


Typemachine
Achtergrond
Typemachines vallen in vijf classificaties. De standaard typemachine was de eerste soort die werd vervaardigd. Hij was te zwaar (15-25 lb of 5,6-9,3 kg) om vaak te verplaatsen, dus werd hij op een bureau of typtafel bewaard. De standaard typemachine had een bredere plaat (een met rubber beklede stalen cilinder voor het absorberen van type-impact) in de wagen (het deel dat het papier op zijn plaats bracht) die grote formulieren kon bevatten. De draagbare handmatige typemachine was kleiner van formaat, lichter in gewicht en uitgerust met een draagtas voor gemakkelijker verplaatsen en opbergen. Draagbare typemachines waren populair voor thuis- en schoolgebruik.
Elektrische typemachines waren zwaarder dan standaardmachines vanwege hun motoren en elektrische onderdelen. Elektrische machines maakten typen gemakkelijker omdat er minder inspanning nodig was om de toetsen aan te slaan. Elektrische draagbare apparaten waren kleiner en lichter dan desktopmachines, en ze hadden draagtassen met opbergruimte voor het netsnoer.
Het meest recente type typemachine dat werd geproduceerd - de elektronische typemachine - elimineerde veel van de nadelen van zowel standaard als elektrische machines. Printplaten maakten de elektronische typemachine veel lichter (ongeveer 10 lb of 3,7 kg) dan andere modellen. Persoonlijke tekstverwerkers (PWP's) waren nauw verwant aan computers.
Geschiedenis
Schrijfmachines werden al in de veertiende eeuw gebouwd. De eerste gepatenteerde schrijfmachine werd in 1714 in Engeland gemaakt, maar nooit gebouwd. De eerste gefabriceerde typemachine verscheen in 1870 en was de uitvinding van Malling Hansen. Het heette de Hansen-schrijfbal en gebruikte een deel van een bol bezaaid met sleutels die over een stuk papier op het lichaam van de machine waren gemonteerd.
Christopher L. Sholes en Carlos Glidden ontwikkelden een machine met een toetsenbord, een plaat van gevulkaniseerd rubber en een houten spatiebalk. E. Remington &Sons kocht de rechten en de productie begon in 1874. Om te voorkomen dat typebars met aangrenzende en veelgebruikte letterparen vastlopen, hebben Sholes en Glidden het toetsenbord met deze eerste zes letters aan de linkerkant van de bovenste rij geplaatst en andere letters verspreid op basis van op gebruiksfrequentie. Hun "QWERTY"-systeem is nog steeds de standaard voor het ordenen van brieven.
De eerste Remington-typemachine drukte alleen hoofdletters, maar een model uit 1878 gebruikte een shift-toets om de typebalken omhoog en omlaag te brengen. De shift-toets en het lettertype met dubbele tekens produceerden twee keer zoveel tekens zonder het aantal typebalken te veranderen. Tegen 1901 produceerde John Underwood een machine met een backspace, tab en lintselector om het lint omhoog en omlaag te brengen.
George Blickensderfer produceerde de eerste elektrische typemachine in 1902, maar praktische elektrische typemachines werden pas rond 1925 geproduceerd. In 1961 introduceerde International Business Machines (IBM) de Selectric elektrische typemachine. Van ongeveer 1960 tot 1980 verwelkte de standaard typemachine-industrie in de Verenigde Staten. De IBM Selectric II debuteerde in 1984, maar IBM stopte begin jaren negentig met het maken van elektrische modellen ten gunste van de elektronische Wheelwriter. Tegen die tijd werden personal computers steeds populairder.
Tegen het einde van de jaren negentig waren de meeste handmatige typemachines die aan de Verenigde Staten werden geleverd, afkomstig van drie bedrijven. Olympia in Duitsland maakt standaard draagbare schrijfmachines, Olivetti in Italië maakt een standaard kantoorschrijfmachine en twee draagbare modellen, en de Indiase firma Godrej &Boyce Manufacturing Company is de grootste producent van handmatige schrijfmachines.
