


7 gewone injection molding defecten en hoe te vermijden ze

Spuitgieten is een efficiënte productiemethode wanneer grote hoeveelheden identieke onderdelen nodig zijn. Het vereist echter ook een hoge mate van technische expertise om het onder de knie te krijgen. Met zoveel verschillende variabelen in het spel, kunnen kleine, schijnbaar kleine fouten in de vroege fasen van productontwikkeling leiden tot grote problemen - en zelfs de productintegriteit in gevaar brengen - in de loop van de tijd.
Defecten kunnen de snelheid en kostenefficiëntie van het hele productontwikkelingsproces verminderen en kunnen de levensduur van het product mogelijk verkorten als er niets aan wordt gedaan. Spuitgietproblemen en defecten kunnen verschillende oorzaken hebben, waaronder een slecht ontwerp, fouten in het productieproces, fouten in de kwaliteitscontrole en meer. Daarom is het belangrijk om tijdens het productontwikkelingsproces een proactieve benadering van risicobeperking te hanteren om de kans op mogelijke spuitgietfouten te verkleinen.
Hier zijn enkele van de meest voorkomende defecten die kunnen optreden bij het spuitgieten van kunststof - en hoe productteams deze kunnen vermijden.
1. Stroomlijnen
Stroomlijnen zijn afwijkende lijnen, strepen en andere patronen die op het oppervlak van een onderdeel verschijnen. Deze worden veroorzaakt door het schot van gesmolten plastic dat met verschillende snelheden door de spuitgietmatrijs beweegt, waardoor de hars uiteindelijk met verschillende snelheden stolt. Dit is vaak een teken dat de injectiesnelheid en/of -druk te laag is.
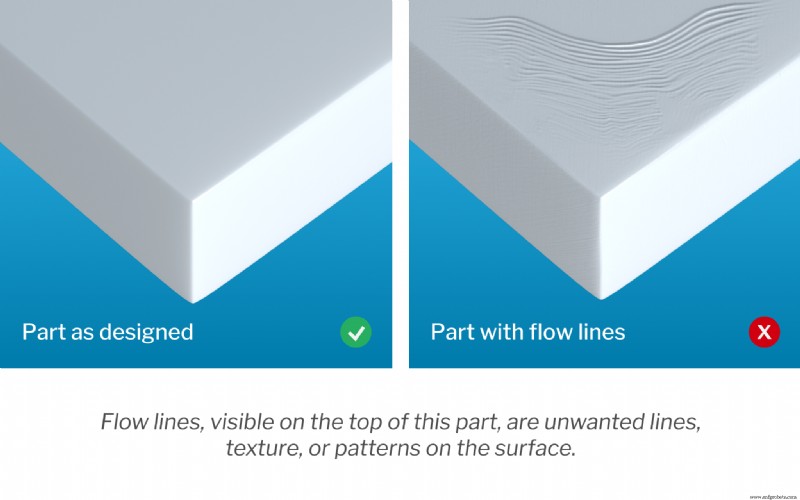
Er kunnen ook vloeilijnen ontstaan wanneer de thermoplastische hars door delen van de mal met verschillende wanddiktes beweegt. Daarom is het van cruciaal belang om een constante wanddikte te behouden of ervoor te zorgen dat afschuiningen en filets de juiste lengte hebben. Het plaatsen van de poort in een dunwandig gedeelte van de gereedschapsholte kan verder helpen om stroomlijnen te verminderen.
2. Wastafelmarkeringen
Zinksporen verschijnen als depressies, deuken of kraters in dikke delen van een onderdeel. Dikkere secties hebben meer tijd nodig om af te koelen, wat de vaak onverwachte bijwerking kan hebben dat de binnenste delen van het deel krimpen en samentrekken in een veel andere snelheid dan de buitenste delen.
