


Elementen die zorgvuldig moeten worden overwogen over de BGA-assemblageprocesmogelijkheden
BGA-assemblage (ball grid array) is volledig compatibel met soldeerassemblagetechnologie. Pitch van chip-scale BGA kan 0,5 mm, 0,65 mm of 0,8 mm zijn en plastic of keramische BGA-componenten hebben een grotere pitch, zoals 1,5 mm, 1,27 mm en 1 mm. BGA-pakketten met fijne steek worden gemakkelijker beschadigd dan IC's (geïntegreerde circuits) met pin-pakketten en BGA-componenten maken selectieve reductie van contactpunten mogelijk om te voldoen aan de specifieke vereisten voor I/O-pinnen. Als een geavanceerde technologie die wordt toegepast in SMT (surface mount technology) assemblage, zijn BGA-pakketten snel een belangrijke selectie geworden om te voldoen aan fine pitch en ultra fine pitch-technologie, waardoor een verbinding met hoge dichtheid wordt bereikt met een betrouwbare assemblagetechnologie, wat leidt tot de steeds meer toepassingen van dit soort pakketten.
Toepassing van röntgentomografie-inspectieapparaat in BGA-assemblage
De meeste PCB-fabrikanten (printplaten) en elektronicafabrikanten hebben niet al te veel noodzaak opgemerkt om röntgeninspectie in hun productieproces toe te passen totdat BGA-componenten worden toegepast in de elektronica-assemblage. Traditionele inspectiemethoden werden voldoende geacht zoals MVI (handmatige visuele inspectie) en elektrische test inclusief MDA (manufacturing defect analysis), ICT (in-circuit test) en functietest. Al die inspectiemethoden slagen er echter niet in om verborgen soldeerverbindingsproblemen zoals holtes, koudsolderen en slechte tinsoldeerhechting te ontdekken. Röntgeninspectiesysteem is een type inspectietool waarvan is geverifieerd dat het in staat is om verborgen soldeerverbindingen te inspecteren en te helpen bij het opzetten en controleren van het productieproces, het analyseren van prototypes en het bevestigen van het proces. Anders dan MDA, ICT en AOI (Automated Optical Inspection), is het röntgeninspectiesysteem in staat om kortsluitingen, open circuits, holtes en BGA-soldeerbaluitlijning te bevestigen, de proceskwaliteit te bewaken en directe feedbackgegevens te leveren voor SPC (statistische procescontrole) met een hoge productie-efficiëntie.
Röntgentomografie-inspectieapparaten kunnen tomografiebeelden genereren door afbeeldingen van soldeerverbindingen vast te leggen die in staat zijn om automatische soldeerverbindingsanalyse en realtime tomografiescanning te implementeren. Bovendien kunnen ze binnen enkele seconden of 2 minuten een nauwkeurige vergelijkingsanalyse uitvoeren op alle soldeerverbindingen van componenten aan beide zijden van de printplaat, wat leidt tot een conclusie of soldeerverbindingen gekwalificeerd zijn of niet.
BGA-assemblageproces en variatiebron
Om het röntgeninspectiesysteem effectiever te gebruiken, moeten de controleparameters van het BGA-assemblageproces en de parametercontrolebeperkingen worden verduidelijkt. Het BGA-assemblageproces voldoet aan de volgende volgorde:

Wanneer eutectische soldeerballen van BGA-componenten tijdens het assemblageproces in soldeerpasta worden geassembleerd, worden hun posities meestal gecorrigeerd door zelfuitlijning van vloeibaar soldeertin. Montageprecisie lijkt dus niet zo essentieel als loodcomponenten met een fijne spoed en de leidende controlefase in BGA-componentassemblagetechnologie is het printen van soldeerpasta en reflow-solderen. Bovendien wordt variatie in vorm en grootte van de soldeerverbinding ook geassocieerd met vele andere elementen.
