


Vulpen
Achtergrond
Mensen hebben verschillende instrumenten gebruikt om gedachten en gevoelens over te brengen. Het eerste schrijfinstrument van de mens was zijn vinger, waarmee hij symbolen in de aarde vormde. Later werden stukken metaal of been gebruikt. De oude Grieken gebruikten een stylus om te markeren op met was beklede schrijftafels, terwijl de vroege Egyptenaren holle rieten als schrijfgereedschap en papyrus als schrijfoppervlak gebruikten.
Tijdens de Middeleeuwen werden ganzenveerpennen, gemaakt van vogelveren waarvan de uiteinden waren gespleten en geslepen, het favoriete schrijfinstrument tot de ontwikkeling van de stalen dompelpen in het begin van de 19e eeuw. Stalen pennen, die stalen punten gebruikten die penpunten werden genoemd, hoefden niet zo vaak te worden geslepen als ganzenveerpennen. Ze moesten echter nog steeds in een inktfles worden gedompeld omdat ze geen eigen inkt bevatten.
Zelfs toen de stalen pen aan populariteit won, werden er pogingen ondernomen om een praktischer schrijfinstrument te ontwerpen. Deze inspanningen resulteerden uiteindelijk in een van de meest populaire schrijfinstrumenten die nog steeds worden gebruikt, de vulpen. Lewis Edson Waterman, een verzekeringsagent uit New York, produceerde de eerste praktische vulpen in 1884. Terwijl zowel de ganzenveer als de stalen pennen in inkt moesten worden gedompeld, was de vulpen de eerste die zijn eigen inkt vasthield in een op zichzelf staand reservoir . Vanwege zijn bruikbaarheid en duurzaamheid werd de vulpen het meest populaire schrijfinstrument en bleef dat tot de ontwikkeling van de balpen in 1938. De vulpen blijft populair vanwege zijn elegantie en prestige, zowel als schrijfinstrument als een waardevol verzamelobject .
Geschiedenis
Al in het begin van de tiende eeuw werden pogingen ondernomen om een zelfvoedende pen te ontwikkelen die niet geslepen hoefde te worden. Er werden tal van ideeën ontwikkeld, maar het duurde tot 1884 voordat er eindelijk succes werd geboekt. De pen van Waterman werkte net zo foutloos als een dompelpen, maar zonder dat er een externe inktfles nodig was. Waterman begon deze pennen te produceren met een snelheid van 36 per week en verkocht ze in zijn sigarenkiosk in New York City. De vraag nam echter snel toe, wat Waterman ertoe bracht een productiefaciliteit van zes verdiepingen op Broadway te openen, die hij in latere jaren nog meer uitbreidde. De vulpen domineerde de markt voor schrijfinstrumenten voor de komende 60 jaar.
Voortbouwend op het succes van Waterman sloten andere bedrijven zich aan bij de productie van schrijfinstrumenten. In 2001 had de Writing Instrument Manufacturers Association, een organisatie bestaande uit bedrijven die vulpennen en ander schrijfgerei produceren, ongeveer 25 leden. De grotere bedrijven gebruiken nu een geautomatiseerd proces om vulpennen te produceren, terwijl sommige kleinere bedrijven en particulieren ze nog steeds met de hand produceren, net zoals Waterman deed in 1884.
Hoewel vulpennen verkrijgbaar zijn in verschillende stijlen met unieke eigenschappen, bestaat elke pennen uit dezelfde basiscomponenten:de penpunt of punt; de houder, die het inktreservoir bevat, en de dop, die over de penpunt past om deze tegen beschadiging te beschermen. Inkt stroomt van het reservoir naar de penpunt met een uitgebalanceerde stroomsnelheid door middel van een kracht die capillaire aantrekkingskracht wordt genoemd. Dit is dezelfde kracht die ervoor zorgt dat een vloeiblok inkt of kerosine absorbeert om omhoog te stromen in de pit van een vlam.
De eerste penpunten waren gemaakt van goudlegeringen, vaak gedompeld in een hard metaal genaamd iridium voor sterkte en weerstand tegen corrosie. Toen de penpunten van een goudlegering echter te duur werden om massaal te produceren, werd staal als materiaal gekozen. Massief goud, variërend van 18-22 karaats, wordt nog steeds gebruikt voor de penpunten van sommige pennen. Elke punt heeft een spleet aan de punt die de inktstroom regelt.
De eerste vaten waren gemaakt van zwart hard rubber, gekozen omdat het inktbestendig en gemakkelijk te bewerken is. Naoorlogse pennen zijn meestal gemaakt van duurzaam plastic. Vaten kunnen echter worden gemaakt van goud, zilver, messing, hout, bot of zelfs gemalen fluweel.