Grondstoffen
Draagtassen kunnen gemaakt zijn van hout, staal of plastic. Staal is het materiaal dat voor de meeste onderdelen in standaardmodellen wordt gebruikt. Schrijfmachines gebruiken honderden tot duizenden bewegende delen en koudgewalst staal is een van de meest betrouwbare materialen.
De plaat is een stalen buis bedekt met een rubberen huls. De rubberen hoezen zijn gemaakt van een speciale vorm van rubber uit de "buna-N" familie. Lijm wordt gebruikt om de rubberen huls aan de plaatbuis te hechten.
De toetsen zijn van plastic gegoten in een tweevoudig spuitgietproces waarbij witte letters werden gemaakt met de omringende toetsen in andere kleuren. Vanaf de jaren 70 werd een tampondrukproces gebruikt om de karakters in inkt aan te brengen en de toetsen te coaten met een duurzame "clearcoat"-afwerking.
Mylar (plastic) linten met aan één zijde inkt worden gebruikt om het lettertype over te brengen. Deze linten zitten in plastic patronen die kunnen worden weggegooid.
Er worden ook diverse materialen gebruikt. Deze omvatten lijm, verf, chemische oplosmiddelen en andere vloeistoffen, zink en chroom voor het plateren van sommige componenten, en azijnzuur voor het aanbrengen van beschermende coatings op sommige onderdelen.
Ontwerp
Typemachines hebben verschillende onderdelen waarmee ze getypte papieren kunnen produceren; het toetsenbord is het meest voor de hand liggend. Elke toets is verbonden met een letterbalk die een lettertype optilde om het papier te raken. Elk lettertype heeft hoofdletters en kleine letters van een letter of cijfers en symbolen. De assemblage van typebars en lettertypen wordt de typebasket genoemd.
Mylar (een plastic geproduceerd in zeer dunne linten en bedekt met inkt aan de degelzijde) schrijfmachinelint gebruikt inkt om afbeeldingen op het lettertype over te brengen op het papier. De uitlijning loopt parallel met de plaat en het papier, en lintgeleiders brengen het lint omhoog om af te drukken en laten het vervolgens zakken.
De plaat stopt het lettertype, maar laat voldoende kracht op het papier om de afbeelding af te drukken. De wagen is een doosachtige container in het bovenste, achterste deel van de schrijfmachine die de degel draagt, de hendel voor wagenretouren en regelafstand, geleiders om het papier te richten en vast te pakken, en het papier zelf. Het papier wordt in een invoerrek (papiersteun) aan de achterkant van de wagen geplaatst, ondersteund en omhoog gebogen naar het typoppervlak in een papiertafel of papiertrog, en tegen de onderkant van de plaat gehouden door twee invoerrollen.
Een echappement (een apparaat dat beweging in slechts één richting en in precieze stappen mogelijk maakt) regelt de beweging van de wagen naar links nadat elk teken is getypt. Een drijfveer in het echappement brengt energie over om de slede op kogellagers te verplaatsen.
Om het papier omhoog te bewegen nadat een regel is getypt, draait een hendel voor regelafstand de plaat naar de achterkant van de typemachine. De hendel is ook de wagenretour die het echappement ontkoppelt en de wagen terug naar rechts duwt voor de nieuwe lijn. Knoppen aan de uiteinden van de plaat zijn gedraaid zodat het papier kan worden verwijderd.
Het fabricageproces
- 1 Metaal (voornamelijk voorgetemperd staal) voor typemachineonderdelen komt aan als ronde voorraad. Ronde voorraad wordt geleverd in staven van 10-12 ft (3-3,75 m lang) van staal, messing of andere metalen en in een reeks diameters voor het maken van schroeven, bouten en klinknagels.
- 2 Staven van rond materiaal worden gedistribueerd naar machines waar fabrikanten ze markeren en op lengte snijden voor klinknagels, bouten of schroeven. Schroefmachines (draaibankachtige apparaten) veranderen ronde voorraden in schroeven door de draden, punten en koppen door te snijden. Kookplaten (een ander type snijgereedschap) worden vaak gebruikt om andere bevestigingsmiddelen op lengte en vorm te snijden.