Het is bijna onmogelijk om alle variaties te elimineren, dus het belangrijkste punt bij de controle van het productieproces is om de variatie in elke productiefase te verminderen. De invloed van verschillende variaties op eindproducten moet zorgvuldig worden geanalyseerd en kwantitatief worden verwerkt. Met het hele proces van BGA-componenten tot het assemblageproces van PCB's in overweging genomen, zijn de belangrijkste elementen die de kwaliteit van de soldeerverbinding beïnvloeden:
1. Volume soldeerballen;
2. Maat BGA-componentpad;
3. PCB-stootkussengrootte;
4. Soldeerpastavolume;
5. Vervorming van BGA-componenten tijdens reflow-soldeerproces;
6. PCB-vervorming bij BGA-montagegebied tijdens reflow-soldeerproces;
7. Nauwkeurigheid montageplaatsing;
8. Reflow soldeertemperatuurcurve.
Het maakt niet uit welk type inspectie-apparaat wordt gebruikt, er moet een basis zijn om te beoordelen of soldeerverbindingen gekwalificeerd zijn of niet. IPC-A-610C regelt de definitie van acceptatiecriteria van BGA-soldeerverbindingen in artikel 12.2.12. Uitstekende BGA-soldeerverbindingen moeten glad, rond, helder van rand en zonder holtes zijn. Diameter, volume, grijsschaal en contrast moeten hetzelfde zijn voor alle soldeerverbindingen met uitgelijnde positie en zonder verplaatsing of draaiing.
BGA-assemblageprocesvermogen
In de volgende bespreking wordt als voorbeeld een type BGA-component gebruikt. Dit type BGA-componenten zijn PBGA-componenten (plastic ball grid array) met 520 pinnen en een maat 2 "x2", met eutectische soldeerballen en gebruikmakend van niet-schone flux. 6 sigma-procescapaciteitsanalyse is geïmplementeerd om de nauwkeurigheid van de BGA-plaatsing, open circuits van soldeerverbindingen en het optreden van kortsluitingen te bevestigen. De aannames voorafgaand aan de berekening zijn:
a. Er vinden geen variaties plaats op BGA-componentenpad of PCB-pad;
b. BGA-componenten hebben geen vervorming (reflow-soldeerproces);
c. De gemiddelde afwijking wordt berekend in overeenstemming met het gemiddelde volume soldeerverbindingen na reflow-solderen;
d. Het gewicht van de BGA-componenten wordt verondersteld in evenwicht te zijn met flotage en oppervlaktespanning;
e. Pad en eutectische soldeerballen moeten een goede soldeerbaarheid hebben;
f. Alle verdelingen zijn normale verdelingen.
• BGA-plaatsing
Standaard SMT-apparatuur wordt gebruikt om BGA-componenten te monteren. Gewone montageapparatuur is in staat BGA eutectische soldeerbalbeelden te herkennen met plaatsingsprocesmogelijkheden die als volgt worden gedekt:
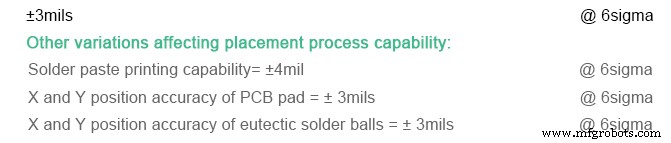
Op basis van de bovenstaande gegevens is de maximale plaatsingsafwijking 6,53 mil wanneer de procescapaciteit 6 sigma is. Aangezien de diameter van de pad 28 mil is, kan de plaatsingsafwijking worden verwaarloosd bij de zelfuitlijning van componenten die voortkomt uit oppervlaktespanning wanneer soldeerpasta wordt gesmolten. Als het gaat om het plaatsingsproces van BGA-componenten, voldoet het aan 6 sigma-niveau.
• Soldeerverbindingen met open circuits
Assemblageproces heeft de neiging om open soldeerverbindingen te zien als gevolg van onvoldoende instorting van de eutectische soldeerbal. Wat betreft PBGA met 520 pinnen, zijn eutectische soldeerballen ballen met een diameter van 30mils waarvan de standaarddeviatie 500mils is 3 (waaraan het volume is deelgenomen) en het volume is gereguleerd tot 14.130mils 3 . Diameter van BGA en PCB-pad is 28 mil met een dikte van de soldeerpasta van 6 mil. Daarom is de gemiddelde hoogte van de BGA-soldeerbalrand ongeveer 24 mils. Wat betreft de 6sigma-capaciteit die de variatie in het soldeerbalvolume weergeeft,

Na reflow-solderen is de hoogte van de soldeerverbindingssteun, bepaald door het gemiddelde volume van de soldeerverbindingen, 19 mils. Aangezien de procescapaciteit is ingesteld op 6 sigma, wordt de dikte van de soldeerpasta gemeten op 4 tot 8 mils. Bovendien worden BGA-soldeerballen samengevouwen tot soldeerpasta voor 3mils, wat leidt tot de volgende berekende gegevens:
Minimale dikte van soldeerpasta onder soldeerballen =3mils
Minimum ineenstorting =7mils
Minimum opgenomen collaps =10mils
Minimale veiligheidsafwijking gegenereerd om te voorkomen dat open circuits plaatsvinden =2.2mils
Wanneer bovenstaande variaties binnen bepaalde bereiken kunnen worden geregeld, kan het BGA-reflow-soldeerproces 6 sigma bereiken.
