


3D-printvoorwaarden – de ultieme woordenlijst
Er is een eindeloze hoeveelheid 3D-printtermen die er zijn. Hoewel sommige termen heel gewoon zijn en vaak worden gebruikt, zijn andere dat niet, dus het is gemakkelijk om tijdens het lezen in de terminologie te verdwalen. Om die reden heb ik besloten om de ultieme woordenlijst te maken met betrekking tot alle 3D-termen.
In dit artikel geef ik je een korte blik op elke term voor 3D-printen.
Filamenttypes

ASA
Acrylonitril-styreenacrylaat (ASA) is een filamenttype dat oorspronkelijk is gemaakt als alternatief voor ABS met betere weerbestendige omstandigheden en minder kromtrekken. ASA is UV-bestendig en heeft uitstekende mechanische eigenschappen, omdat het stijf en slagvast is. Vanwege deze eigenschappen wordt ASA vooral gebruikt voor buitentoepassingen. Afdrukken met ASA moet worden gedaan in goed geventileerde ruimtes, omdat er giftige dampen vrijkomen.
ABS
Acrylonitril-butadieen-styreen (ABS) is een van de oudste en meest populaire 3D-printfilamenten. Het is een goedkoop filament met een hoge temperatuurbestendigheid en een goede duurzaamheid. Om goed te kunnen printen met ABS heb je een verwarmd printbed of verwarmde kamer nodig, aangezien dit filament gevoelig is voor sterke kromtrekking zonder voldoende warmte. Gebruik in goed geventileerde ruimtes om de dampen te vermijden die tijdens het smeltproces worden geproduceerd (gerelateerd artikel).
PETG
Polyethyleentereftalaatglycol (PETG) is een semi-rigide 3D-printfilament. Objecten bedrukt met PETG hebben een glanzende en gladde oppervlakteafwerking. PETG staat bekend om zijn duurzaamheid en gebruiksgemak en staat in het midden tussen PLA en ABS (de meest gebruikte filamenten), omdat het flexibeler en duurzamer is dan PLA en gemakkelijker te gebruiken dan ABS. PETG is hygroscopisch, dus bewaar het op een droge, koele plaats (gerelateerd artikel).
PLA
Polylactic Acid (PLA) is het meest gebruikte filament bij 3D-printen. Afdrukken met PLA is eenvoudig, omdat het smelt bij lage temperaturen en minimale vervormingsproblemen heeft, waardoor het ideaal is voor beginners. Vermijd PLA voor buitentoepassingen omdat het een lage hittebestendigheid heeft en kan vervormen bij blootstelling aan zonlicht (gerelateerd artikel).
Nylon
Nylon is een sterk, duurzaam en flexibel type filament. Sommige printers hebben een upgrade nodig voordat ze met nylon kunnen printen, omdat het hoge printtemperaturen en een verwarmd bed vereist om succesvol te printen zonder kromtrekken. Nylon moet in luchtdichte zakken worden bewaard om vochtopname te voorkomen; als je dat niet doet, kan vocht in het filament leiden tot defecten in de print.
HEUPEN
High Impact Polystyreen (HIPS) wordt meestal gebruikt als een oplosbare ondersteuningsstructuur in combinatie met ABS in dubbele extrusieprinters. HIPS zal oplossen in limoneen en alleen het ABS zal achterblijven zonder enige steunsporen. ABS is het enige filament dat niet beschadigd raakt door de limoneen. HIPS kan ook als solo-filament worden gebruikt, het is lichtgewicht en sterker dan PLA en produceert minder kromtrekken dan ABS.
PVA
Polyvinylalcohol (PVA) is een filament dat wordt gebruikt als ondersteuning voor complexe afdrukken in 3D-printers met dubbele extrusie. Het lost op in warm water, dus het kan worden gecombineerd met veel filamenten, in tegenstelling tot HIPS die alleen ABS kunnen ondersteunen. PVA is zeer gevoelig voor vocht, dus het moet in luchtdichte containers worden bewaard om de spoel op de lange termijn bruikbaar te houden.
Flexibel (TPE, TPU, TPC)
Flexibele filamenten (TPE, TPU, TPC) hebben rubberachtige eigenschappen, wat betekent dat ze zeer elastisch zijn en gemakkelijk kunnen buigen en rekken zonder te breken. Deze filamenten zijn zacht en duurzaam omdat ze een hoge slagvastheid hebben. Bowden-extruders kunnen moeite hebben met het printen van flexibel filament omdat het kan blijven plakken en de PTFE-buis kan beschadigen (bekijk ons artikel).
