt om de bodempan, voorplaten en verschillende steunbeugels in een airconditioner te vormen. Dit plaatwerk wordt kort na aankomst uit opslag of inventaris op een schaarpers in een fabricagecel geschoren. Structurele stalen vormen worden gesneden en verstek op een lintzaag om handige beugels en steunen te vormen.
Ponsen van de plaatwerkvormen
- 2 Vanaf de schaarpers wordt het plaatwerk op een CNC (Computer Numerical Control) ponsmachine geladen. De ponsmachine heeft de mogelijkheid om zijn computerprogramma te ontvangen van een CAD/CAM-tekenprogramma (Computer Aided Drafting/Computer Aided Manufacturing) of van een onafhankelijk geschreven CNC-programma. Het CAD/CAM-programma zet een getekend of gemodelleerd onderdeel op de computer om in een bestand dat door de ponsmachine kan worden gelezen en vertelt waar gaten in het plaatwerk moeten worden geponst. Matrijzen en andere ponsinstrumenten worden in de machine opgeslagen en mechanisch naar de ponsarm gebracht, waar deze kan worden gebruikt om door de plaat te rijden. De NC (Numerically Controlled) afkantpersen buigen de plaat in zijn uiteindelijke vorm, waarbij een computerbestand wordt gebruikt om zichzelf te programmeren. Verschillende buigmatrijzen worden gebruikt voor verschillende vormen en configuraties en kunnen voor elk onderdeel worden gewijzigd.
- 3 Sommige beugels, vinnen en plaatcomponenten worden uitbesteed aan andere faciliteiten of bedrijven om grote hoeveelheden te produceren. Ze worden alleen naar de assemblagefabriek gebracht als ze nodig zijn voor de montage. Veel van de beugels worden geproduceerd op een hydraulische of mechanische pers, waar beugels met verschillende vormen en configuraties kunnen worden geproduceerd uit een opgerolde plaat en continu in de machine kunnen worden uitgerold. Er kunnen grote hoeveelheden onderdelen worden geproduceerd omdat de pers vaak met één slag een complexe vorm kan produceren.
De onderdelen schoonmaken
- 4 Alle onderdelen moeten volledig schoon zijn en vrij van vuil, olie, vet en smeermiddelen voordat ze worden gepoedercoat. Om deze noodzakelijke taak uit te voeren, worden verschillende reinigingsmethoden gebruikt. Grote schoonwatertanks gevuld met een reinigingsoplosmiddel roeren en kloppen de olie eraf wanneer onderdelen ondergedompeld zijn. Sproeiwassystemen gebruiken reinigingsoplossingen onder druk om vuil en vet te verwijderen. Dampontvetting, het ophangen van de onderdelen boven een agressieve reinigingsdamp, maakt gebruik van een zure oplossing en laat de onderdelen vrij van aardolieproducten. De meeste uitbestede onderdelen die van een leverancier komen, zijn al ontvet en schoongemaakt. Voor extra corrosiebescherming worden veel onderdelen geprimed in een fosfaatprimerbad voordat ze een droogoven ingaan om ze voor te bereiden op het aanbrengen van de poedercoating.
Poedercoating
- 5 Voordat beugels, pannen en wikkels in elkaar worden gezet, worden ze gepoedercoat. Het poedercoatingsysteem spuit een verfachtig droog poeder op de onderdelen terwijl ze door een cabine op een hangbaan worden gevoerd. Dit kan worden gedaan door robotsproeiers die zijn geprogrammeerd waar ze moeten spuiten wanneer elk onderdeel door de cabine op de transportband wordt gevoerd. De onderdelen zijn statisch geladen om het poeder aan te trekken om te hechten aan diepe spleten en bochten in elk onderdeel. De gepoedercoate delen worden vervolgens door een oven gevoerd, meestal met hetzelfde transportsysteem, waar het poeder permanent op het metaal wordt gebakken. Het proces duurt minder dan 10 minuten.
Buigen van de slang voor de condensor en verdamper
- 6 De condensor en verdamper werken beide als warmtewisselaar in airconditioningsystemen en zijn gemaakt van koperen of aluminium buizen die in spiraalvorm zijn rondgebogen om de afstand waarover de werkvloeistof reist te maximaliseren. Het tegengestelde fluïdum, of koelfluïdum, stroomt rond de buizen terwijl het werkfluïdum zijn warmte in de verdamper wegtrekt. Dit wordt bereikt door veel koperen buizen met een kleine diameter die in dezelfde vorm zijn gebogen, te verankeren met geleidestangen en aluminiumplaten. De werkvloeistof of koelmiddel stroomt door de koperen buizen en de tegengestelde vloeistof stroomt eromheen tussen de aluminium platen. De buizen zullen vaak eindigen met haarspeldbochten die worden uitgevoerd door NC-buigers, volgens hetzelfde principe als de NC-kantpers. Elke bocht is identiek aan de volgende. De buigmachines gebruiken eerder rechtgetrokken buizen om rond een vaste matrijs te buigen met een doorn die door de binnendiameter wordt gevoerd om te voorkomen dat deze tijdens de buiging bezwijkt. De doorn wordt teruggeharkt door de binnenkant van de buis wanneer de buiging is voltooid.
