


3D-printer slaat lagen over! Handleiding voor het oplossen ervan!
Ongeacht het printermerk hebben alle gebruikers van 3D-printers ooit met dit specifieke probleem te maken gehad. Dit artikel analyseert de verschillende factoren die het probleem kunnen veroorzaken en de oplossingen in elk geval.
Hoe kunnen gebruikers het probleem met het overslaan van lagen oplossen? Over het algemeen is het een mechanisch probleem en is het mogelijk om het op te lossen en zelfs te voorkomen met een paar simpele aanpassingen en goed onderhoud.
Hoe weet u of de 3D-printer lagen overslaat?
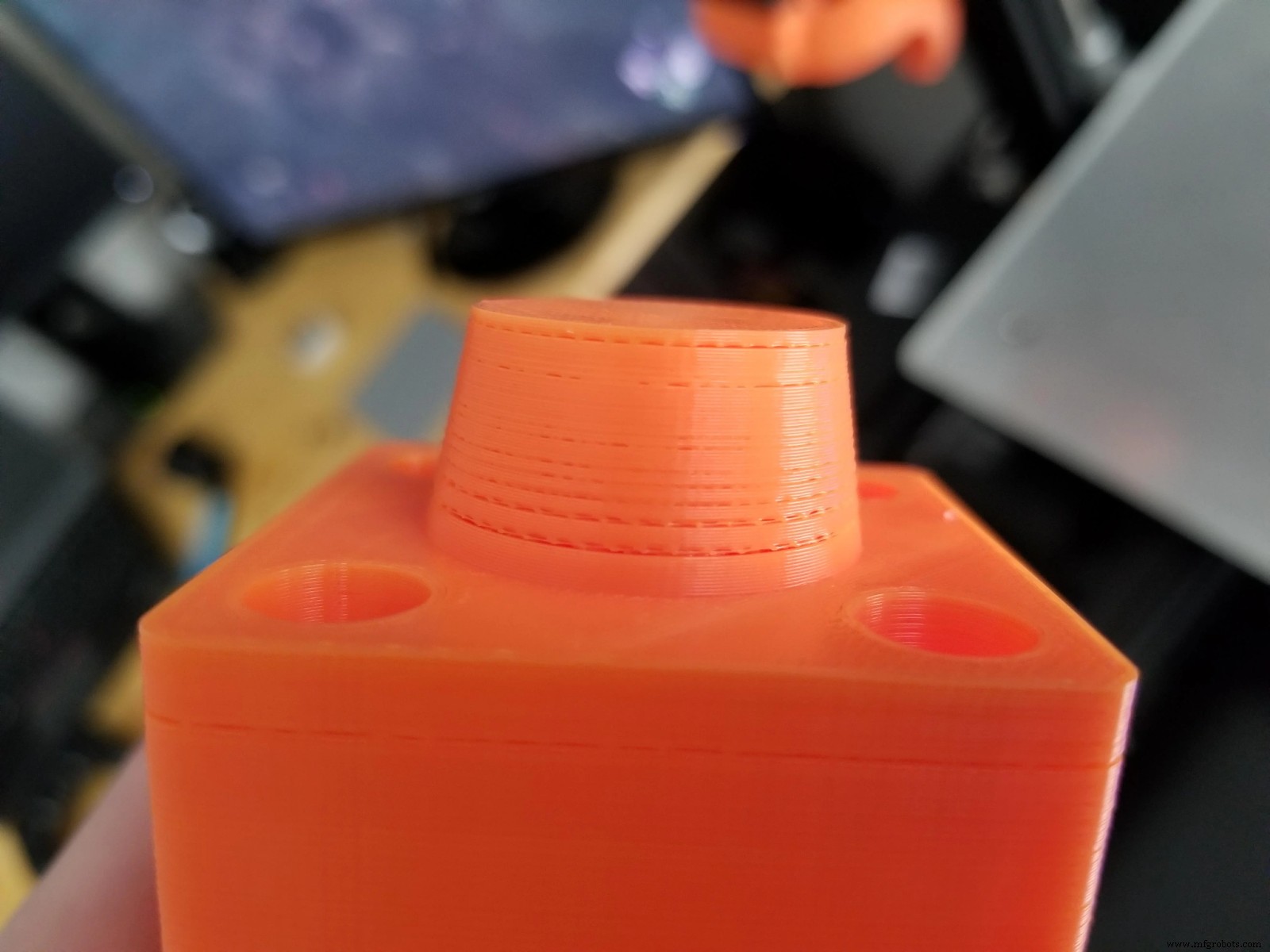
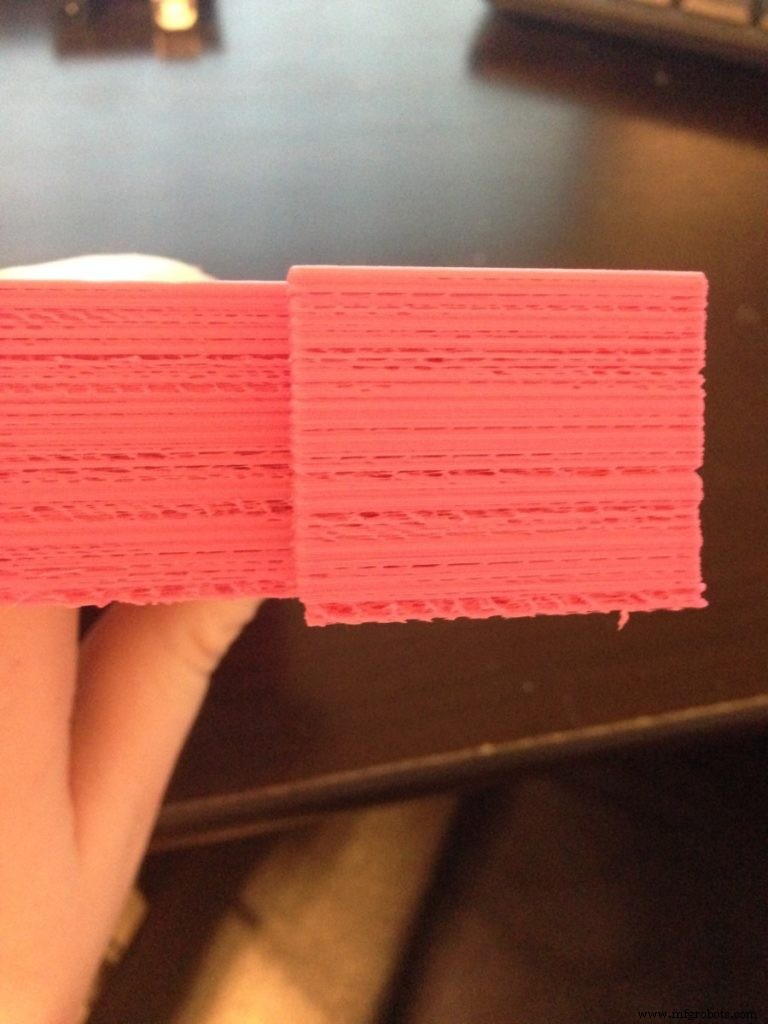
Wanneer er problemen zijn met het overslaan van lagen, kunnen sommige lagen met een gebrek aan materiaal of een onregelmatige en schaarse stroom in de stukken worden waargenomen, zoals te zien is in de onderstaande afbeeldingen. Stukken zien er dus slecht en zelfs fragiel uit.
Wat zijn de oorzaken en hoe het probleem op te lossen?
Er zijn veel factoren die dit soort problemen kunnen veroorzaken. Over het algemeen is het ontbreken van een laag of het overslaan van lagen meestal het gevolg van een mechanisch probleem. Oplossingen van de meest algemene tot meer specifieke om het probleem op te lossen, worden hieronder beschreven.