Koolstofvezel
Koolstofvezel wordt gebruikt om andere filamenten te versterken om de materiaaleigenschappen te verbeteren. Filamenten doordrenkt met koolstofvezel tonen verhoogde sterkte en stijfheid. Het resultaat is een sterk en lichtgewicht materiaal dat perfect is voor structurele toepassingen. Deze vezels zijn zeer schurend en zullen koperen spuitmonden snel beschadigen, dus overweeg om voor deze filamenten een mondstuk van hard materiaal te gebruiken.
Polypropyleen
Polypropyleen (PP) is een sterk en duurzaam filament. Het heeft een sterke hittebestendigheid en zorgt voor gladde oppervlakteafwerkingen. Het probleem met polypropyleen is dat het notoir moeilijk is om ermee te printen omdat het gevoelig is voor sterk kromtrekken en bovendien een slechte laaghechting heeft.
Polycarbonaat
Polycarbonaat (PC) is een van de sterkste 3D-filamenten; dit filament is zeer sterk, duurzaam en toch flexibel. PC heeft ook een zeer goede hitte- en slagvastheid, waardoor het een solide optie is voor ruwe omgevingen. De meeste consumentenprinters zullen de hot-end moeten upgraden om met pc te kunnen printen, aangezien deze zeer hoge afdruktemperaturen vereist. PC-filament is hygroscopisch, daarom moet het in droge ruimtes worden bewaard om de integriteit van de spoel te behouden.
Geleidend filament
Geleidende gloeidraad is in staat om elektriciteit te geleiden. Dit soort gloeidraad wordt gebruikt voor laagspanningscircuits. In de meeste gevallen is PLA of ABS het basismateriaal dat wordt gebruikt in geleidend filament, maar ze zijn niet de enige. Afhankelijk van de fabrikant hebben deze filamenten verschillende weerstandswaarden.
Magnetisch filament
Magnetische filamenten zijn PLA- of ABS-basisfilamenten die zijn doordrenkt met ijzerpoeder. Het resultaat is een filament dat zich gedraagt als metaal en wordt aangetrokken door magnetische velden. Het is een schurend filament en er moet een mondstuk van gehard staal worden gebruikt (bekijk ons artikel over het onderwerp).
Houtfilament
Houtfilamenten zijn typisch PLA-basisfilamenten gecombineerd met houtvezels die eruitzien en aanvoelen als hout. Dit composiet filament is minder flexibel en zwakker dan de normale PLA-versie. Ook kunnen spuitmonden lijden en beschadigd raken door het printen van dit materiaal (bekijk ons artikel over dit onderwerp).
Materiaalgerelateerde termen
Glasovergangstemperatuur (Tg)
Glasovergangstemperatuur (Tg) is de temperatuur waarbij een materiaal verandert van een harde vaste toestand in een zachte, kleverige toestand. Materialen met een lage Tg zoals PLA zijn gemakkelijker te manipuleren omdat ze geen hoge temperaturen nodig hebben om te verwerken. Evenzo zullen materialen met een hoge Tg bestand zijn tegen ruwe omstandigheden omdat ze moeilijker te vervormen zijn (volledig artikel). Het wordt gemeten in C° of F°.
Treksterkte
Treksterkte geeft aan hoeveel spanning een materiaal kan hebben voordat het breekt. Wanneer u onderdelen afdrukt voor kracht- en uithoudingsvermogen, gebruik dan filamenten met hoge treksterkte zoals polycarbonaat (als uw printer dit toelaat). Het wordt meestal gemeten in Pascals.
Geleidbaarheid
Geleidbaarheid verwijst naar de eigenschap of het vermogen van een materiaal om warmte of elektriciteit te geleiden of door te geven. Het wordt meestal gemeten in Siemens per meter.
Elasticiteit
Elasticiteit is het vermogen van een fysiek object om te vervormen wanneer er voldoende kracht op wordt uitgeoefend en vervolgens terug te keren naar zijn oorspronkelijke grootte en vorm wanneer die kracht wordt verwijderd.
Vermoeidheidskracht
Vermoeidheidssterkte geeft aan hoeveel spanning een materiaal kan hebben voor een bepaald aantal cycli zonder te breken. Het wordt gemeten als het aantal cycli van spanningscompressie.
Viscositeit
Viscositeit verwijst naar de weerstand van een vloeistof om van vorm te veranderen, met andere woorden, het meet de weerstand van een vloeistof om te stromen. Water heeft bijvoorbeeld een lagere viscositeit dan honing. Het wordt meestal uitgedrukt in centipoise (cP), wat overeenkomt met 1 mPa per seconde.