De eerste vulpennen waren gevuld met medicijndruppelaars, die later werden vervangen door rubberen zakjes. Deze zakjes werden voor het eerst gebruikt in 1890 en hadden een korte levensduur omdat het rubbermateriaal waarvan ze waren gemaakt niet bestand was tegen de chemische werking van de inkt. Rubberverbindingen werden later verbeterd en eind jaren twintig werd een duurzame rubberen zak geïntroduceerd. Deze zak werd later vervangen door een nog betere semi-transparante, geplastificeerde vinalharszak zonder rubber. Door de jaren heen zijn verschillende vormen van zakdepressiemechanismen gebruikt. De eerste zakloze pen werd in 1932 geïntroduceerd door de Parker Pen Company.
Grondstoffen
Vulpenvaten kunnen van een grote verscheidenheid aan materialen worden gemaakt. Fijnere, duurdere pennen zijn gemaakt van materialen zoals messing, zilver of goud. Moderne penfabrikanten gebruiken over het algemeen minder dure materialen voor pennenvaten, waaronder:acrylhars, ook bekend als Lucite of Perspex, dat wordt gebruikt voor Parker 51-modellen; celluloseacetaat; en diverse andere spuitgietbare polymeren. Handgemaakte pennen kunnen worden gemaakt van hout of bijna elk ander materiaal dat solide en stabiel is en kan worden bewerkt met standaard houtbewerkingsgereedschap. Voorbeelden zijn multiplex, gebroken fluweel, bot, leer en zelfs geweien. Roestvrij staal wordt over het algemeen gebruikt om de penpunten te maken, hoewel goud of sterling zilver ook kan worden gebruikt. De clips en andere fittingen zijn meestal gemaakt van een goudlegering die is gegalvaniseerd, of ze kunnen goud of goud zijn gevuld op fijnere pennen.
Ontwerp
Vulpennen zijn verkrijgbaar in verschillende uitvoeringen en stijlen. Sommige worden in massa geproduceerd, terwijl andere op maat zijn ontworpen. Met op maat ontworpen pennen moet de maker van tevoren beslissen welke speciale functies de pen zal hebben en op basis van die functies de juiste hulpmiddelen en het juiste proces kiezen. Enkele mogelijke variaties op het ontwerp zijn onder meer het lamineren van strips om intrigerende patronen en kleurencombinaties te produceren, het veranderen van de stijl van de clip om de pen een ander uiterlijk en gevoel te geven, het snijden of branden van een uniek ontwerp in het oppervlak van de pen, of het inleggen van edelstenen of andere materialen in het penoppervlak. Al deze ontwerpvariaties vereisen wat extra voorbereiding en materialen, maar helpen de pen uniek en soms waardevoller te maken.
Navulmechanismen
Er kunnen verschillende mechanismen worden gebruikt om vulpennen te vullen. Deze omvatten hendels, knoppen, zuigers en knijpbollen. Lever-vullers hebben een kleine hendel ingebouwd in de zijkant van de pen. Door de hendel op te tillen, wordt de inktzak samengedrukt. Nadat de punt in inkt is gedompeld, zorgt het sluiten van de hendel ervoor dat de zak opnieuw wordt opgeblazen. Button-fillers hebben een knop aan het uiteinde van de pen. De knop werkt op dezelfde manier als de hendel; Als u op de knop drukt, loopt de zak leeg en als u de knop loslaat, wordt de zak weer opgeblazen nadat de pen in inkt is gedompeld. Zuigervullers gebruiken een schroefmechanisme om een zuiger in het vat te bewegen, waarbij inkt wordt in- en uitgestoten, terwijl knijpbalvullers worden gevuld door herhaaldelijk in de bol te knijpen. Elk van deze mechanismen wordt tijdens de eindmontage op de pen geïnstalleerd.
Het fabricageproces
De grotere pennenfabrikanten gebruiken geautomatiseerde processen om vulpennen te produceren. Sommige kleinere bedrijven en particulieren blijven echter pennen handmatig maken. De materialen en processen die door verschillende bedrijven en individuen worden gebruikt, variëren. Hier is een veelgebruikt proces dat wordt gebruikt om handgemaakte pennen van hout te maken. Ditzelfde proces, of vergelijkbare processen, kunnen ook worden gebruikt om pennen van andere soorten materialen te maken.
 Vervaardiging van individuele vulpennen van hout.
Vervaardiging van individuele vulpennen van hout.