Begin met mechanisch onderhoud
Het is belangrijk om te leren hoe u mechanisch onderhoud aan de printer kunt uitvoeren om toekomstige ongemakken te voorkomen en zo ook de levensduur van de onderdelen te verlengen. Zoals bij elke machine, slijten onderdelen door veelvuldig gebruik en komen sommige schroeven los, gesmeerde onderdelen drogen uit, enz.
Voer een onderhoudsbeurt uit met enkele eenvoudige stappen:
Draai alle moeren en schroeven vast
Trillingen als gevolg van constante beweging zijn de oorzaak van het losraken van schroeven en moeren. Als de schroeven van de printer niet goed zijn aangedraaid, kunnen er kleine afwijkingen in de uitlijning worden waargenomen in sommige assen en ook in de riemen, onder andere verkeerde uitlijning.
Hoe het te doen
Voor deze taak zijn inbussleutels en tangen of sleutels ter grootte van de moeren vereist.
Controleer eenvoudig alle schroeven en draai ze vast met de juiste inbussleutel. Als de schroef er doorheen zit en de moer erachter zit, houdt u de moer vast met een tang of een sleutel zodat deze niet verkeerd draait bij het aandraaien van de schroef.

In sommige gevallen is het geschikt om de normale moeren te vervangen door zelfremmende moeren. Deze zijn gemaakt van een materiaal aan de binnenkant dat werkt als een rem, zodat ze niet losraken door trillingen.

Het is ook belangrijk om de transportband goed aan te spannen. Over het algemeen hebben printers een handmatig aanhaalsysteem. Draai hiervoor de schroeven los door de riemspanning los te maken. Houd vervolgens het uiteinde van de riem met de hand vast, rek hem uit om een goede spanning te krijgen en draai de schroeven weer vast.

Voor Ender-printers of vergelijkbare printers is het ook belangrijk om de excentrische moeren van de lagers vast te draaien met een sleutel zoals hieronder weergegeven.

Controleer of de staven en steunen niet goed zijn uitgelijnd
Hoe het te doen
Bij sommige printers wordt de beweging van de Z-as uitgevoerd door twee motoren die gelijktijdig werken met draadstangen. Het is belangrijk dat beide uiteinden zich op dezelfde hoogte bevinden. Dit kan worden gedaan door elk uiteinde met een liniaal te meten en de hoogten aan te draaien totdat ze hetzelfde zijn.
Bij printers zoals Enders is dit soort verkeerde uitlijning minder waarschijnlijk omdat de structuren aan de uiteinden van de wagen een vierkant vormen.
Zorg ervoor dat de nozzle niet verstopt is (dit genereert een lage extrusiestroom)
Wanneer het mondstuk gedeeltelijk verstopt is, is de extrusiestroom onregelmatig. Hierdoor ontstaat een gebrek aan materiaal in de laag. Dit kan door verschillende factoren gebeuren:
- Deeltjes die in het mondstuk zijn gekomen door vreemde voorwerpen in het filament;
- Verstopping door verkeerde configuratie van intrekken;
- Deeltjes die overblijven van andere minder gangbare materialen (koolstofvezel, filamenten vermengd met hout, enz.) die het nieuwe filament niet volledig verwijdert;
- Verbrande filamentresten.
Al dit afval zit vast aan de wanden van het mondstuk en vermindert de doorstroming. Dit staat bekend als onderextrusie.
Filamenten van goede kwaliteit zijn geschikt om vreemde lichamen in het materiaal te voorkomen en zo verstopping te voorkomen. Slecht gefabriceerde filamenten hebben ook inconsistenties in de diameter en dit veroorzaakt verstopping als de diameter groter is of een slechte vloei als de diameter kleiner is dan standaard.
Het mondstuk reinigen
De meest gebruikte techniek wordt hieronder uitgelegd. Het vereist een naald met de diameter van het mondstuk (deze kit wordt meestal meegeleverd met de printer).
