


Waarom zijn 3D-printers zo traag?
Het printen van een gedetailleerd model op een 3D-printer kan veel tijd in beslag nemen:afhankelijk van uw eigen printer en de eisen van uw model kan een enkele afdruk meer dan 24 uur duren. Dus, waarom duurt het zo lang? Wat weerhoudt deze technologie ervan om binnen enkele minuten modellen te maken? En wat kunt u doen om uw afdrukken te versnellen?
In dit artikel zal ik deze vragen in detail bespreken in de hoop dat ze van nut zullen zijn voor uw toekomstige inspanningen.
3D-printers werken laag over laag materiaal samen en hebben dus fysieke beperkingen over hoe snel deze lagen op het huidige product kunnen worden aangebracht. Op filamenten gebaseerde printers moeten hun materiaal centimeter voor centimeter deponeren met mechanische constructies, waardoor ze merkbaar langzamer zijn dan sommige van de op hars gebaseerde printers voor grotere afdrukken, omdat printers op harsbasis afhankelijk zijn van licht en sommige een hele laag bij een keer.
Er zijn meer factoren waarmee u rekening moet houden bij het contrasteren van deze technologieën. Er zijn echter een paar dingen die u kunt doen om het proces te versnellen.
FDM versus harsprinters
Terwijl andere constructiemethoden minuten kunnen duren om een stuk te maken, maakt de laag-voor-laag-methode die de 3D-printers gebruiken ze inherent langzamer vanwege de fysieke beperkingen die inherent zijn aan de technologie, zowel voor Fused Deposition Modeling (FDM) als voor Resin- Gebaseerde printers.
FDM-printers (fused deposition-modellering) vertrouwen op thermoplastisch materiaal dat wordt verwarmd, geëxtrudeerd en op het huidige model wordt afgezet via een mondstuk, dat met precisie wordt bewogen door een reeks gemotoriseerde onderdelen.
Op hars gebaseerde printers gebruiken UV-licht om een pool van fotopolymeermateriaal uit te harden en vaste objecten te creëren. Er zijn ook verschillende technologieën voor harsprinters:stereolithografie gebruikt een enkele laser die een klein gebied bestrijkt en de laag trekt analoog aan FDM-printers, terwijl digitale lichtverwerking (DLP) en lichtkristaldisplay (LCD) projectoren en LCD-schermen met achtergrondverlichting gebruiken om de bron van UV-licht.
Het in detail uitleggen van alle verschillen met deze technieken en wanneer en waar het beter is om de ene boven de andere te gebruiken, verdient een eigen artikel, maar voor ons huidige onderwerp is de essentie dit:
FDM-printers moeten zware mechanische onderdelen (motoren, nuzzles, extrudertandwielen, enz.) met ongelooflijke precisie verplaatsen. Om het mechanisme te bewegen en te stoppen, is veel energie nodig, maar zelfs als sommige onderdelen sneller zouden kunnen gaan (zoals de motoren), resulteert dit meestal in zware trillingen die de resultaten in gevaar zouden brengen. Afhankelijk van het materiaal van het filament dat u gebruikt, kan het ook meer tijd nodig hebben om te smelten, af te zetten en te stollen.
Aan de andere kant zijn SLA-printers sneller dan hun FDM-tegenhangers omdat de laser sneller beweegt dan de stappenmotoren. LCD- en DPL-printers zijn nog sneller en printen hele lagen tegelijk. Dit wordt steeds meer merkbaar op grotere of fijner gedefinieerde stukken, omdat elke laag ongeveer dezelfde hoeveelheid tijd in beslag neemt.
Het is ook vermeldenswaard dat nadat het model is voltooid, de resterende hars handmatig van het oppervlak van het uiteindelijke stuk moet worden verwijderd, wat extra tijd en moeite kost.