- 3 De onderdelen worden naar plaat- of afwerkingsstations gebracht waar ze worden behandeld ter bescherming tegen slijtage en roest. Verzinken of verchromen wordt aangebracht door de metalen delen te behandelen in baden van niet-metalen oplossingen die elektriciteit geleiden. De onderdelen worden onderworpen aan lichte elektrische ladingen die ervoor zorgen dat atomen uit kleine stukjes zink of chroom worden aangetrokken wanneer de baden tegengestelde ladingen krijgen. Elektrisch gebonden coatings bestaande uit dunne laagjes zink- of chroomatomen beschermen alle oppervlakken van de metalen onderdelen.
- 4 Onderdelen van de typemachine aan de binnenkant van elke machine worden behandeld in een reeks baden van azijnzuur om het metaal zwart te kleuren. Dit proces van het maken van de zwarte laag (zwart oxide genaamd) is zoiets als het verven van kleding; de algemene term voor het proces is blauwing. Na de azijnbaden worden de metalen delen weer gebaad in een dompeltank met daarin een soort lichte olie. De hete olie droogt op en laat een beschermende laag over het zwarte oxide achter. Deze behandelingen beschermen de onderdelen tegen roest.
- 5 Bij afwerkstations worden de buitendelen gepolijst. Operators brengen polijstmiddelen aan op polijstwielen op machines en houden de onderdelen van de schrijfmachine ertegenaan. De roterende wielen bedekken de onderdelen met de verbindingen en laten de onderdelen van de schrijfmachine glanzen. Werknemers polijsten zeer kleine onderdelen met de hand, ook met behulp van polijstmiddelen en handbuffers.
- 6 stukken worden vervolgens geklonken of gesoldeerd om complete onderdelen te vormen voor montage. Solderen is vergelijkbaar met een soldeerproces waarbij legeringen worden gebruikt met lagere smelttemperaturen dan de metalen stukken die worden samengevoegd om te voorkomen dat die stukken smelten of kromtrekken. Zowel solderen als klinken zorgen voor stijve verbindingen, hoewel klinknagels ook worden gebruikt wanneer onderdelen vrij moeten kunnen bewegen. Schroeven, bouten en andere bevestigingsmiddelen maken ook beweegbare verbindingen.
- 7 De degel is een gespecialiseerde subassemblage omdat het nauwkeurig slijpen met zware machines vereist en het proces rubberstof produceert. De interne stalen buis (ook wel de as of as genoemd) is gesneden uit holle ronde voorraad. Het is aan de buitenkant afgewerkt voor gemakkelijker toevoegen van het rubber en aan de uiteinden voor gladheid. Evenzo is de interne metalen staaf ook gesneden uit ronde stalen voorraad. De centra zijn in plaatvorm uit staal gestanst.
- 8 Een rubberen huls wordt dan iets verwarmd om over de plaat te passen, en een luchtpers duwt de huls over de met lijm bedekte buis. Een staaf en de twee degelcentra worden aan de stalen buis toegevoegd en er worden fittingen toegevoegd om de staaf en de middelpunten stevig vast te houden.
- 9 Om de lettertypen te maken, worden blanco stukken metaal, "type slugs" genoemd, in de machines gevormd door de slugs te trillen tot matrijzensets met de letters en andere karakters. Terwijl de slakken in de matrijzen worden verwerkt en uitgehard, worden de lettertypen uit de machine gespuwd. Vervolgens overgebracht naar het subassemblagegedeelte waar ze op de typebars worden gesoldeerd.
- 10 Het railsysteem maakt gebruik van kogellagers om de wagen van links naar rechts te laten glijden. De subassemblage van de wagen bestaat uit het monteren van de rail op de basis van de wagen, het installeren van de kogellagers en het bevestigen van de veer en koppelingen.
