


De ultieme checklist voor CNC-ontwerp voor maakbaarheid (DFM)

CNC-bewerking is een van de meest populaire productiemethoden omdat het proces zeer veelzijdig, herhaalbaar en betrouwbaar is - bovendien is het compatibel met een breed scala aan materialen, van hout en plastic tot schuim en metaal. Productteams die zich tijdens de ontwerpfase op DFM concentreren, kunnen de productietijden en kosten van CNC-gefreesde onderdelen drastisch verminderen.
In deze downloadbare gids hebben we acht veelvoorkomende DFM-overwegingen verzameld die top-of-mind moeten blijven bij het ontwerpen van onderdelen voor CNC-bewerking. U kunt aanzienlijke tijd en kosten besparen door uw ontwerp te vergelijken met deze lijst voordat u het voor fabricage indient.
Top 8-ontwerp voor fabricageoverwegingen voor CNC-bewerking
1. Zijn er diepe zakken in het ontwerp?
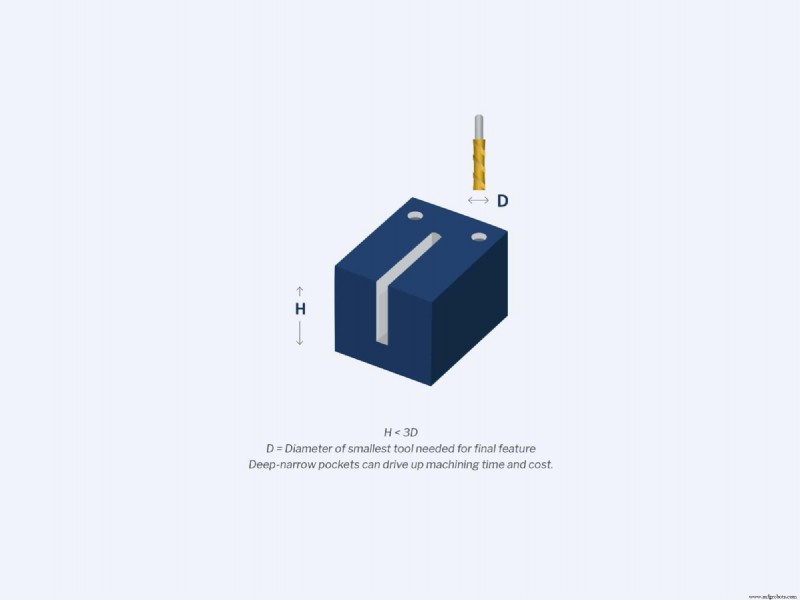
Diepe smalle holtes of sleuven moeten worden bewerkt met langere gereedschappen, en langere gereedschappen zijn meer vatbaar voor breuk en kunnen ook klapperen of machinetrillingen veroorzaken. Bovendien zijn er meerdere passages nodig om een diepe zak te bewerken, wat de bewerkingstijd en productiekosten opdrijft.
Vermijd het ontwerpen van onderdelen met diepe zakken waar mogelijk. Als een diepe zak niet kan worden vermeden, moeten ingenieurs en ontwerpers de diepte ervan zo veel mogelijk verkleinen of de dwarsdoorsnede van de zak vergroten. In de regel mag de zakdiepte niet groter zijn dan 3x de diameter van het gereedschap dat wordt gebruikt om het te maken. Zakken mogen bijvoorbeeld niet dieper zijn dan 1,5 inch bij gebruik van een snijplotter van 0,5 inch. Ingenieurs moeten dit cijfer mogelijk aanpassen op basis van het materiaal dat ze gebruiken en de gereedschappen die voor hen beschikbaar zijn.
