


Weet je echt wat EDM is?
Misschien wordt u tijdens de productie dagelijks blootgesteld aan EDM, maar weet u veel over EDM?
Weet u ten eerste hoe EDM-technologie tot stand is gekomen? In 1943, toen Lazarenko en zijn vrouw, academici van de voormalige Academie van Wetenschappen van de Sovjet-Unie, het fenomeen en de oorzaken van schade door vonkontlading, corrosie aan schakelaarcontacten bestudeerden, ontdekten ze dat de onmiddellijke hoge temperatuur van de elektrische vonk lokale metalen kon doen smelten en verdampen. en eroderen ze weg.
Mensen gebruiken ook Wire EDM Service door de methode om het verwerkingsproces van producten op het gebied van industriële producten en onderdelenproductie efficiënt en snel te voltooien.
Dus, wat is het principe van EDM? Laten we verder lezen om het principe van elektrische bewerking en het microscopische mechanismeproces te begrijpen.
Wat voor soort verwerkingsmethode kan EDM worden genoemd?
EDM is een verwerkingsmethode die materialen smelt en erodeert door de hoge temperatuur (momentane temperatuur tot 10000°C) die wordt gegenereerd in het microscopische proces van pulsontlading.
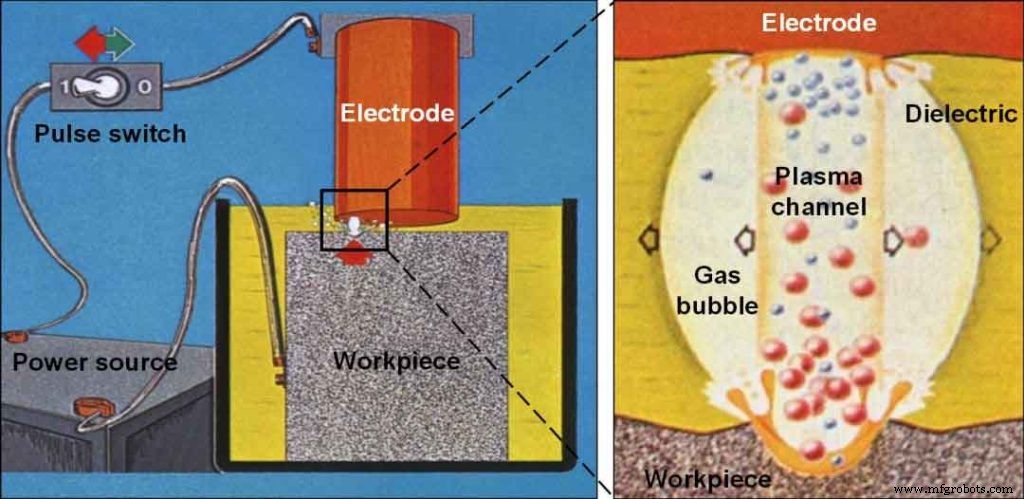
Microscopisch proces van een pulsontlading
EDM is het proces waarbij continu metaal wordt verwijderd door elektrische ontlading. Hoewel de tijd van een pulsontlading kort is, is het een complex proces vanwege de gecombineerde werking van elektromagnetisme, thermodynamica en vloeistofmechanica. Samenvattend kan het proces van een pulsontlading worden onderverdeeld in de volgende fasen:
