


3D-printerkalibratie. 3D-printers kalibreren
Weet u hoe u uw 3D-printer nauwkeurig moet kalibreren om de beste prestaties te garanderen en het beste rendement op uw investering te behalen?
Heeft de kalibratie van uw 3D-printer invloed op de afdrukkwaliteit van de voltooide afdruk?
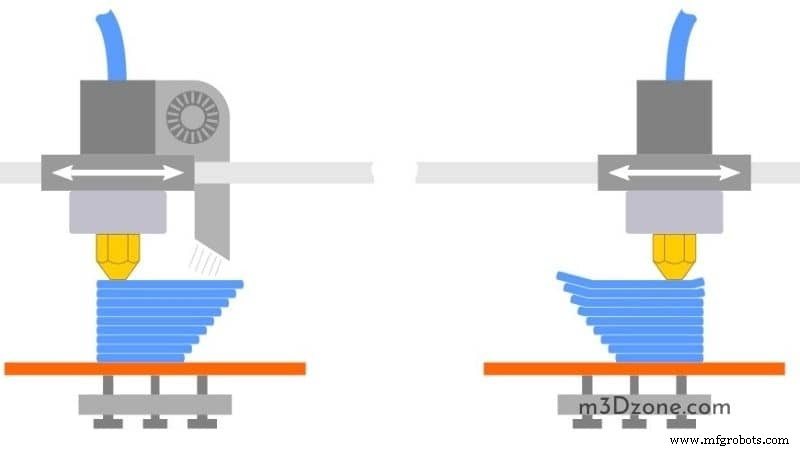
Als het mondstuk van uw printer zich te dicht bij het printbed bevindt, kan de eerste laag van uw print worden geplet en vernietigd. Het is dus mogelijk dat u het afdrukken moet annuleren.
Aan de andere kant, als de spuitmond te ver van het printbed is verwijderd, heeft de print mogelijk geen hechting en zal deze mislukken.
U kunt aan uw eerste laag werken door de Z-offset te verfijnen. De Z-offset vertelt uw 3D-printer hoe ver u de Z-as van de Z-eindstops of het printerbed moet verplaatsen.
Het kan echter een uitdaging zijn voor beginners in 3D-printen om te leren hoe u alle motoren kunt finetunen. Maar zodra u één motor heeft gekalibreerd, kunt u de andere gemakkelijker kalibreren.
Het doel van nauwkeurige kalibratie is ervoor te zorgen dat de eerste laag van uw print aan het printbed blijft kleven.
Dus, hoe kalibreer je een 3D-printer?
Wat heeft u nodig voor de 3D-printerkalibratie?
- Een 3D-printer met software
- Filament
- Tape
- Liniaal (40 cm)
- Digitale schuifmaten
- Een stuk papier en een potlood (kijk op Amazon)
Voordat u met de kalibratie begint, moet u ervoor zorgen dat u een waterpas printbed en een vierkant frame hebt om u te helpen de verwachte resultaten te krijgen. Zonder deze twee bestaat de kans dat de printkop in het printbed smelt, wat tot onaangename resultaten leidt.
Wat is een kalibratiekubus?
Een kalibratiekubus verwijst naar een geometrische vorm die u helpt bij het verfijnen van uw 3D-printerinstellingen. Je kunt het ook gebruiken om de millimeterinstellingen af te stemmen.
De stappenmotoren kalibreren
3D-printers worden geleverd met stappenmotoren die met kleine stappen draaien om de extruder en de assen een bepaalde afstand te verplaatsen. Als de rotatie 100 stappen is, draait de stappenmotor 50 keer om een halve rotatie te draaien.

Het kalibreren van de motoren in een 3D-printer omvat het bepalen van de relatie tussen afstand en de stappen. Om de beste extruderkalibratie te bereiken, moet u ervoor zorgen dat de printer niet te veel filament extrudeert.
U moet dus enkele G-code-opdrachten naar uw 3D-printer sturen.
U kunt de volgende stappen gebruiken om uw motoren te kalibreren:
1. Bereid uw kalibratiewaarden voor
Hier vergelijk je de instellingen van je 3D-printer met hoe hij print. U moet enkele berekeningen uitvoeren om eventuele discrepanties te corrigeren.
- Stuur eerst uw printeropdracht M503 om de instellingen op te halen. Een deel van de uitvoer na het invoeren van de opdracht bevat stappen per eenheid:M92 X100.00 Y100.00 Z400.00 E140.00.
- De eerste drie waarden van de opdracht komen overeen met de stappen van uw stappenmotoren om één millimeter in de X-, Y- en Z-richtingen te bewegen. De laatste waarde op de uitvoer vertegenwoordigt de stappen die uw extrudermotor neemt per millimeter geëxtrudeerd filament. U kunt het laatste cijfer markeren als A.