- 7 Buizen die aan de fabrikant worden geleverd in de vorm van een spoel, gaan door een afwikkelaar en een stijltang voordat ze door de buigmachine worden gevoerd. Sommige buizen worden in de gewenste lengtes gesneden op een schuurzaag die meerdere kleine buizen in één slag snijdt. De aluminium platen worden uitgestanst op een ponsmachine en gevormd op een mechanische pers om groeven of golven in de plaat te plaatsen. Deze golven maximaliseren de thermodynamische warmteoverdracht tussen de werkvloeistof en het tegengestelde medium. Wanneer de koperen buizen in de buigcel klaar zijn, worden ze met een automatisch geleid voertuig (AGV) naar de montagecel getransporteerd, waar ze op de geleidestangen worden gestapeld en door de platen of vinnen worden gevoerd.
De koperen buizen verbinden met de aluminium platen
- 8 Een belangrijk onderdeel van de montage is het verbinden van de koperen buis met de aluminium platen. Deze assemblage wordt de verdamper en wordt bereikt door de gestapelde koperen buizen in hun haarspeldconfiguratie te nemen en ze mechanisch aan de aluminiumplaten te smelten. Het samensmelten vindt plaats door een kogel of doorn te nemen en deze door de koperen buis te voeren om deze uit te zetten en tegen het binnenste deel van het gat van de plaat te duwen. Dit zorgt voor een zuinige, maar nuttige verbinding tussen de buis en de plaat, waardoor warmteoverdracht mogelijk is.
- 9 De condensor is op een vergelijkbare manier vervaardigd, behalve dat het tegengestelde medium meestal lucht is, die de koperen of aluminium condensorspiralen zonder de platen afkoelt. Ze worden vastgehouden door beugels die de coiled tubing ondersteunen en zijn verbonden met de verdamper met fittingen of koppelingen. De condensor is meestal slechts één buis die in een aantal haarspeldbochten kan worden gebogen. Het expansieventiel, een compleet onderdeel, wordt bij een leverancier gekocht en in de leidingen na de condensor geïnstalleerd. Hierdoor kan de druk van de werkvloeistof afnemen en weer in de pomp komen.
De pomp installeren
- 10 De pomp wordt ook compleet I h ingekocht bij een externe leverancier. Ontworpen om de systeemdruk te verhogen en de werkvloeistof te laten circuleren, is de pomp verbonden met fittingen aan het systeem en op zijn plaats verankerd door steunbeugels en een basis. Het wordt aan elkaar vastgeschroefd met de andere structurele delen van de airconditioner en bedekt door de omhulling of de omhulling van plaatstaal. De omhulling is ofwel geklonken of aan elkaar vastgeschroefd om voldoende bescherming te bieden voor de binnencomponenten.
Kwaliteitscontrole
De kwaliteit van de afzonderlijke componenten wordt altijd gecontroleerd in verschillende stadia van het fabricageproces. Uitbestede onderdelen moeten een inkomende dimensionale inspectie van een vertegenwoordiger voor kwaliteitsborging doorstaan voordat ze worden goedgekeurd voor gebruik in het eindproduct. Gewoonlijk heeft elke fabricagecel een kwaliteitscontroleplan om de dimensionale integriteit van elk onderdeel te verifiëren. De unit ondergaat een prestatietest wanneer de montage is voltooid om de klant te verzekeren dat elke unit efficiënt werkt.
De Toekomst
Fabrikanten van airconditioning staan voor de uitdaging om de efficiëntie te verbeteren en de kosten te verlagen. Vanwege milieuoverwegingen bestaan werkvloeistoffen nu meestal uit ammoniak of water. Er is nieuw onderzoek gaande om nieuwe werkvloeistoffen en betere systeemcomponenten te ontwerpen om gelijke tred te houden met snelgroeiende markten en toepassingen. Het concurrentievermogen van de industrie moet sterk blijven en meer innovaties op het gebied van fabricage en ontwerp stimuleren.
Productieproces
- Wat is draadborgende vloeistof?
- Luchtverfrisser
- Zuurstof
- Wat is differentiële vloeistof?
- De maat van een commerciële airconditioner maken
- Een inleiding tot luchtcilinderactuator:
- Vloeistofmechanica begrijpen
- Luchtveersysteem begrijpen
- Hoe u uw auto-airconditioner kunt opladen
- Lucht =geld
- Perslucht is waar?!