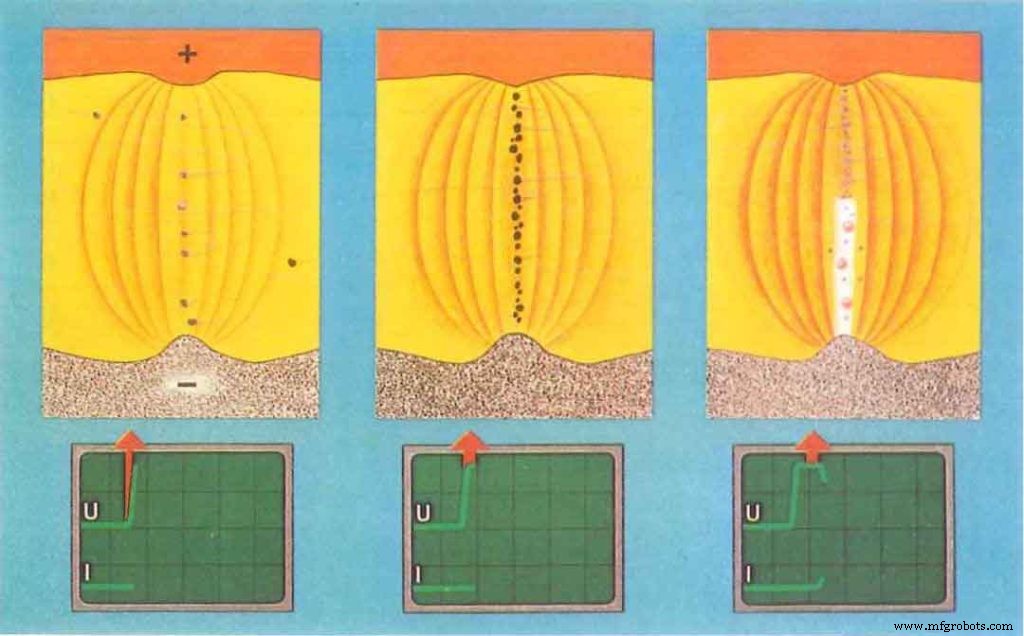
Ionisatie, afbraak en vorming van ontladingskanalen van interpolaire diëlektrica
Wanneer een pulsspanning wordt aangelegd tussen de gereedschapselektrode en het werkstuk, wordt er onmiddellijk een elektrisch veld gevormd tussen de twee elektroden. De elektrische veldsterkte is evenredig met de spanning en omgekeerd evenredig met de afstand. Met de toename van de spanning tussen de elektroden of de afname van de afstand tussen de elektroden, zal ook de elektrische veldsterkte tussen de elektroden toenemen.
Omdat het microscopische oppervlak van de gereedschapselektrode en het werkstuk ongelijk is en de afstand tussen de elektroden erg klein is, is de elektrische veldsterkte tussen de elektroden erg ongelijk en de elektrische veldsterkte op het uitstekende punt of de punt die het dichtst bij is de twee elektroden is over het algemeen de grootste. Wanneer de elektrische veldsterkte tot een bepaalde hoeveelheid toeneemt, wordt het diëlektricum afgebroken, neemt de weerstand van de ontladingsspleet snel af van de isolerende toestand tot een fractie van een ohm en stijgt de spleetstroom snel tot een maximale waarde.
Door de kleine diameter van het kanaal is de stroomdichtheid in het kanaal hoog. De spleetspanning daalt snel van de doorslagspanning naar de vonkhoudende spanning (in het algemeen ongeveer 20~30V), en de stroom stijgt van 0 tot een bepaalde piekstroom.