Naast de mechanische aspecten van de printers zelf, speelt de software ook een rol als het gaat om de snelheid van uw afdrukken. De instellingen van het slicerprogramma kunnen het verschil betekenen tussen een afdruk van 1 uur en een afdruk van 3 uur, en dit is iets waaraan u kunt werken om het proces voor de gemiddelde desktop 3D-printer te versnellen, terwijl u zich bewust bent van de compromissen die u neemt voor uw tijd.
Hoe de snelheid van een 3D-printer te verhogen
Er kan veel worden gedaan om de snelheid van de software te verhogen en we gaan de belangrijkste instellingen bespreken om dit te doen. In de rest van het artikel wordt ervan uitgegaan dat we te maken hebben met een FDM-printer (tenzij anders vermeld), aangezien deze over het algemeen de meest populaire zijn.
Afdruksnelheid
In FDM-modellen definieert de printsnelheid de snelheid (in mm/s) waarmee de extruder beweegt. Deze instelling kan op alle slicers worden gewijzigd en is een van de belangrijkste parameters die leiden tot lagere afdruktijden. Desalniettemin zijn er mechanische beperkingen in elke printer, wat betekent dat u uw afdruksnelheid niet onbeperkt kunt verhogen zonder de algehele kwaliteit van het resulterende stuk op te offeren. Er zijn andere beperkingen, zoals de snelheid waarmee uw extruder het plastic kan smelten. De meeste printers werken standaard rond de 50 mm/s, maar afhankelijk van de specificaties kunnen ze oplopen tot 750 mm/s of zelfs hoger. Het is ook vermeldenswaard dat printers op verschillende snelheden kunnen werken, afhankelijk van welk deel van het model de printer momenteel afdrukt.
Ter referentie, dit zijn enkele dingen om in gedachten te houden die verband houden met de afdruksnelheid:
- De snelheid van de buitenmuur verhogen kan de oppervlaktekwaliteit in gevaar brengen, wat betekent dat het alleen wordt aanbevolen als het algehele uiterlijk van het model van weinig belang is.
- Verhogen van de snelheid op de binnenmuren en de invulsnelheid kan de sterkte en duurzaamheid van het stuk beïnvloeden; als dat van weinig belang is, is het versnellen van deze parameter een mogelijkheid.
- Boven-/ondersnelheid is de snelheid waarmee de bovenste en onderste lagen worden afgedrukt; het compromitteren van deze lagen kan lastig zijn, dus lagere snelheden worden aanbevolen om de betrouwbaarheid van het sluiten van deze lagen te vergroten.
- De ondersteuningsinvulsnelheid bepaalt de snelheid waarmee dragers worden afgedrukt. Omdat ondersteunende structuren meestal geen hoge kwaliteit nodig hebben, kunnen hogere waarden een goed idee zijn om het proces te versnellen.
- En ondersteuning van interfacesnelheid is de snelheid waarmee steundaken en bodems worden afgedrukt. Aangezien deze lagen de kwaliteit van het oppervlak dat ermee in contact komt kunnen beïnvloeden, wordt aanbevolen om conservatieve parameters te gebruiken.
Reissnelheid
De rijsnelheid is van invloed op hoe snel de kop beweegt wanneer deze geen filament extrudeert. Het verhogen ervan kan veel tijd besparen, maar het kan leiden tot problemen zoals het verschuiven van lagen, wat de hele afdruk kan verpesten. De beste manier om de optimale rijsnelheid voor uw machine te vinden, is door de informatie van uw fabrikant te vinden en nog belangrijker, zoals vrijwel elke instelling in deze lijst, te spelen met de instellingen voor sommige testafdrukken, en deze langzaam te verhogen totdat u de juiste snelheid vindt dat zal uw projecten niet in gevaar brengen. Losse riemen zijn meestal de belangrijkste reden voor het verschuiven van lagen, dus zorg ervoor dat u ze regelmatig aantrekt.