2. Zijn er smalle gebieden?
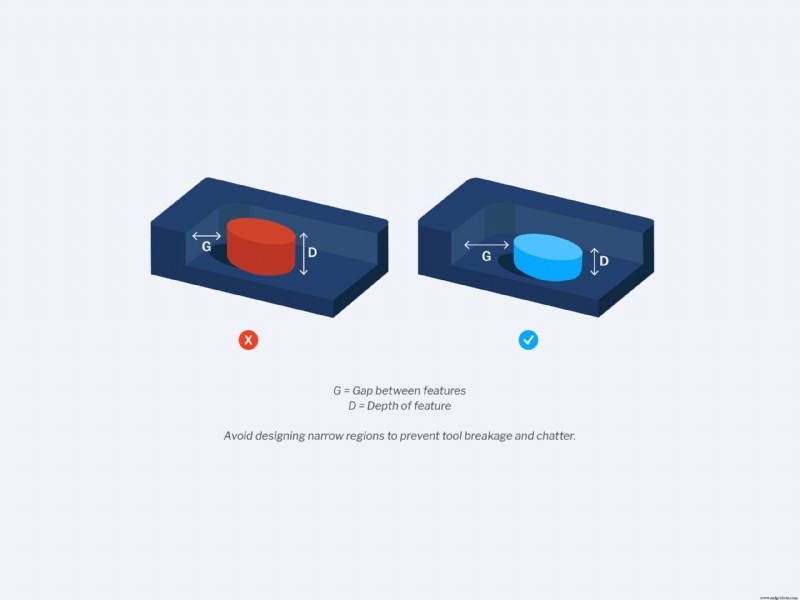
Smalle gebieden zijn moeilijk te vervaardigen omdat de afmeting van de snijder wordt beperkt door de kleinste afstand tussen de verschillende vlakken van het kenmerk. Snijders met lange en kleine diameter zijn gevoelig voor breuk en klapperen.
Vermijd het ontwerpen van functies of vlakken die te smal zijn voor een snijplotter om er gemakkelijk doorheen te gaan. Als smalle gebieden echter niet kunnen worden vermeden, mogen ze niet te diep zijn. Onthoud dat de diepte van elk element minder dan 3x de diameter van het gereedschap moet zijn. Als beste praktijk moeten wandsecties groter zijn dan 0,01 inch dik. Een kortere frees met een grotere diameter kan ook worden gebruikt om chatter te verminderen.
3. Zijn er scherpe interne hoeken?
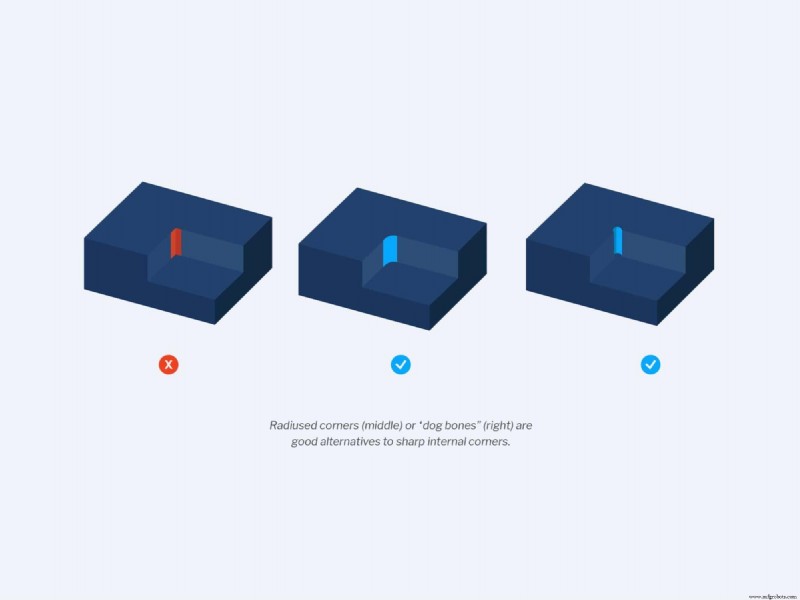
Omdat alle CNC-boren cirkelvormig zijn, is het moeilijk om scherpe interne hoeken te maken. In plaats daarvan laat de boor een zak met onbewerkte ruimte achter die een interne hoekradius wordt genoemd. Het is mogelijk om scherpe binnenhoeken te bewerken met tijdelijke oplossingen, zoals machinale bewerking met elektrische ontlading, maar deze methoden zijn meestal duur.
Vermijd waar mogelijk scherpe binnenhoeken. Idealiter moet een hoekradius iets groter zijn dan de frees. Als een hoekradius dezelfde diameter heeft als de frees die wordt gebruikt om deze te vormen, kan dit klapperen en voortijdige gereedschapsslijtage veroorzaken.
Door de hoekradii te vergroten tot voorbij de standaardwaarde met slechts 0,005” kan het gereedschap voldoende ruimte krijgen om te bewegen en een meer cirkelvormig pad te volgen.