- 11 De wagenretourhendel steekt uit over de bovenkant van de typemachine. Hoewel het aan de wagen is bevestigd om het te verplaatsen, heeft het ook verschillende verbindingen met de plaat, het papierverwerkingssysteem en het echappement. De hefboom en een set van de uiteinden van de verbindingen zijn verbonden met de wagen. De delen van het metalen invoerrek (ook wel papiersteun genoemd) die het papier vasthouden terwijl het in de typemachine wordt geplaatst, worden gemonteerd en het rek wordt aan de achterkant van de wagen bevestigd.
- 12 Het papierverwerkingssysteem is een ander onderdeel. Het omvat de papiertrog (ook wel een papiertafel genoemd), twee invoerrollen (zoals miniatuurplaten) die het papier tegen de onderkant van de plaat houden, de papierontgrendelingshendel en een papieruitlijningsschaal (papierbeugel). Dankzij het papierverwerkingssysteem kan het papier in de typemachine worden geplaatst, tijdens het typen stevig worden vastgehouden en uitgerold wanneer de pagina klaar is. De papiertrog is een U-vormig stuk staal dat uit plaatmateriaal is gestempeld, gebogen en geplateerd.
- 13 Het subsamenstel van het echappement is een systeem van tandwielen, kleine tandwielen die rondsels, veren, kettingen, pallen en bevestigingsmiddelen worden genoemd. Een pal is een kleine staaf met aan elk uiteinde een tand die in de tanden van een tandwiel, ratel of rondsel valt. De pallen bewegen het tandwielsysteem naar voren en de tandwielen brengen het echappement naar voren dat de wagen van de typemachine naar elke ruimte trekt die nodig is voor een nieuwe getypte afbeelding. Het echappement is gemonteerd
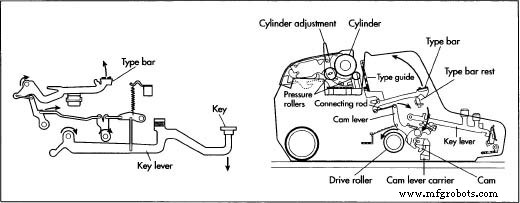 De innerlijke mechanismen van een typemachine. in een passend, dienbladachtig frame dat in de binnenkant van de sterke onderkant van de schrijfmachinemantel wordt geplaatst. Deze zware onderkant en de opstelling van delen van andere subassemblages die over het echappement zouden worden bevestigd, beschermen de gevoelige werken.
De innerlijke mechanismen van een typemachine. in een passend, dienbladachtig frame dat in de binnenkant van de sterke onderkant van de schrijfmachinemantel wordt geplaatst. Deze zware onderkant en de opstelling van delen van andere subassemblages die over het echappement zouden worden bevestigd, beschermen de gevoelige werken. - 14 De subassemblage voor de typemand bevat veel van de 3.200-3.500 onderdelen in de typemachine. Het typemand-subsamenstel bevat de typebars met lettertypen aan hun uiteinden, evenals het veersysteem dat de typebars met de toetsen verbindt. Elk lettertype is aan het einde van de typebalk gesoldeerd. Elke typebar heeft een unieke hoekige buiging, zodat het lettertype plat tegen de plaat zal slaan. Net als die in de koets zijn er sets kogellagers toegevoegd om de typebars van hoofdletters naar kleine letters en terug te verplaatsen. De monteur plaatst de typebars op hun plaats in de typemand en bevestigt de uiteinden aan de onderkant van de mand aan de juiste veren. De veren worden verbonden met de toetsen wanneer de subassemblages van het toetsenbord en de typemand aan elkaar worden gekoppeld tijdens de hoofdmontage.
- 15 Om met de subassemblage van het toetsenbord te beginnen, wordt de dop van elke toets op de juiste sleutelhendel gesoldeerd. De sleutelhendels zijn verbonden met veren waarmee de toetsen kunnen worden ingedrukt. De hendels worden in de daarvoor bestemde sleuven in een intern toetsenbordframe geplaatst. Het veersysteem is ook gemonteerd op het toetsenbordframe om tijdens de hoofdmontage te worden verbonden met de veren voor de typemand-subassemblage.