Intreksnelheid
In FDM-machines heeft dit invloed op hoe snel de printer aan het filament trekt voordat het weer begint te bewegen. Als het te langzaam wordt gelaten, zal dit leiden tot rijgen, maar als het te snel wordt ingesteld, kan het filament vermalen, wat schade aan uw extruder en filamentverlies veroorzaakt, evenals andere problemen, dus het is raadzaam om een proefafdruk uit te voeren.
Infill verminderen
Infill is wat zich binnen de binnenmuren van het afgedrukte model bevindt. Slicers gebruiken verschillende patronen om het volume van de 3D-modellen te vullen en verschillende patronen leiden tot verschillende trekeigenschappen. Het verlagen van het infill-percentage leidt tot snellere prints, minder filamentverbruik en minder resistente stukken.
Deze parameter kan variëren van 0% (wat inhoudt dat er niets tussen de wanden van het model zit) tot 100% (de wanden zijn volledig gevuld met materiaal). Het is vermeldenswaard dat het marginale voordeel van het verhogen van deze instelling tot boven de 30% bijna altijd de extra tijd niet waard is.
Voor LCD- of DPL-printers die in elke iteratie hele lagen printen, heeft infill niet echt invloed op de tijd die nodig is om het stuk te maken, maar voor FDM- en SLA-printers is deze waarde een van de belangrijkste drijfveren voor printtijden en filamentverbruik.
Verminder het aantal schelpen/muren
De schelpen zijn het aantal lagen waaruit de omtrek van de print bestaat. Als u ze vergroot, wordt de buitenmuur dikker en wordt uw 3D-afdruk sterker. Als je ook van plan bent om de print te schuren om hem er mooier uit te laten zien, is het altijd een goed idee om een paar extra muren te plaatsen.
Verhoog de laaghoogte
De laaghoogte bepaalt hoe klein elke laag op de Y-as is en is de belangrijkste bepalende factor voor de detailprecisie en het algehele uiterlijk van het model. Het is echter een van de belangrijkste drijfveren van de tijd die nodig is om iets af te drukken. Als de afwerking op een stuk van weinig belang is of als het groot genoeg is, is het kiezen van een hogere laaghoogte een handige truc om de tijd die nodig is om iets af te drukken te verminderen.
Een afdruk van hoge kwaliteit kan waarden aannemen van 0,1 mm of zelfs lager. Het heeft echter een omgekeerde relatie van 1-1 met de afdruktijden:als de laaghoogte wordt gehalveerd, wordt de afdruktijd verdubbeld.
Het gebruik van steunen minimaliseren
In FDM moet elke laag ergens op worden aangebracht, of het nu het oppervlak van de bouwplaat is of een andere laag filament. Als het model secties heeft waarin sommige lagen op dunne lucht zouden beginnen te printen, zou het hele proces mislukken.
Het maken van ondersteuningen kan veel tijd kosten en is soms onvermijdelijk, maar je zult er versteld van staan hoeveel je kunt bereiken met een paar trucjes:het model draaien en aanpassen zodat het kan worden afgedrukt zonder dat je ondersteuning nodig hebt, of gewoon het verkleinen de hoeveelheid benodigde ondersteuning kan de hoeveelheid tijd aanzienlijk verminderen. Probeer als vuistregel het model te draaien om het oppervlak met hoeken van meer dan 45 graden te minimaliseren.