Helaas leidt vervorming bij BGA-componenten en PCB meestal tot inconsistentie in de hoogte van de soldeerverbinding tijdens BGA-reflow-soldeermontage. BGA-componenten en PCB-pad hebben verschillen die leiden tot procesvariatie. Al met al zullen ondanks alle variaties toch open soldeerverbindingen plaatsvinden. Zo kan het röntgeninspectiesysteem worden gebruikt om defecte inspecties uit te voeren op open soldeerverbindingen.
• Soldeerverbinding overbrugging (kortsluiting)
Dezelfde methode kan worden gebruikt om de invloed van kortsluitingen van soldeerverbindingen op de capaciteit van het assemblageproces te schatten. Soldeerverbindingen verschillen van elkaar wat betreft diameter en gemeten gegevens geven aan dat het hechtvolume van elke soldeerverbinding in het bereik ligt van 12800 tot 19250mils 3 onder 6sigma-procescapaciteit. Dientengevolge is de hoogte van de minimale soldeerverbindingssteun 15 mils en dan kan de maximale soldeerverbindingsdiameter wel 38,5 mils zijn. Als het gaat om BGA-componenten met een pitch van 50mils, zal soldeerverbindingsoverbrugging nauwelijks plaatsvinden.
Statistische analyse van procescontrole
Effectieve BGA-assemblageprocescontrole leidt tot minder variaties in soldeerverbindingen. In het praktische assemblageproces zorgen de volgende variaties er echter voor dat het proces meestal fluctueert, wat een consistente monitoring vereist.
1. Soldeerpasta hoogte en volume;
2. Diameter zijaansluiting van BGA-componenten;
3. Diameter van zijverbinding van PCB-stootkussen;
4. Centrale verbindingsdiameter van verbindingen;
5. Holtegrootte en voorkomen;
6. Tinnen ballen.
De dikte van de soldeerpasta kan worden gecontroleerd door röntgeninspectieapparatuur en procesvariaties kunnen binnen een bepaald niveau worden gecontroleerd op basis van de vorm en consistentie van de soldeerverbinding.
Artikel geschreven door PCBCart-redacteur Dora Yang, oorspronkelijk gepubliceerd op SMT007 Magazine van mei 2018.
PCBCart verwerkt BGA-montage professioneel
PCBCart levert al vele jaren PCB-assemblageservice, we hebben een rijke ervaring in het BGA-assemblageproject. We kunnen een BGA-pitch van 0,4 mm of meer verwerken en ons BGA-kogelgetal ligt tussen 2 en 50. Als uw PCB-populatievereiste BGA-assemblage omvat, kunt u ons hier bereiken voor een praktische en kosteneffectieve oplossing. Of u kunt op de onderstaande knop klikken om een PCBA-offerteaanvraag in te dienen, we nemen zo snel mogelijk contact met u op met de montagekosten en oplossing van de aangepaste printkaart.
Handige bronnen
• Een korte introductie van BGA-pakkettypes
• Een introductie van BGA-verpakkingstechnologie
• Factoren die de kwaliteit van BGA-assemblage beïnvloeden
• PCBCart's one-stop-productieservice Omvat PCB-fabricage, inkoop van componenten en kant-en-klare montage
Industriële technologie
- Ultrasone bewerking (USM):mechanica, procesparameters, elementen, gereedschappen en kenmerken
- Multifunctionele gereedschappen die alle machinewerkplaatsen zouden moeten hebben
- 4 industrieën die zouden moeten profiteren van het volgen van activa
- PCB-assemblageproces:6 dingen die u moet weten
- Hoe het kunststof anodisatieproces te verbeteren?
- Het proces van een printplaatassemblage
- Printplaatmontage - hoe wordt deze vervaardigd?
- Praktijken die verantwoordelijk zijn voor een foutloze PCB-assemblage
- Belangrijke overwegingen bij het uitbesteden van een assemblageproces voor het bouwen van dozen
- Stapsgewijs proces van loodvrije PCB-assemblage
- Wat zijn de stappen die betrokken zijn bij het PCB-assemblageproces?