- Plaats daarna uw filament en plaats een markering van ongeveer 50 mm bovenop de extruder. U kunt remklauwen gebruiken (controleer bij Amazon) om de werkelijke waarde te krijgen en markeer de waarde als B.
- Extrudeer vervolgens ongeveer 10 mm filament en meet de waarde van de bovenkant van de extruder tot het gemarkeerde punt. U kunt de waarde markeren als C. Als zodanig is B-C de feitelijke meting van het geëxtrudeerde filament.
Uw extruder is correct gekalibreerd als B-C=10. Anders moet u de stappen van de extruder per millimeter bijwerken. Zo kun je de volgende waarde D =10*A / (B – C) bedenken. De nieuwe waarde vertegenwoordigt de stappen per mm voor de extruder van de printer.
2. Kalibreer de extruder
Om te beginnen met het kalibreren van uw extruder, moet u uw 3D-printer informeren over de nieuwe waarde.
De opdracht informeert de printer over de nieuwe waarde, maar slaat deze niet op. U moet de opdracht M500 gebruiken om het nieuwe nummer op de printer op te slaan.
Terwijl u de as kalibreert, moet u geen perfecte resultaten verwachten. U zult enkele variaties ervaren als u bevestigt of uw kalibratie correct is. Uw printer is echter goed gekalibreerd als u dicht bij de gewenste waarde bent.
3. Kalibreer de 3D-printerassen
Nadat u uw extruder hebt gekalibreerd, moet u de assen van de 3D-printer kalibreren. Het kalibreren van de assen volgt hetzelfde proces als het kalibreren van de extruder.
Tijdens het kalibreren van de assen moet u echter iets afdrukken.
U moet ervoor zorgen dat u de extruder kalibreert voordat u de assen kalibreert, omdat de extruder de grootte van uw afgedrukte object kan beïnvloeden.
Om de assen te kalibreren, kunt u beginnen met het afdrukken van een kleine kubus. U kunt er een ontwerpen met CAD-software naar keuze.
Als de kleine kubus klaar is met afdrukken, meet u de afmetingen. Herhaal in de volgende stap de berekening voor elke as zoals u deed met de extrude, d.w.z. D =10*A / (B – C). Zorg er echter voor dat u de variabelen als volgt vervangt door nieuwe waarden:
- (B – C) met de nieuwe afmetingen
- het getal 10 met uw streefwaarde van de nieuwe meting
- de waarde die u in stap 1 kreeg na het verzenden van de opdracht M503 met de M92-waarde voor de specifieke as
Stuur ten slotte de M92-opdrachten naar uw 3D-printer en vervang de E door de letter van de specifieke as die u wilt instellen.
Het is het beste om meerdere metingen te doen en hun gemiddelde te hebben zoals u deed met de extruder.
U hoeft niet meerdere objecten op maat te gaan printen. In plaats daarvan kunt u verschillende posities van de kubus langs dezelfde as meten.
4. De waarde van de X-as meten
Als u de waarde van de X-as wilt meten, moet u beginnen met het homing van de X-as en de Z-as opzij te leggen.
Neem een tape, bij voorkeur een minder flexibele tape, en leg deze op uw printerbed. De tape moet zich op het punt van de 3D-printer bevinden dat niet zal bewegen als de X-as wordt verplaatst.
Vertel de 3D-printer vervolgens dat hij zijn X-as moet verplaatsen. Als u een printerbed van 100x100x100 mm gebruikt, kunt u het beste beginnen bij 70 mm. U kunt de as verder duwen, op voorwaarde dat u niet verder gaat dan de mogelijkheden van de printer.
Daarna kunt u uw schuifmaat gebruiken om de werkelijke meting voor de X-as te meten. Als de meting 70 mm is, is uw x-as correct gekalibreerd.
Het kan zijn dat u bij uw eerste proef geen 70 mm precies krijgt, maar u moet de metingen noteren die u heeft genomen.
5. De Y-as kalibreren
Het kalibreren van de Y-as is vergelijkbaar met het kalibreren van de X-as. Het enige verschil is waar je de tape plakt om de beweging van de Y-as te meten.
Eerst moet u uw X-, Y- en Z-assen thuisbrengen. Verplaats in de volgende stap de X-as totdat deze in lijn is met het meest buitenste deel van de 3D-printer.
Plaats vervolgens een tape op de Y-as over een punt dat u op de X-as markeert. Verplaats uw Y-as naar 70 mm en markeer het punt met tape. U moet dan de werkelijke afstand tussen twee punten meten.
U kunt de twee metingen en de huidige M92-waarde gebruiken om uw nieuwe m92-waarde op te lossen.
6. De Z-as kalibreren
U kunt een liniaal gebruiken in plaats van digitale schuifmaten om de Z-as te meten.