- Verwarm de hotend tot de temperatuur van het filament. Bijvoorbeeld voor PLA bij 410°F tot 446°F.
- Plaats de naald door de snavel en maak daarbij naar binnen en naar buiten bewegend.
- Verwijder de naald en duw handmatig tegen het filament.
Als de bovenstaande techniek er niet in is geslaagd om het mondstuk te deblokkeren, bestaat de volgende reinigingstechniek genaamd "Atomic Method of Cold Pull" uit:
- De hotend verhitten tot de werktemperatuur van het materiaal en het gebruikte filament verwijderen.
- PLA plaatsen en het een beetje laten extruderen.
- De hotend afkoelen tot ongeveer 194°F.
- Het filament trekken met een krachtige beweging.
Bij het extraheren van het materiaal is het mogelijk om het afval te observeren dat aan de punt vastzit. Deze stappen moeten zo vaak als nodig worden herhaald totdat de punt er schoon uitkomt. Zie in onderstaande afbeelding hoe de winning van afval afneemt door deze stappen achtereenvolgens te herhalen.

Een andere belangrijke factor om te controleren is de staat van de PTFE-buis in de hotend. Het is normaal dat de buis tijdens gebruik verbrandt of verslechtert, wat ook verstopping veroorzaakt, zoals te zien is in de volgende afbeelding. Vervang eenvoudig de teflon voor een nieuwe, zorg ervoor dat deze goed in de spuitmond zit.

Controleer of het tandwiel geen afval heeft door filamentslijtage. Als er stof van het materiaal is, verwijder dit dan met een borstel.

Een belangrijke factor is de manier waarop de filamentspoel draait. De vorm van de spoel hangt af van de fabrikant van het filament en in sommige gevallen is het middengat van de spoel veel groter dan de steun op de printer. Tijdens het printen trekt de extrudermotor aan het filament en kan het materiaal de hotend verkeerd voeden. Om de spoel goed te centreren, kunnen gebruikers een adapter zoals deze afdrukken:


Bekijk de volgende video waarin de bovengenoemde procedures worden getoond:
Smeer alle onderdelen indien nodig
Hoe het te doen
Als de printer gladde staven en lineaire lagers gebruikt, is het belangrijk om de staven correct te smeren, eerst het oude vet wegvegen met isopropylalcohol. Gebruik WD-40 niet als smeermiddel aangezien het zeer snel droogt, veel wrijving veroorzaakt en de lagers beschadigt. Geschikte smeermiddelen zijn op Teflon (PTFE) gebaseerd. Het is ook belangrijk om de lagers en de draadstangen van de Z-as te smeren.
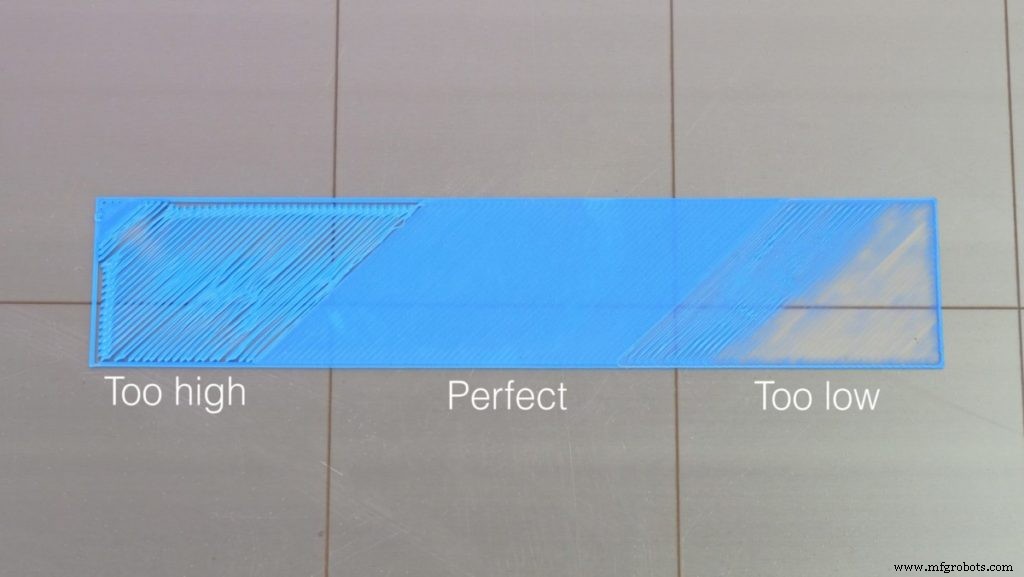
Maak het bed waterpas
Een goede nivellering van het bed is essentieel om correct te beginnen met printen. Bedkalibratie kan handmatig worden gedaan door de veerschroeven aan de uiteinden van het bed aan te draaien, of automatisch met behulp van sensoren. Deze sensoren kunnen kleine oneffenheden corrigeren die niet handmatig kunnen worden gecorrigeerd, vooral wanneer het oppervlak van het bed groot is (groter dan 9,84×9,84 inch) of als het bed een fabrieksfout vertoont.