Hygroscopiciteit
Een hygroscopisch materiaal absorbeert vocht uit de omgeving. Wanneer deze materialen de watermoleculen absorberen, kunnen ze fysiek veranderen, waardoor hun eigenschappen veranderen. Het kan worden gemeten door het volume van een object in droge en vochtige toestand te vergelijken.
3D-printeronderdelen
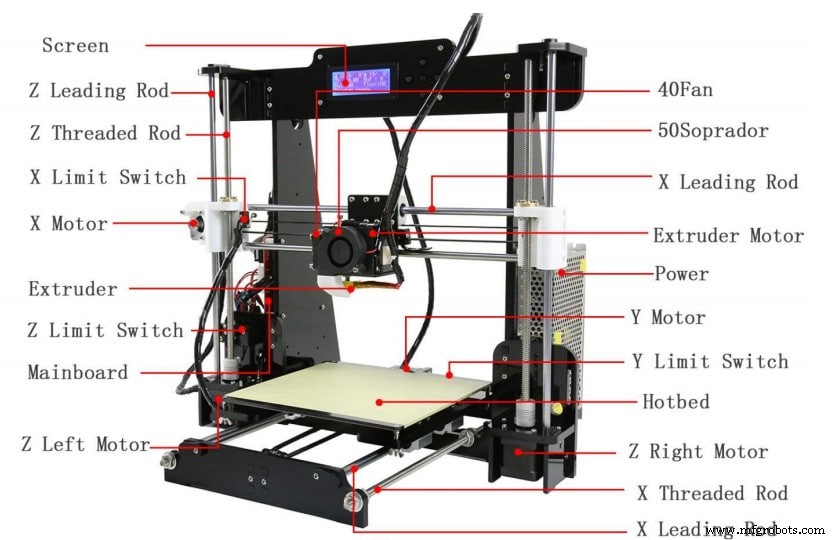
Controllerkaart
Het controllerbord is het "brein" van uw 3D-printer. Het verwerkt alle elektronische functies en vereisten van een 3D-printer. Deze printplaten (PCB's) ontvangen de G-code van de slicer en vertalen deze naar commando's voor de motoren en verwarmingscomponenten van de 3D-printer.
Extruder
De extruder is het onderdeel van een 3D-printer dat de verplaatsing en verwerking van het filament afhandelt om het in opeenvolgende lagen te deponeren om het 3D-object te vormen. De extruder bestaat uit 2 elementen, het koude uiteinde en het warme uiteinde.
Koud einde
Het koude uiteinde is het deel van de 3D-printer waar het filament wordt aangevoerd. Daar grijpen de aandrijftandwielen het filament en duwen het in het hete uiteinde. Bij extruders met directe aandrijving bevindt het koude uiteinde zich direct boven het hete uiteinde. Terwijl in Bowden-opstellingen de aandrijftandwielen meestal op het frame van de printer worden gemonteerd.
Hot-end
Het hot-end is het deel van de 3D-printer waar het filament wordt gesmolten en vervolgens in opeenvolgende lagen in het printbed wordt afgezet. Het filament wordt door een niet-warmtegeleidende buis in het verwarmingsblok geduwd waar het wordt gesmolten en vervolgens uit het mondstuk geduwd.
Spuitmond
Het mondstuk wordt in het verwarmingsblok geschroefd en is het laatste deel van het hete uiteinde waar het filament doorheen gaat voordat het in het printbed wordt geplaatst. Nozzles zijn er in verschillende diameters en materialen, waarbij messing de meest gebruikte diameter is en 0,4 mm de meest populaire diameter. Vermijd koperen mondstukken wanneer u met schurende filamenten print, omdat deze vrij snel beschadigd kunnen raken.
Bowdenbuis
In een Bowden-opstelling worden de aandrijftandwielen meestal op het frame van de printer gemonteerd. Van daaruit wordt het filament door een Bowden-buis in het hete uiteinde geduwd. De bowdenbuis is over het algemeen gemaakt van PTFE-kunststof dat hittebestendig is en de gloeidraad beschermt.
Verwarmingsblok
Het verwarmingsblok is een onderdeel van de hot-end en werkt als warmtegeleider. De verwarmingspatroon verwarmt het verwarmingsblok dat vervolgens het mondstuk verwarmt. Verwarmingsblokken zijn meestal gemaakt van aluminium omdat het een uitstekende warmtegeleider is.
Verwarmingspatroon
De verwarmingspatroon is het element dat verantwoordelijk is voor het genereren van warmte in een 3D-printer. Ze worden in het verwarmingsblok gestoken en produceren warmte uit de elektrische stroom. De warmte gaat door het verwarmingsblok naar de sproeiers waar het filament smelt.