Hoofdmontage
- 16 De vijf belangrijkste onderdelen van de standaard typemachine (de wagen, het papierverwerkingssysteem, het echappement, de typemand en het toetsenbord) worden op vrachtwagens gezet en naar de hoofdassemblagelijn gebracht waar ze aan het frame van de typemachine worden toegevoegd.
- 17 In het lichaam is het bladachtige frame van het echappement vastgeschroefd aan de binnenkant van de onderkant van de typemachine.
- 18 De rail aan de onderkant van de wagen is bevestigd aan de bijbehorende helft op het bovenste deel van het carrosserieframe. De degel wordt op zijn plaats gezet in openingen in het wagenframe. Een knop is toegevoegd aan het extruderende uiteinde van de middelste staaf aan de rechterkant van de plaat; aan de linkerkant is op de stang een fitting aangebracht die de wagenretour en de hendel voor lijnafstand vasthoudt, en deze is afgewerkt met een andere knop.
- 19 Het toetsenbord en de typemand zijn geplaatst, hun frames zijn vastgeschroefd aan het frame van de carrosserie. Een stalen typegeleider met V-vormige inkeping is bevestigd over de halve maan van de typemand die naar de plaat is gericht; de V-inkeping biedt een opening voor de lettertypen om de degel te raken. De veren voor elke toets en de typebalk zijn aan elkaar gekoppeld.
- 20 De typebars zijn ook verbonden met de echappement- en koetsverbindingen. Om typebars uit te lijnen met de opening in de typegeleider en de plaat in de juiste hoeken te slaan, gebruiken de arbeiders een drietandige tang om elke typebar voorzichtig te buigen.
- 21 Wanneer de mantel van de typemachine van staal is, wordt deze aan het hoofdframe bevestigd. De sterke onderkant van de mantel was eerder op het hoofdframe geïnstalleerd omdat deze ook dient als ondersteuning voor het echappement-subsamenstel. Twee stukken staal die de onderkant van de mantel rond de wagen vormen, zijn bevestigd aan het frame van de wagen. Op het wagenframe zijn ook twee bovenzijden gemonteerd. Deze passen bij de onderkanten om ronde openingen te bieden voor de binnenste uiteinden van de degelknoppen, zodat ze kunnen worden gebruikt om de degel te draaien. De achterste en bovenste L-vormige delen van de koetsmantel zijn bevestigd aan het carrosserieframe. De zijkanten en de bovenmantel van het toetsenbord worden op hun plaats over het toetsenbord bevestigd. Alle zijstukken van de jas zijn aan de onderkant bevestigd om het frame en de jas te versterken; de stevige pasvorm sluit ook de onderkant af om de hoeveelheid stof die het interieur van de typemachine kan binnendringen te beperken.
Kwaliteitscontrole
Wanneer grondstoffen worden geleverd aan de fabriek voor de fabricage van schrijfmachines, loggen de ontvangers in de materialen en vergelijken ze met blauwdrukken en specificaties die zijn verstrekt door ontwerp- en fabricage-ingenieurs. De kwaliteitscontrole-ingenieurs gebruiken ook een aantal instrumenten om te bepalen of onderdelen en materialen acceptabel zijn, zoals nonius (korte schuiflinialen), micrometers (ook wel micrometerschuifmaten genoemd) die bankschroefachtige meters zijn om de dikte nauwkeurig te meten, en hoogtemeters om te bevestigen dimensies.
Wanneer de typemachines klaar zijn, wordt een laatste kwaliteitscontrole uitgevoerd door elke machine daadwerkelijk te gebruiken om de prestaties te testen. Elke typemachine wordt gecontroleerd op bindende toetsen, afdrukkwaliteit, voortgang van het lint en beweging van de wagen, naast vele andere prestatiekenmerken. Het uiterlijk wordt zorgvuldig onderzocht op eventuele gebreken die tot roestvorming kunnen leiden.