Adaptieve lagen
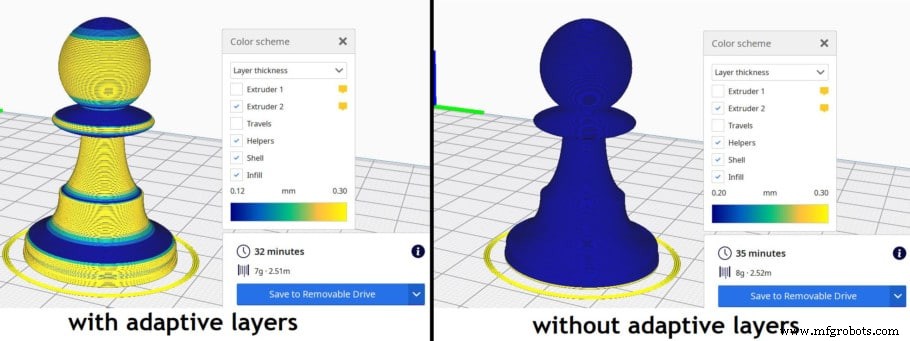
In een notendop, adaptieve lagen maken afdrukken met variabele laaghoogten mogelijk, waardoor uw slicer deze automatisch kan verkleinen wanneer fijnere details nodig zijn of deze kan vergroten wanneer de vorm van een sectie dit toelaat. Door met deze instelling te printen, kunt u het proces versnellen zonder al te veel in te boeten aan kwaliteit; het heeft echter zijn beperkingen:als u een stuk met hoge details overal nodig heeft of als u twee verschillende objecten tegelijkertijd probeert af te drukken, kunnen adaptieve lagen schadelijk zijn voor het afdrukken als geheel. U kunt hier meer lezen over adaptieve lagen.
Snelheid van 3D-printers vandaag
In de huidige 3D-printmarkt print de overgrote meerderheid van de printers met een snelheid van ongeveer 40-50 mm/s, en meer verfijnde modellen kunnen oplopen tot 120-150 mm/s; er zijn echter al modellen die hogere snelheden kunnen halen:sommige Voron-printers hebben tot 1000 mm/sec bereikt! (maar het is nog steeds ruw, op zijn zachtst gezegd). De markt voor 3D-printers evolueert voortdurend met zeer hoge snelheden en we kunnen toekomstige doorbraken in technologie verwachten die zorgen voor snellere, betrouwbaardere afdrukken.
Conclusie
Bij het berekenen van de druktijden van onze stukken komt veel kijken. Niet alleen de printtechnologie en de machine zelf zijn belangrijk, maar ook de configuratie die we kiezen op onze favoriete slicer. Deze zijn niet alleen afhankelijk van de vorm en het volume van een model, maar ook van de gewenste esthetische details en de fysieke eisen die we nodig hebben.
De snelheid waarmee hobbyprinters verbeteren is verbazingwekkend en het kan zelfs een dag komen waarop we niets hoeven te weten over de juiste configuratie van een afdruk. In de tussentijd moeten we blijven spelen met de instellingen om een minuut extra te scheren zonder afbreuk te doen aan de kwaliteit van een afdruk. Voor sommigen van ons is dit een van de meest vermakelijke en interessante aspecten van dit beroep!
Bekijk onze sectie met aanbevolen producten

We hebben een sectie met aanbevolen producten gemaakt waarmee u het giswerk kunt verwijderen en de tijd kunt verminderen die u besteedt aan het onderzoeken van welke printer, filament of upgrades u moet krijgen, omdat we weten dat dit een zeer ontmoedigende taak kan zijn en over het algemeen tot veel verwarring leidt .
We hebben slechts een handvol 3D-printers geselecteerd die we goed vinden voor zowel beginners als gevorderden, en zelfs experts, waardoor de beslissing gemakkelijker wordt, en de filamenten, evenals de vermelde upgrades, zijn allemaal door ons getest en zorgvuldig geselecteerd , zodat u weet dat welke u ook kiest, zal werken zoals bedoeld.
3d printen
- Waarom 3D-printers thermoplastische materialen gebruiken
- Waarom brengen gevestigde fabrikanten 3D-printen in huis?
- Hoe desktop 3D-printers 3D-printen transformeren
- Waarom 3D-printen en software cruciaal zijn voor digitale transformatie
- Waarom DSP's ineens overal zijn
- Hoe 3D-printers de tandheelkunde in India revolutionair veranderen
- Waarom zijn printplaten meestal groen?
- Waarom we een serie B verhogen
- Waarom inspecties van bovenloopkranen belangrijk zijn
- Waarom zijn cupronickel frets wenselijk?
- Waarom zijn CNC-staafaanvoer zo populair?