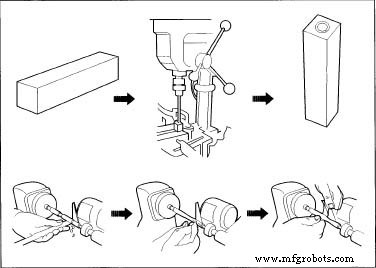
De blanco voorbereiden
- 1 De eerste stap bij het maken van de pen is het maken van een blanco, een rechthoekig stuk hout dat wordt gevijld en gevormd in de twee helften van de penhouder. Vrijwel alle houtsoorten kunnen worden gebruikt. Het moet echter droog zijn wanneer het proces begint. Kleurrijke houtsoorten met interessante patronen hebben de voorkeur omdat ze een aantrekkelijker eindproduct opleveren. Om de plano voor te bereiden, wordt het hout eerst in een rechthoek van ongeveer 0,75 cm 2 gesneden × 5 in lang (1,9 cm 2 × 12,7 cm).
- 2 Vervolgens wordt de plano gemarkeerd met een lijn (een lucifermarkering genoemd) die zich ongeveer 2,5 cm verder uitstrekt dan waar een snede wordt gemaakt die de plano in twee helften scheidt, een bovenste en een onderste. De plano's worden vervolgens in lengtes gesneden die iets langer zijn dan de koperen buis die er uiteindelijk in zal worden gestoken. Een manier om de afkortzaag te maken is met een lintzaag die is uitgerust met een verstekkaliber en een extra slipaanslag, een verstelbare aanslag die speciaal is gemaakt voor het zagen van penbladen van verschillende lengtes.
- 3 De plano's worden vervolgens op hun plaats gehouden met behulp van een kaakklem of een andere soortgelijke methode, en een gat wordt in het midden van elke helft van de plano geboord als voorbereiding op het inbrengen van de koperen buis. Elke blanco sectie wordt op zijn plaats gehouden met de markeringen naar boven gericht.
De koperen buis inbrengen
- 4 Zodra de gaten zijn geboord, wordt polyurethaanlijm aangebracht op zowel de buitenkant van de koperen buis als de binnenkant van elk geboord gat. Vervolgens wordt de buis met een draaiende beweging in de plano gestoken om de lijm gelijkmatig te verdelen. Na ongeveer 10 minuten is de lijm meestal droog en blijft de tube goed op zijn plaats zitten.
- 5 Met de pen vastgezet, wordt de buis bijgesneden om precies in de blanco te passen met behulp van een adapterhuls en een tontrimmer totdat een koperen krul wordt geproduceerd.
De blank monteren en draaien
- 6 Zodra de buis is ingebracht, zijn de bovenste en onderste plano's klaar om op een doorn te worden gemonteerd ter voorbereiding op het draaien. Over het algemeen wordt een gespleten doornsysteem gebruikt, bestaande uit twee korte stalen doornen. Elke plano wordt afzonderlijk op de gespleten doorn gemonteerd, samen met de bijbehorende bussen.
- 7 Terwijl elke blanco ronddraait, wordt het hout dat niet op de pen hoort voorzichtig weggesneden met een guts of iets dergelijks. Afwerkingssneden worden gemaakt met behulp van een schuine beitel.
- 8 Een inkeping is rond de bovenste plano gesneden, volledig tot aan de buis, met behulp van een dun scheidingsgereedschap. In deze inkeping wordt later een metalen sierring geplaatst.
Schuren en afwerken
- 9 Nu zijn de blanks veranderd in pennenvaten, klaar om te schuren en af te werken. Schuurpapier, beginnend met korrel 120 en overgaand naar korrel 180, 220 en tenslotte 320 of 400, wordt gebruikt om een gladde afwerking te garanderen. Als Dymondwood wordt gebruikt, kan een korrel zo fijn als 600 nodig zijn voor een hoogglansafwerking.
- 10 De pennenhouders zijn bedekt met een wax of plastic polish, aangebracht met een zachte doek terwijl de pennen nog draaien.
Montage voorbereiden
- 11 Voorafgaand aan de montage worden de scherpe hoeken aan elk uiteinde van de afgewerkte vaten licht geschuurd.
- 12 Als een clip moet worden gebruikt, wordt er een inkeping gesneden in de bovenste loop als voorbereiding op het inbrengen ervan. Om te voorkomen dat het hout afbreekt, wordt een slijpschijf of een vijl gebruikt om deze inkeping uit te snijden.
Clips, fittingen en banden
- 13 De clips en metalen fittingen die op vulpennen worden gebruikt, zijn gestempeld, net als toen de vulpen voor het eerst werd geproduceerd. Banden en overlays worden uit plaatwerk gerold en hard gesoldeerd.