Hoe het te doen
Als de printer geen automatische nivelleringssensor heeft, moet u deze eenvoudige stappen volgen met een stuk papier:
- Breng alle assen naar de oorsprong
- Schakel de motoren uit om de X- en Y-as met de hand te verplaatsen
- Neem de printkop naar een hoek en plaats het vel papier tussen het mondstuk en het bed
- Verplaats de schroef in die hoek, draai hem vast of los, en verplaats tegelijkertijd het papier om een lichte wrijving te voelen
- Herhaal de stap in alle hoeken
- Controleer ten slotte op verschillende punten op het bed of het goed waterpas staat
Om te controleren of het goed is gekalibreerd, maakt u een snelle afdruk door cirkels of vierkanten op verschillende punten op het bed te plaatsen, zoals:
Ender 3-niveautest – Thingiverse
Lees het volgende artikel waarin deze stappen in meer detail worden uitgelegd, met behulp van papier en vellen met speciale diktes.
Slicer-instellingen
Snijsoftware bestaat uit het verdelen van het 3D-model dat moet worden afgedrukt in plakjes of lagen met behulp van de door gebruikers ingestelde parameters. Op deze manier creëren ze een bestand met opdrachten (gcode) die de printer leest. Dit geeft de bewegingen aan die elke as moet uitvoeren, evenals temperaturen, snelheden, enz.
Hier zijn enkele instellingen die dit probleem met het overslaan van lagen kunnen oplossen.
Debiet aanpassen
Omdat niet alle filamenten exact dezelfde diameter of hetzelfde materiaal hebben, is het noodzakelijk om de stroomparameter aan te passen. Standaard is het debiet in slicers ingesteld op 100%, maar over het algemeen ligt het debiet tussen 90% en 110%.
Hoe het te doen
Kalibratie vereist een liniaal of schuifmaat en een markering.
- Verwarm de hotend voor op werktemperatuur
- Meet met de liniaal 4,33 inch op het filament vanaf waar de printkop wordt ingebracht en markeer met de markering
- Extrudeer langzaam in totaal 3,93 inch uit het scherm
- Meet opnieuw met de liniaal en noteer de afstand tussen het begin van het hoofd en het merkteken. Als de maat is:
- a) Gelijk aan 0,39 inch:de stroom is goed gekalibreerd!
- b) Minder dan 0,39 inch:de stroom is groter dan zou moeten. Dit wordt overextrusie genoemd
- c) Groter dan 0,39 inch:de stroom is minder dan zou moeten. Dit wordt sub-extrusie genoemd
Als de genoemde meting niet 0,39 inch is, kan deze eenvoudig worden gecorrigeerd door sommen te maken. Het is noodzakelijk om de waarde van de stappen van de extrudermotor te kennen; over het algemeen wordt het verkregen van het display ("Control>Movement>Extruder").