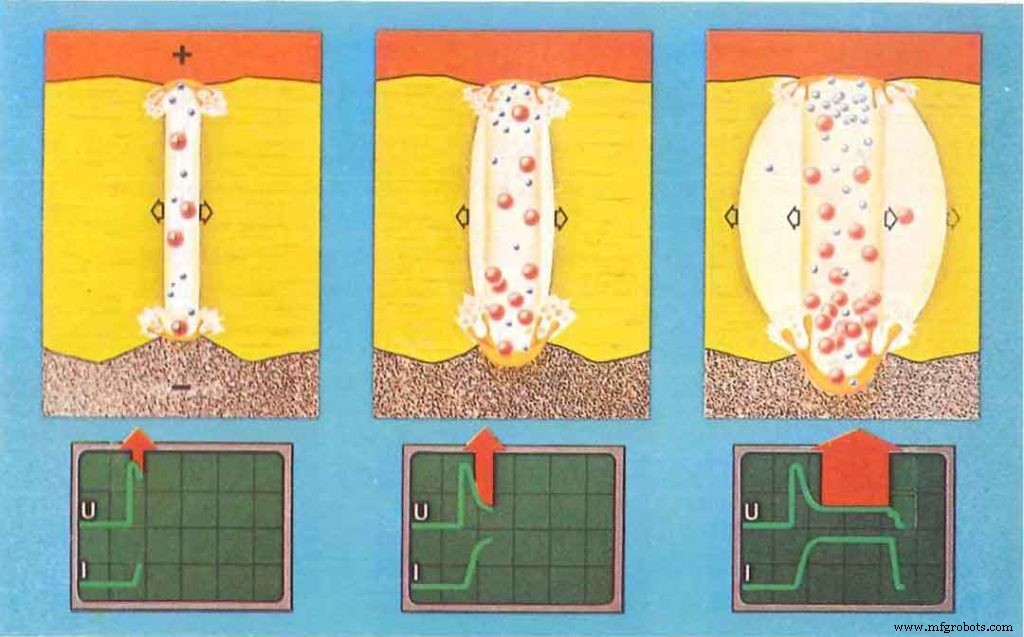
Thermische ontleding van medium, smelten van elektrodemateriaal, thermische uitzetting van verdamping
Zodra het medium tussen de elektroden is geïoniseerd en afgebroken om een ontladingskanaal te vormen, zorgt de gepulseerde voeding ervoor dat de elektronen tussen de kanalen in de EDM met hoge snelheid naar de positieve elektrode lopen en de positieve ionen naar de negatieve elektrode.
Elektrische energie wordt kinetische energie en kinetische energie wordt door botsing omgezet in thermische energie. Daarom worden de oppervlakken van de positieve en negatieve elektroden in het kanaal respectievelijk onmiddellijke warmtebronnen die zeer hoge temperaturen bereiken. De hoge temperatuur van het kanaal verdampt het werkfluïdum, waarna het thermisch kraken ontleedt en verdampt.
Deze verdampte werkvloeistoffen en metaaldampen nemen plotseling in volume toe en worden bellen in de ontladingsspleet. Deze bellen zetten snel en thermisch uit en hebben de kenmerken van explosies.
Bij het observeren van het EDM-proces is te zien dat er bellen uit de ontladingsspleet komen, de werkvloeistof wordt geleidelijk zwart en er is een licht en helder explosiegeluid hoorbaar.
Dit komt omdat EDM voornamelijk afhankelijk is van thermische uitzetting en lokale micro-explosie om het elektrodemateriaal te smelten en te verdampen en het oppervlak van het materiaal te corroderen, om het doel van snijden te bereiken.
Omgaan met elektrodematerialen
Tijdens het werkproces van EDM zorgt de momentane hoge temperatuur van het ontladingspunt op het oppervlak van het EDM-kanaal en de positieve en negatieve elektroden ervoor dat de werkvloeistof verdampt en het metalen materiaal smelt en verdampt. Een dergelijke thermische uitzetting zal hoge tijdelijke drukken genereren.
De druk in het midden van het kanaal is het hoogst, zodat het verdampte gas continu naar buiten uitzet en de gesmolten metaalvloeistof en stoom onder hoge druk naar buiten worden geduwd en in de werkvloeistof worden gegooid.
Door de werking van oppervlaktespanning en cohesie heeft het geworpen materiaal het kleinste oppervlak en condenseert het tot fijne bolvormige deeltjes wanneer het wordt gecondenseerd.
Wanneer het gesmolten en verdampte metaal van het oppervlak van de elektrode wordt weggegooid, spat het overal op. Behalve dat het meeste in de werkvloeistof wordt gegooid en krimpt tot kleine deeltjes, wordt een klein deel ervan bespat, geplateerd en geadsorbeerd op het tegenoverliggende elektrode-oppervlak.
Dit fenomeen van wederzijds spatten, plateren en adsorptie kan onder bepaalde omstandigheden worden gebruikt om het verlies van gereedschapselektroden tijdens bewerking te verminderen of te compenseren.