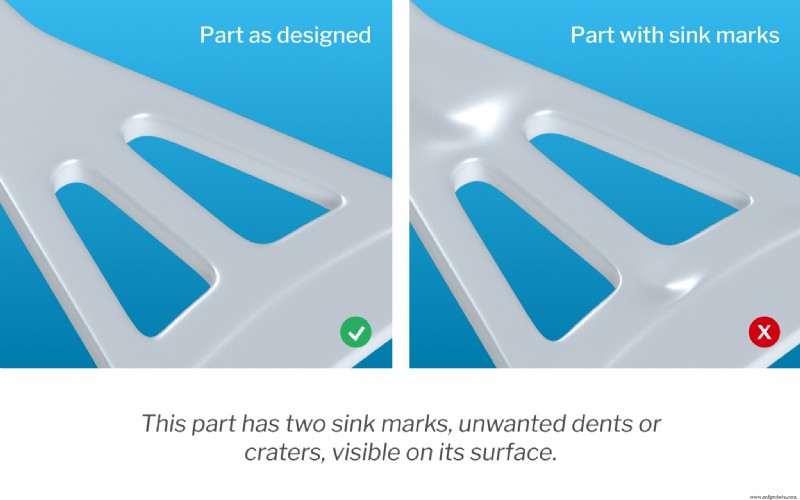
Hoewel dit meestal een indicatie is dat het plastic meer tijd nodig heeft in de mal om goed af te koelen en uit te harden, kunnen verzakkingen soms worden verholpen door de dikte van de dikste wandsecties te verminderen, wat helpt om een meer gelijkmatige en grondige koeling te garanderen. Onvoldoende druk in de vormholte of hoger dan gewenste temperaturen aan de poort kunnen ook bijdragen aan het ontstaan van de defecten.
Aan de ontwerpkant kan het risico op zinkvlekken worden geminimaliseerd door te zorgen voor de juiste dikte van de spuitgietrib en de wanddikte. Deze acties kunnen ook helpen om de algehele sterkte van het onderdeel te vergroten.
3. Oppervlakte delaminatie
Wat is delaminatie? Delaminatie is een aandoening waarbij het oppervlak van een onderdeel in dunne lagen uiteenvalt. Deze lagen, die eruitzien als afpelbare coatings, worden veroorzaakt door de aanwezigheid van verontreinigingen in het materiaal die niet hechten aan de kunststof, waardoor plaatselijke fouten ontstaan. Een te grote afhankelijkheid van lossingsmiddelen kan ook delaminatie veroorzaken.
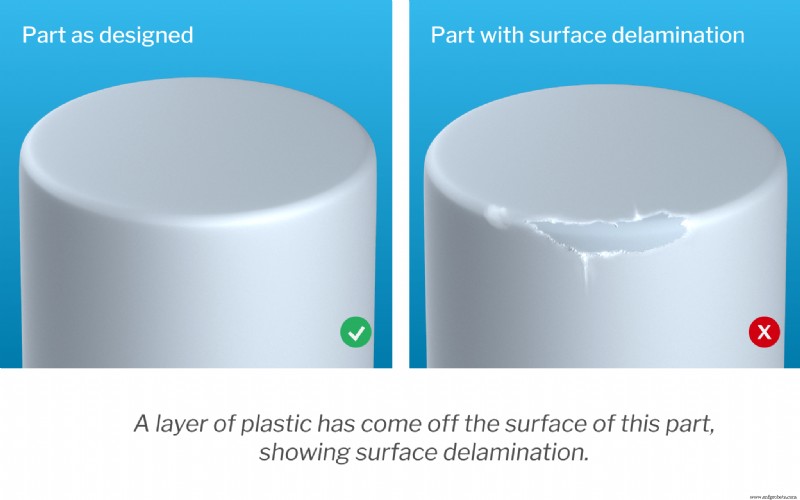
Om reparatie en preventie van delaminatie aan te moedigen, moeten teams de maltemperatuur verhogen en het maluitwerpmechanisme aanpassen om minder afhankelijk te zijn van losmiddelen, aangezien deze middelen het risico op delaminatie kunnen vergroten. Het kan ook helpen om het plastic goed voor te drogen voordat het wordt gegoten.
4. Laslijnen
Deze defecten, ook wel gebreide lijnen genoemd, markeren waar twee stromen gesmolten hars samenkwamen terwijl ze door de vormgeometrie bewogen. Dit gebeurt rond elk deel van de geometrie dat een gat heeft. Terwijl het plastic stroomt en zich om elke kant van een gat wikkelt, ontmoeten de twee stromen plastic elkaar. Als de temperatuur van de stroom niet precies goed is, zullen de twee stromen niet goed aan elkaar hechten en in plaats daarvan een zichtbare laslijn veroorzaken. Dit vermindert de algehele sterkte en duurzaamheid van het onderdeel.