Nieuwe stroom [%] =(Aantal stappen [stappen/in] x 3,93in) / (4,33in – meting)
Dit is de nieuwe waarde die is ingesteld in de slicer.
Een andere manier om het debiet te kalibreren is het printen van een proefstuk en het meten van bepaalde hoeken met een schuifmaat, zoals weergegeven in de volgende gids:De beste kalibratiemethode voor debiet! door petrzmax – Thingiverse
Resolutie aanpassen (lijndikte)
De maximale laaghoogte wordt beperkt door de diameter van de spuitmond. Als algemene regel wordt aangenomen dat deze 20% kleiner is dan de diameter van het mondstuk. Voor een mondstuk van 0,015 inch is de maximale laaghoogte bijvoorbeeld 0,012 inch. Op deze manier wordt een goede hechting tussen de lagen gegarandeerd zonder enige ruimte ertussen.
In sommige printers zijn er de zogenaamde "magische getallen", die laaghoogten zijn waarop die specifieke printer het beste werkt. Eigenlijk zijn deze getallen niet zo magisch, maar ze worden bepaald door de spoed van de draadstangen op de Z-as.
Voor Ender-printers is de aanbevolen stapgrootte tussen de lagen 0,0015 inch. Bijvoorbeeld:0,0031, 0,0047, 0,0062, 0,0078, 0,0094 inch.
Hoe het te doen
Om deze parameter in te stellen, moet de parameter "Laaghoogte" worden aangepast.
Andere niet-zo-common redenen
Schakelbed
Onder Ender-gebruikers werden enkele gevallen van scheefgetrokken bedden gemeld. Het maakt niet uit hoeveel gebruikers het handmatig kalibreren, ze zullen altijd delen van het bed vinden waar het filament niet goed aan het bed hecht.
Hoe dit op te lossen
In deze gevallen is het het beste om een automatische nivelleringssensor te installeren en de kalibratiepunten in de firmware in te stellen.
Vind stap voor stap in de volgende video hoe u deze instelling uitvoert.
Filament gestript of gebeten door tandwieltanden van extruder
Wanneer het mondstuk verstopt is, stroomt het materiaal niet goed. Het tandwiel van de extrudermotor vermindert zijn tractie. Daarom, als het materiaal niet correct kan worden geduwd, eet het tandwiel het filament op en verliest dit tractie.
In andere gevallen is de druk die door het tandwielsysteem op het filament wordt uitgeoefend erg sterk en vervormt het.
Hoe dit op te lossen
Om het eerste geval op te lossen, moet de verstopping in het mondstuk worden gereinigd zoals hierboven uitgelegd.
In het tweede geval is het alleen voldoende om de spanning van de tandwielen te verminderen, wat meestal het gevolg is van een schroef en een veer. De druk moet voldoende zijn om het filament te trekken zonder het te vervormen. Een gemakkelijke manier om te zien of het goed is vastgedraaid, is door materiaal te extruderen en het filament er handmatig uit te trekken. Als het tandwiel springt, betekent dit dat het nog iets strakker moet worden vastgedraaid.
3d printen
- How To:3D-printertip wijzigen op uw Stratasys
- Een Ender 3 verbinden met wifi:complete gids!
- Ender 3 Bed Nivelleerproblemen; Hoe u ze kunt oplossen!
- Hoe lang gaat 1 kg 3D-printerfilament mee?
- Lekkende 3D-printersproeier:hoe dit te verhelpen!
- Dual Extrusion Infill Overlap &Oozing; Hoe op te lossen!
- Over extrusie (krullen) op hoeken:hoe dit eenvoudig te repareren!
- 3D-printer voedt filament niet:hoe los je het op!
- Stappenmotor van 3D-printer werkt niet:laten we het repareren!
- Hoe te voorkomen en te verhelpen dat 3D-filament aan de spuitmond blijft kleven
- Het ontwarren van een 3D-printerfilamentspoel