4. Zijn er ontoegankelijke functies?
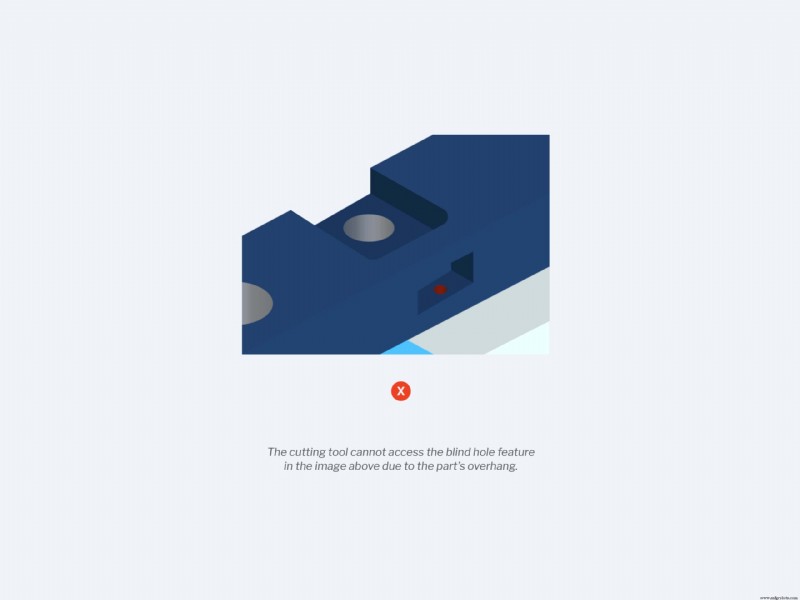
Ontoegankelijke functies zoals verzonken boringen die openen in een andere zak of zakken met negatieve tocht, duurt langer om te bewerken - als ze al mogelijk zijn - omdat het snijgereedschap er niet gemakkelijk bij kan, wat op zijn beurt de kosten opdrijft.
U moet ervoor zorgen dat een snijgereedschap volledige toegang heeft tot alle functies binnen een onderdeel zonder te worden geblokkeerd door een andere functie.
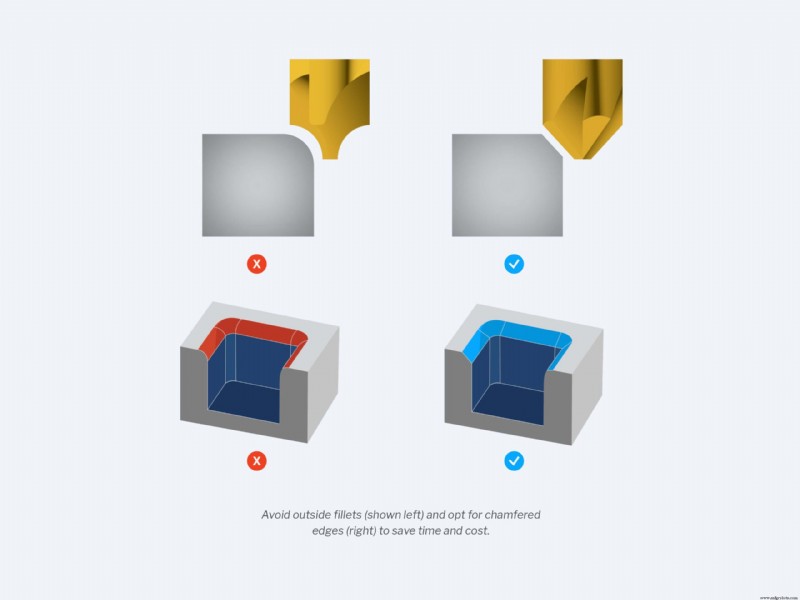
5. Zijn er buitenfilets?
Buitenfilets, of filets op de bovenranden van pockets, nokken en sleuven, vereisen een uitzonderlijk scherpe snijder en een nauwkeurige opstelling. Beide vereisten kunnen voor sommige productteams onbetaalbaar zijn. Om deze kosten te vermijden, moet u de buitenranden van elementen afschuinen of afschuinen - in plaats van afronden.