Bijproducten/afval
Het meeste afval ontstaat tijdens de fabricage. Staalafval zoals de "skeletten" die achterblijven na het stampen of ponsen en draaien en bussen (fragmenten) van de schroefmachineproductie van klinknagels en andere onderdelen, worden verkocht aan bergingsdealers of gesmolten en hergebruikt.
Steeds vaker worden kunststof onderdelen gebruikt, ook kunststof lopers en afgekeurde onderdelen worden gerecycled. In de fabriek worden ze opnieuw gemalen en deze kunststoffen zijn toegevoegd aan nieuwe partijen kunststof. Het percentage hergemalen plastic in een batch varieert afhankelijk van de kriticiteit van het onderdeel en de beslissing van de productie-ingenieurs.
Bij het rondslijpen van platen werd een grote hoeveelheid rubberstof geproduceerd. Het stof werd zorgvuldig gecontroleerd en in verzamelbakken geplaatst. Het afgekoelde stof werd in de opvangbakken naar de vuilstort gebracht. De uitlaat van de machine was naar buiten toe afgeschermd. Kleine hoeveelheden andere materialen werden weggegooid of gerecycled. Inktlinten en cassettes met Mylar-linten werden soms afgekeurd en ook op stortplaatsen gestort.
De Toekomst
Typemachines hebben een kleine toekomst in de westerse wereld omdat computers ze bijna volledig hebben vervangen. Sommige bedrijven hebben nog steeds typemachines nodig voor beperkt gebruik, en veel mensen vinden typemachines handiger voor enkele of kleine taken.
Standaard, elektrische en elektronische schrijfmachines hebben nog wat toekomst in ontwikkelingslanden, en fabrikanten in Azië en Europa leveren aan deze markt. Brother maakt typemachines in Japan, China heeft twee of drie fabrieken en Godrej &Boyce Manufacturing Company in India is de grootste schrijfmachineproducent ter wereld. De merken Hermes, Olivetti, Olympia en Royal worden gemaakt in een of twee fabrieken in Europa. Op het hoogtepunt van de productie van standaardschrijfmachines domineerde Smith Corona de productie met een marktaandeel van 54%; het bedrijf maakt geen eigen typemachines meer, maar koopt deze als kleine leverancier in bij een fabriek in Korea.
Zeldzaam gebruik van typemachines vandaag en hun onderscheid als werkelijk magnifieke machines heeft ze populair gemaakt en hen een gerespecteerde toekomst als verzamelobject gegeven. Antiquairs en andere specialisten kopen en verkopen zeldzame modellen op internet, en verzamelaars wisselen informatie uit via nieuwsbrieven en websites.
Waar meer te leren
Boeken
Bryant, Carl. Alles over schrijfmachines en rekenmachines. New York:Hawthorn Books, Inc., 1973.
Davies, Margje. De plaats van de vrouw is bij de typemachine:kantoorwerk en kantoorpersoneel 1870-1930. Philadelphia:Temple University Press, 1982.
Linoff, Victor M., uitg. De typemachine:een geïllustreerde geschiedenis. Dover Publicaties, 2000.
Tijdschriften
Frazier, Ian. "Typemachine Man." The Atlantic Monthly vol. 280, nee. 5 (november 1997):81-92.
Groer, Annie. "Trouw aan het type." The Washington Post (3 mei 2001):HOI.
Overige
"Schrijfmachinegeschiedenis in één oogopslag." MyTypewritter.com-webpagina. december 2001.
Gillian S. Holmes
Productieproces
- C Standaard bibliotheekfuncties
- Standaardpraktijken versus juiste praktijken
- Standaard schetst HVAC-inspectie en onderhoud
- Standaard grijparmcomponenten online
- De standaardprocedure voor de inspectie van arbeidsmiddelen
- Aluminium versus standaard PCB's
- Wat is standaardwerk?
- Fenol NP310BW - Blad
- Fenolic BP81NPN - Blad
- Epoxy RM511A - Staaf
- Epoxy NP130HF - Blad