Het proces van het etsen en gooien van metalen materialen is veel ingewikkelder dan dit.
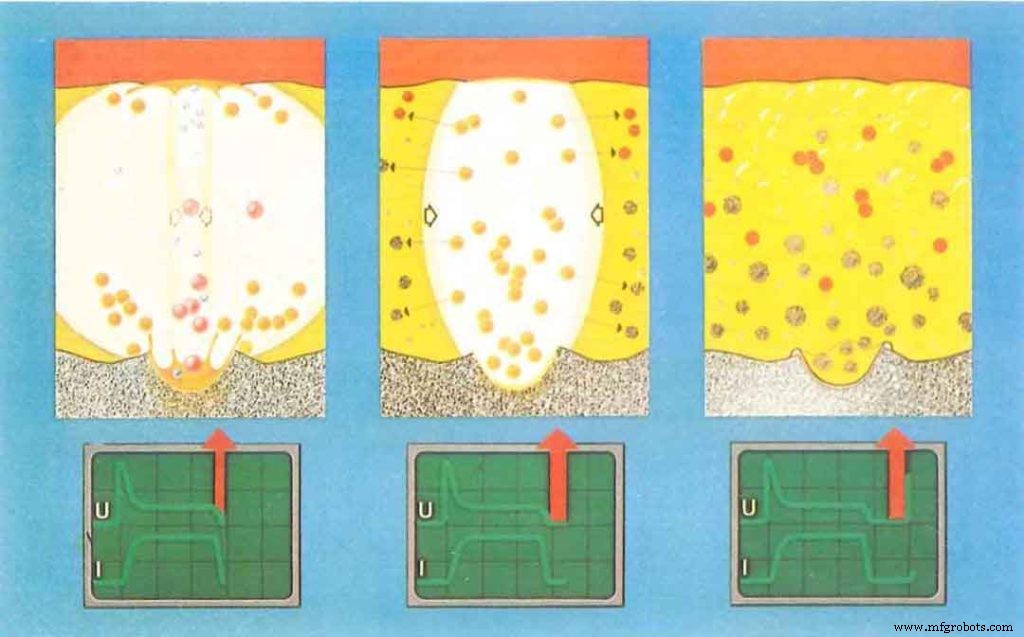
Ionisatie van het interpolaire medium
Met het einde van de pulsspanning daalt ook de pulsstroom snel naar nul, maar daarna moet er nog een korte tijd zijn voor het interstitiële medium om te deïoniseren, dat wil zeggen, de geladen deeltjes in het ontladingskanaal om te recombineren tot neutrale deeltjes.
Door snel de diëlektrische sterkte van het medium in het ontladingskanaal te herstellen en de oppervlaktetemperatuur van de elektrode en andere maatregelen te verlagen, wordt de boogontlading die wordt veroorzaakt door de herhaalde ontlading op dezelfde locatie de volgende keer vermeden.
Het is duidelijk dat om ervoor te zorgen dat het EDM-proces normaal wordt uitgevoerd, er over het algemeen voldoende pulsintervaltijd moet zijn tussen twee pulsontladingen.
Bovendien moeten de doorslag- en afvoerpunten ruimte hebben voor verspreiding en overdracht, anders ontlaad je slechts in de buurt van één punt en is het gemakkelijk om een boog te vormen.
Industriële technologie
- Wat is snijden met elektrische ontlading (EDM)?
- SLA vs. PolyJet:wat u moet weten
- Wat u moet weten over CMMC-certificering
- Weet u wat uw bedrijf waard is?
- Wat u moet weten over het testen van transformatorolie
- Wat is Electrical Discharge Machining (EDM)?
- Wat u moet weten over PCB-assemblage
- Wat is TAA-conformiteit? 5 dingen die u moet weten
- AC- en DC-motoren:wat u moet weten
- Wat u moet weten over EDM-gatboren
- Wat is kartelen? Dit is wat u moet weten