6. Zijn de wanden van het onderdeel te dun?
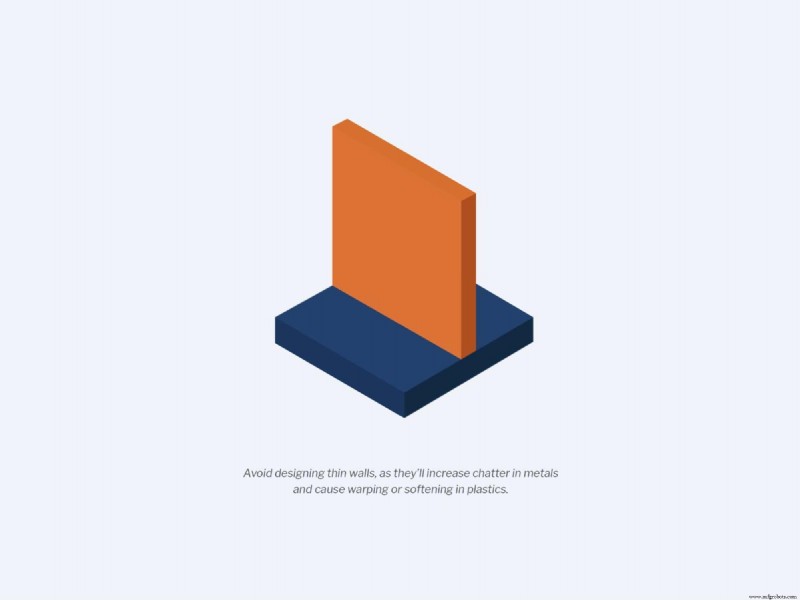
Als het gaat om CNC-bewerking met metaal, verhogen dunne wanden het geratel, wat de nauwkeurigheid van het bewerkingsproces en de oppervlakteafwerking van het onderdeel in gevaar kan brengen. Bij kunststoffen kunnen dunne wanden kromtrekken en zacht worden. Daarom moet u uw best doen om het ontwerpen van onderdelen met dunne wanden te vermijden.
De ideale minimale wanddikte voor metalen is 0,8 mm voor metalen en 1,5 mm voor kunststoffen. U kunt mogelijk dunnere secties maken zonder noemenswaardig risico, maar dit moet per geval worden beoordeeld.
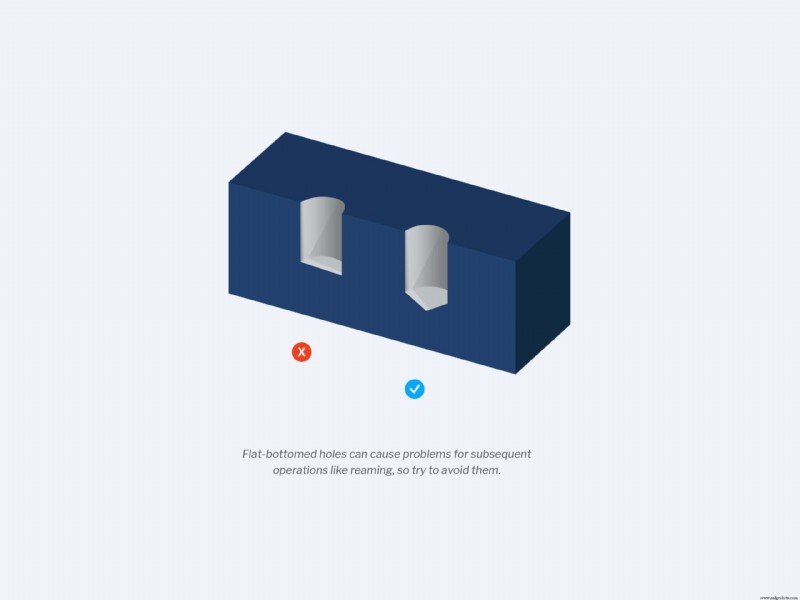
7. Zijn er gaten met een platte bodem?
Gaten met een platte bodem vereisen geavanceerde bewerkingen en veroorzaken vaak problemen bij latere bewerkingen zoals ruimen. Vermijd het maken van blinde gaten met een vlakke bodem - vooral kleine gaten - en gebruik in plaats daarvan een standaard spiraalboor om gaten met kegelvormige bodems te maken. Kegelhoeken zijn gewoonlijk 118° of 135°.