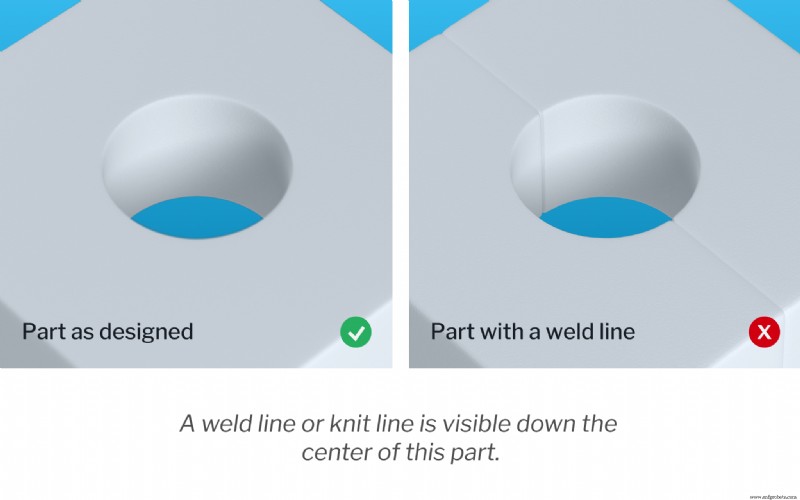
Het verhogen van de temperatuur van de gesmolten hars kan helpen voorkomen dat het stollingsproces te vroeg begint, evenals het verhogen van de injectiesnelheid en -druk. Harsen met een lagere viscositeit en lagere smeltpunten zijn minder vatbaar voor het ontwikkelen van laslijnen bij spuitgieten, wat ook kan worden geëlimineerd door scheidingswanden uit het matrijsontwerp te verwijderen.
5. Korte opnamen
"Korte shots" verwijzen naar gevallen waarin de hars de vormholte niet volledig vult, wat resulteert in onvolledige en onbruikbare onderdelen.

Wat veroorzaakt short shots bij spuitgieten? Meestal zijn ze het resultaat van een beperkte stroming in de mal, die kan worden veroorzaakt door te smalle of geblokkeerde poorten, opgesloten luchtbellen of onvoldoende injectiedruk. Materiaalviscositeit en matrijstemperatuur dragen ook bij. Het verhogen van de matrijstemperatuur en het opnemen van extra ventilatie in het matrijsontwerp om lucht goed te laten ontsnappen, kan het optreden van korte schoten helpen voorkomen.
6. Kromtrekken
Spuitgieten kromtrekken verwijst naar onbedoelde wendingen of bochten veroorzaakt door ongelijke interne krimp tijdens het koelproces. Kromtrekken bij spuitgieten zijn over het algemeen het gevolg van niet-uniforme of inconsistente matrijskoeling, waardoor spanningen in het materiaal ontstaan.
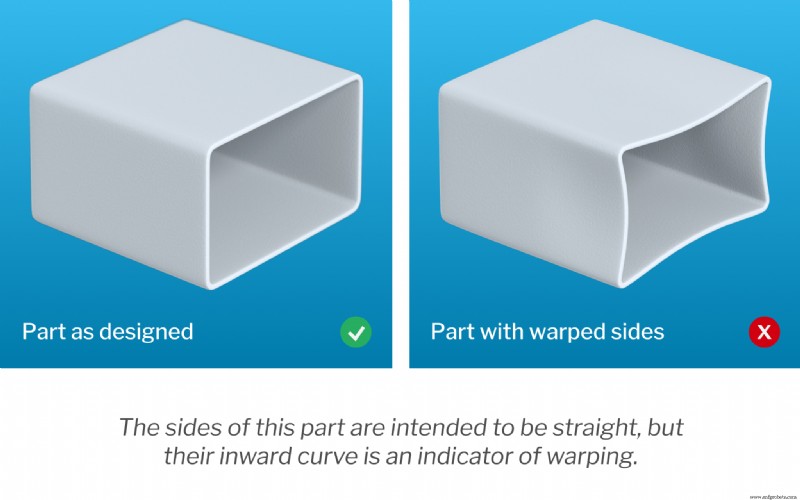
Het voorkomen van kromtrekkendefecten bij spuitgieten is een kwestie van garanderen dat onderdelen voldoende tijd krijgen om af te koelen - en met een voldoende geleidelijke snelheid - om te voorkomen dat interne spanningen zich vormen en het onderdeel beschadigen. Uniforme wanddikte bij het ontwerp van de mal is om vele redenen cruciaal, onder meer van cruciaal belang dat het ervoor zorgt dat het plastic in één richting door de vormholte stroomt.