Eerst moet u uw x-, y- en z-assen thuisbrengen. Vervolgens plaatst u de liniaal loodrecht op het printbed. Beweeg daarna uw oog ter hoogte van een bepaald punt van uw 3D-printer, zoals het hoogste deel van de arm.
Zorg ervoor dat uw oog zich ter hoogte van het punt bevindt dat u wilt meten wanneer u de metingen uitvoert. Geef uw printer vervolgens de opdracht om 100 mm te verhogen en controleer vervolgens hoe ver de printer is verplaatst.
Door de tweede meting van de eerste af te trekken, kunt u ontdekken of u uw printer hebt overschreden.
De instellingen van uw filament verfijnen
Elke rol filament heeft zijn eigenschappen. Kunststoffen van verschillende fabrikanten en kleuren van hetzelfde materiaal zijn verschillend.
Om de beste print te krijgen, moet je de instellingen van je filament nauwkeurig afstellen. U kunt afdrukken van hoge kwaliteit krijgen door instellingen te gebruiken die de fabrikant van het filament aanbeveelt.
U kunt de volgende stappen gebruiken om de instellingen te verfijnen:
a) Meet het filament
De diameter van een filamentspoel kan een klein percentage afwijken van de door de fabrikant opgegeven diameter. Het zou dus helpen als u uw schuifmaat zou gebruiken om de werkelijke diameter van het filament te meten.
Meet de diameter van het filament op een paar plaatsen samen met de spoel. Neem het gemiddelde van de verschillende metingen en voer het resultaat in als de diameter van je filament.
Het is essentieel om de juiste diameter te krijgen, omdat het ervoor zorgt dat de 3D-printer de juiste hoeveelheid filament extrudeert.
b) Zorg voor de juiste afdruktemperatuur
U kunt de juiste temperatuur voor het afdrukken krijgen door een kalibratietoren voor de afdruktemperatuur te bedenken.
De temperatuurtoren is opgedeeld in blokken op verschillende hoogtes, waarbij elk blok op verschillende temperaturen wordt geprint. U kunt de blokken na het afdrukken analyseren om de beste temperatuur voor het afdrukken van uw materialen te bepalen.
Let op, het printen van een temperatuurtoren vereist wat werk. Met sommige slicers kunt u op verschillende temperaturen en voor verschillende hoogtes printen. Anders moet u de G-code handmatig bewerken voordat u kunt afdrukken.
U moet G-code-opdrachten invoegen om de temperatuur van de extruder in te stellen. De G-code commando's voor het instellen van de temperatuur beginnen met M104.
Hoe stel je de juiste temperatuur in?
- Je moet beginnen met het bepalen van de hoogte van elk blok. U kunt het nummer markeren als H. De blokken hebben dus de hoogten 0, H, H1, H2, H3, H4, enz.
- Open vervolgens uw G-code-bestand. U moet zoeken naar opdrachten die uw 3D-printer instrueren hoe hij moet bewegen. De commando's beginnen met G1. Het G-code-bestand moet een groot aantal opdrachten bevatten.
- Vervolgens zou je het eerste G-code commando van de G1 van Z[H] moeten krijgen. Het commando kan ook bestaan uit X- en Y-bewegingen.
- Voer voor de G1-regel de regel M104 S [T] in. T staat voor de temperatuur van het blok op hoogte H
- Herhaal het proces voor elk blok, met de juiste temperatuur
- Als u klaar bent, drukt u uw bijgewerkte bestand af.
Bij het printen van een temperatuurtoren kan het onderzoeken van de blokken je helpen de meest geschikte temperatuur te bepalen voor het printen van je materiaal. Stel de temperatuur in uw snijmachine in als afdruktemperatuur.
Conclusie
Naast het kalibreren van uw 3D-printer en slicer-instellingen, zijn er nog andere instellingen die u kunt gebruiken om de kwaliteit van uw afdruk te verbeteren. Je kunt de marteltests gebruiken om te bepalen waar uw printer goed in is en wat niet.
Door de prints te perfectioneren, kun je omgaan met verschillende gebieden, zoals overhangen en bruggen. De marteltesten helpen je ook om verschillende problemen te diagnosticeren.
3d printen
- Ghosting:hoe het 3D-printers beïnvloedt
- Wat is een 3D-printer met meerdere mondstukken?
- Hoe 3D-printers metalen voorwerpen bouwen
- Wat is een desktop 3D-printer?
- Hoe desktop 3D-printers 3D-printen transformeren
- How To:3D-printertip wijzigen op uw Stratasys
- Hoe 3D-printers de tandheelkunde in India revolutionair veranderen
- Industriële 3D-printers:hoe kiest u de uwe?
- Hoe lang gaat 1 kg 3D-printerfilament mee?
- Lekkende 3D-printersproeier:hoe dit te verhelpen!
- Zijn 3D-printers luid?