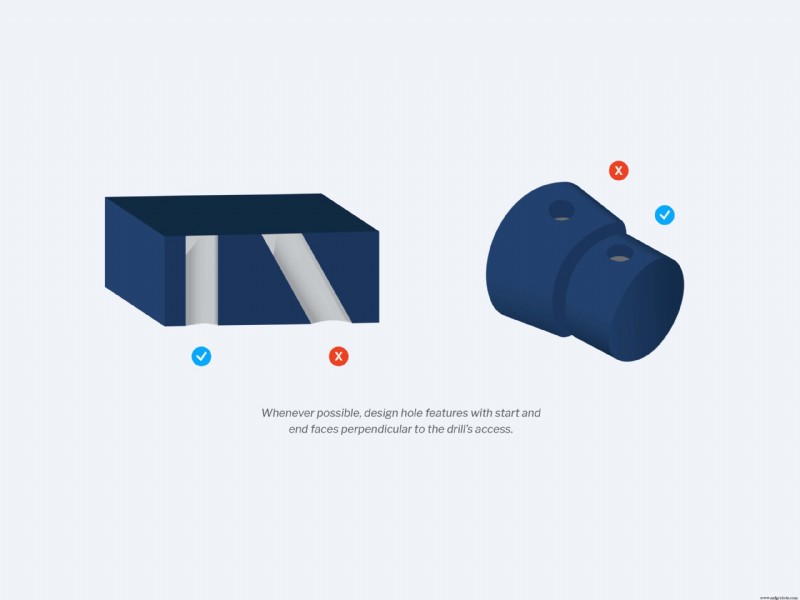
8. Kunnen de boren van de CNC-machine er gemakkelijk in en uit gaan?
Een boorpunt zal afdwalen wanneer het in contact komt met het materiaaloppervlak als dat oppervlak niet loodrecht op de booras staat. Ook zullen ongelijkmatige uitgangsbramen rond het uitgangsgat het verwijderen van de braam moeilijk maken. Om het in- en uitstappen te vergemakkelijken, vermijd het ontwerpen van gatkenmerken met begin- en eindvlakken die niet loodrecht op de as van de boor staan.
Samenvatting van alle 8 ontwerpoverwegingen voor CNC-bewerking
- Vermijd waar mogelijk het ontwerpen van onderdelen met diepe kamers, omdat diepe smalle kamers de bewerkingstijd en -kosten kunnen opdrijven.
- Vermijd het ontwerpen van kenmerken of vlakken die te smal zijn voor een snijplotter om er gemakkelijk doorheen te gaan om gereedschapsbreuk en klapperen te voorkomen.
- Gestraalde hoeken (midden) of "hondenbotten" (rechts) zijn goede alternatieven voor scherpe interne hoeken.
- Zorg ervoor dat een snijgereedschap volledige toegang heeft tot alle functies binnen een onderdeel zonder te worden geblokkeerd door een andere functie
- Vermijd buitenfilets (links weergegeven) en kies voor afgeschuinde randen (rechts) om tijd en kosten te besparen.
- Vermijd het ontwerpen van dunne wanden, omdat deze het geratel in metalen vergroten en het plastic kromtrekken of zachter worden.
- Vermijd gaten met platte bodem die problemen kunnen veroorzaken bij latere bewerkingen, zoals ruimen.
- Ontwerp waar mogelijk de kenmerken van de gaten met begin- en eindvlakken loodrecht op de toegang van de boor.
Aan de slag met een DFM-expert &Fast Radius
Ontwerpen voor maakbaarheid versnelt het CNC-bewerkingsproces, verlaagt de bedrijfskosten, verhoogt de energie-efficiëntie en helpt productteams schone, functionele onderdelen te creëren. Raadpleeg deze korte checklist vaak om er zeker van te zijn dat uw ontwerpen op de goede weg zijn, maar een ervaren productiepartner als Fast Radius kan meer genuanceerde inzichten bieden.
Het Fast Radius-team kan ingenieurs, ontwerpers en productteams helpen ervoor te zorgen dat ze de plank niet misslaan als het op DFM aankomt. We hebben toegang tot de nieuwste digitale ontwerptechnologieën die beschikbaar zijn, zodat onze partners hun ontwerpen naar een hoger niveau kunnen tillen, terwijl we deskundig advies geven over maakbaarheid en onderdeelkwaliteit. Bovendien staan onze experts klaar om klanten te helpen met ontwerp en prototyping voor een reeks productiemethoden - van CNC-bewerking en spuitgieten tot urethaangieten en 3D-printen. Laten we iets ongelooflijks creëren. Neem vandaag nog contact met ons op.
Voor meer ontwerplessen en informatie over alles wat met CNC-bewerking te maken heeft, ga je naar het Fast Radius-leercentrum.
Klaar om uw onderdelen te maken met Fast Radius?
Start uw offerteIndustriële technologie
- De ultieme checklist voor preventief onderhoud voor een lange levensduur van apparatuur
- 3D CNC-router – de snelle bewerking voor de schoenindustrie
- Wat is de as waarnaar wordt verwezen voor CNC-bewerking?
- 6 redenen voor de populariteit van CNC-bewerkingen ten opzichte van traditionele bewerkingen
- Onderdelen ontwerpen voor CNC-bewerking?
- 14 bewezen ontwerptips om de kosten van CNC-bewerking te verlagen
- Hoe kosten te besparen voor CNC-bewerking?
- Een gids voor het kiezen van het beste CNC-materiaal voor bewerking
- Ultiboard – de ultieme gids voor beginners
- CNC-bewerkingscentrum voor de energie-industrie:3 dingen die u moet weten
- Precisie CNC-bewerkingscentrum voor de telecommunicatie-industrie