Eindmontage
- 14 Nu worden de ring, clip en andere metalen versieringen aan de voltooide vaten bevestigd om een voltooide pen te maken. Een kolomboormachine en een persmal kunnen worden gebruikt om de pendelen tegen elkaar te drukken. De kolomboormachine wordt gebruikt als bankschroef, terwijl de mal (een lang, plat stuk hout met omhoog stekende metalen palen) wordt gebruikt om de onderdelen tijdens de montage op één lijn te houden. Eerst wordt een penpuntkoppeling in het grote uiteinde van de onderste loop gedrukt. Vervolgens wordt de onderste loop omgedraaid en wordt een einddop in het kleinere uiteinde gedrukt. De penpunt wordt vervolgens in de penpuntkoppeling gestoken.
- 15 Vervolgens worden de sierring en clipconstructie in de eerder gemaakte inkepingen in de bovenste cilinder gestoken. Vervolgens wordt een sluitdop op zijn plaats geschroefd met behulp van een dopafstelgereedschap of een kruiskopschroevendraaier om de montage van de bovenste loop te voltooien.
- 16 Ten slotte worden de twee cilinders aan elkaar geschroefd en wordt de pasvorm getest en indien nodig aangepast met de dopafsteller of schroevendraaier.
Geautomatiseerd proces
Het proces dat gebruikt wordt om vulpennen te maken bij grotere bedrijven is over het algemeen meer geautomatiseerd. Deze bedrijven gebruiken speciaal bewerkte machines om de pennenvaten te vormen, meestal van gesmolten plastic. Machines doen ook het stempelen en krimpen van de metalen onderdelen, assembleren het eindproduct en verzorgen zelfs het polijsten en reinigen.
Kwaliteitscontrole
Hoewel er geen officiële richtlijnen zijn voor de productie van vulpennen, hebben de meeste bedrijven een reeks vaste inspecties om de kwaliteit te waarborgen. Ze testen op defecten in het oppervlak van de pen, de kwaliteit van de inktstroom, de pasvorm van de dop, enzovoort. Sommige pennen worden zelfs geleverd met certificeringen om de kwaliteit van het eindproduct te bevestigen. De Parker 75, een van de bekendere modellen van Parker Pen Company, ondergaat bijvoorbeeld 792 inspecties en wordt geleverd met een door de eindinspecteur ondertekend kwaliteitscertificaat.
De Toekomst
Hoewel balpennen de vulpen als universeel schrijfinstrument hebben vervangen, blijven vulpennen populair bij verzamelaars en bij diegenen die een eleganter en verfijnder schrijfinstrument wensen. Volgens bronnen van Parker zijn de snelst groeiende markten voor vulpennen in 2001 in het Verre en Midden-Oosten en in Europa.
Een trend in de vulpenmarkt is het groeiend aantal individuen dat zelf pennen is gaan produceren en verkopen. Dit wordt mogelijk gemaakt door de beschikbaarheid van pennensets met alle benodigde materialen en instructies, en door de populariteit van internet als middel om handgemaakte pennen aan een grotere markt te verkopen.
Waar meer te leren
Boeken
Christensen, Kip en Rex Burningham. Pennen en potloden draaien. Verenigd Koninkrijk:Guild of Master Craftsman, 1999.
Wereldboekenencyclopedie. Illinois:Field Enterprises Educational Corporation, 1963.
Overige
Ontwikkeling van de vulpen. 10 september 2001.
Nishimura, David. "Instructies voor het vullen." Vintage pennen webpagina. 10 sept. 2001.
"Parker Plant Tour. juli/augustus 1998." Webpagina van Pen World International Magazine. 10 september 2001.
WoodenPen.Com webpagina. 10 september 2001.
Webpagina van de vereniging van fabrikanten van schrijfinstrumenten. 10 september 2001.
Kathy Saporito
Productieproces
- Tutorial - Combinatie- en sequentiële code schrijven
- Balpen
- Geïntegreerde Linux-apparaatstuurprogramma's:een kernelapparaatstuurprogramma schrijven
- Smart Pen:eindproject voor ECE5725
- Maak thuis een zelfgemaakte schrijfmachine voor huiswerk
- NASA's 10 codeerregels voor het schrijven van veiligheidskritieke programma's
- Coderen voor automatiseringsprojecten is meer dan code schrijven
- Schrijfprocedures:eenvoudig en efficiënt door digitaal te gaan
- Onderhoud:4 tips voor het schrijven van checklists
- Infografie :5 tips om werkinstructies te schrijven
- Reflecties op schrijven over perslucht