Het is vermeldenswaard dat materialen met semi-kristallijne structuren meer kans hebben op kromtrekken.
7. Jetting
Jetting-defecten bij spuitgieten zijn een ander potentieel resultaat van een ongelijkmatig stollingsproces. Jetting vindt plaats wanneer een eerste straal hars de mal binnenkomt en voldoende tijd heeft om te beginnen met uitharden voordat de holte wordt gevuld. Dit creëert zichtbare, kronkelende vloeipatronen op het oppervlak van het stuk en vermindert de sterkte van het onderdeel.
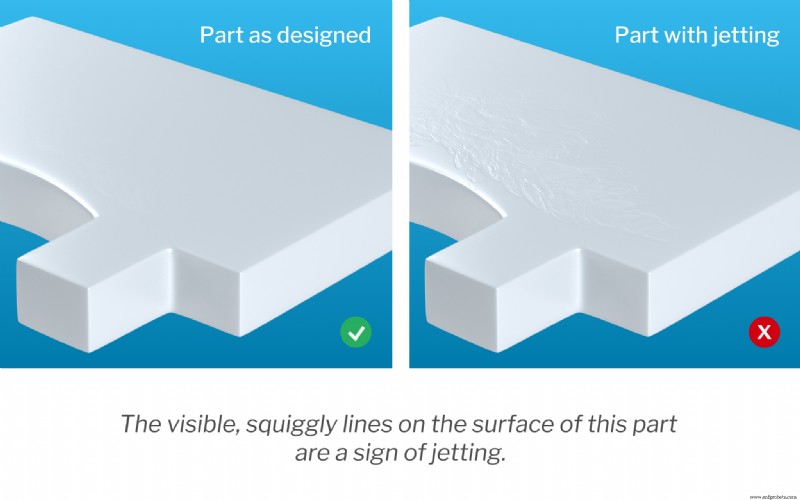
Het verlagen van de injectiedruk is vaak de beste manier om te zorgen voor meer geleidelijke vullingen, maar het verhogen van de mal- en harstemperatuur kan ook helpen voorkomen dat eventuele jets preventief uitharden. Het plaatsen van de injectiepoort zodat de materiaalstroom door de kortste as van de matrijs loopt, is een ander effectief middel om jetting te minimaliseren.
Voorkom spuitgietfouten en oorzaken
Spuitgieten kan een zeer efficiënte productiemethode zijn voor het produceren van zeer herhaalbare plastic onderdelen, maar zoals bij veel processen vereist het produceren van hoogwaardige eindonderdelen een hoge mate van aandacht voor detail en een proactieve benadering van risicobeheer. Iedereen die betrokken is bij het productontwikkelingsproces - van het eerste ontwerp en de proof-of-concept-fase tot aan de uitvoering - moet zijn uiterste best doen om ervoor te zorgen dat producten voldoen aan de hoogste kwaliteitsnormen en deze veelvoorkomende problemen met kunststof spuitgieten te voorkomen.
Het kiezen van een productiepartner zoals Fast Radius, die goed thuis is in veelvoorkomende defecten bij spuitgieten en het oplossen van problemen, kan het verschil betekenen tussen onderdelen van hoge kwaliteit — op tijd en binnen het budget geproduceerd — en onderdelen die zijn gemarkeerd met laslijnen, jet, flits, zinkvlekken en andere defecten. Naast het feit dat we een ervaren on-demand productiewinkel zijn, bieden we ook ontwerpadvies en optimalisatieservices die ervoor zorgen dat we elk team kunnen helpen om zo efficiënt mogelijk functionele, elegante, hoogwaardige onderdelen te maken. Neem vandaag nog contact met ons op voor meer informatie over onze spuitgietdiensten.
Industriële technologie
- Injection Molding Tutorial:Video's
- Hoe maak je een spuitgietmatrijs
- Metro Mold &Design voegt vier spuitgietmachines toe
- Rol van fabrikanten van kunststof spuitgietmatrijzen
- Gegoten versus spuitgieten
- Spuitgietproces
- Het belang van spuitgiettechniek
- Meest gestelde vragen over services voor het maken van kunststof spuitgietmatrijs
- Een professionele fabrikant van kunststof spuitgietmatrijzen voor de beste deal
- Het proces van het maken van kunststof spuitgietmatrijzen en hoe de kosten zullen variëren
- Kunststof spuitgieten:technologie voor de behoefte van vandaag