Thermistor
De thermistor wordt in het verwarmingsblok gestoken en vertelt de 3D-printer hoe heet het verwarmingsblok is. Dit is belangrijk omdat verschillende soorten filament verschillende printtemperaturen vereisen om succesvol te smelten.
Koelventilator
De koelventilator maakt deel uit van de hot-end en helpt in combinatie met het koellichaam de warmte af te voeren. Zonder de koelventilator zou de warmte die wordt geproduceerd door hoge printtemperaturen buiten het hot-end kunnen komen en het filament voortijdig kunnen smelten. Als het filament smelt voordat het de hot-end binnenkomt, heb je waarschijnlijk te maken met klompen.
Laagfans
De laagventilator is belangrijk om sommige filamenten succesvol te printen. Het bevindt zich in de buurt van het mondstuk en is bedoeld om het filament af te koelen wanneer het op het printbed komt. Op deze manier helpen we het gesmolten filament sneller te stollen en vervorming te voorkomen.
Eindstops
De eindstops vertellen uw 3D-printer hoe ver hij het mondstuk door de X-, Y- en Z-as kan verplaatsen. Eindstops zijn verantwoordelijk voor het vermijden van ontsporingen en opstoppingen op een bepaalde as. De meest voorkomende zijn mechanische schakelaars, maar er zijn ook optische en magnetische.
Printbed
Het printbed is het oppervlak waar de 3D-printer print. In het ideale geval biedt het een perfect vlak oppervlak voor uw mondstuk om op te extruderen. Het printbed geeft de eerste laag ook een plakkerig oppervlak om te voorkomen dat het filament losraakt. Afhankelijk van het materiaal van het printbed moet u mogelijk wat lijm aanbrengen om ervoor te zorgen dat het filament eraan blijft plakken. Bedden met bedrukt glas zijn de meest gebruikte bedden, maar er zijn ook andere materialen met andere eigenschappen.
X-, Y-, Z-asmotoren
De asmotoren zijn verantwoordelijk voor het verplaatsen van het mondstuk van de 3D-printer over de verschillende assen. Om een succesvolle print te hebben, moeten de asmotoren de hot-end goed bewegen. Elke storing aan de asmotoren zal de afdrukkwaliteit en snelheid verminderen.
Voorwaarden voor probleemoplossing
Kromming
U heeft een kromtrekkend probleem wanneer u het filament tijdens het 3D-printen van het printbed weg ziet krullen. Kromtrekken treedt op wanneer het filament ongelijkmatig afkoelt, zoals plastic samentrekt wanneer het afkoelt. Als het filament te veel samentrekt, zal het omhoog komen en loskomen van het printbed. Zorg ervoor dat het filament goed hecht aan het printbed om kromtrekken te voorkomen. Sommige filamenten zijn vatbaarder voor kromtrekken en vereisen het gebruik van een verwarmd bed om dit te voorkomen.
Warmtekruip
Warmtekruip verwijst naar een probleem bij 3D-printen waarbij de warmte zich buiten de smeltzone naar boven verplaatst en het filament voortijdig begint te verzwakken en zachter te worden. Dit probleem veroorzaakt een storing in de extruder en kan uiteindelijk leiden tot verstoppingen. Om warmtekruip te voorkomen, kunt u proberen de afdruktemperaturen te verlagen en ervoor te zorgen dat de koelventilatoren werken.
Overbrugging
Overbrugging bij 3D-printen is in wezen een extrusie van filament dat in de lucht hangt en twee kolommen met elkaar verbindt. Wanneer een printer er niet in slaagt een kleine opening te overbruggen, is er een overbruggingsprobleem. Overbruggingsproblemen komen vrij vaak voor; om dit probleem op te lossen, probeert u de ventilatorsnelheid van de laag te verhogen en de afdruktemperatuur en -snelheid te verlagen (gerelateerd artikel).
Dimensionale nauwkeurigheid
Wanneer je geprinte object een ander formaat blijkt te hebben dan oorspronkelijk bedoeld, heb je te maken met maatnauwkeurigheidsproblemen. Hoe goed een gedrukt object overeenkomt met de grootte en specificaties van het originele bestand, hangt van veel dingen af. Dus voordat u begint met het aanspannen van de riemen en het aanpassen van de firmware, print een testkubus om te zien hoe nauwkeurig uw printer is. ABS staat erom bekend dat het tot 8% krimpt bij afkoeling.
Ghosting of beltoon
Ghosting, rinkelen, kabbelen, echoën, al deze termen verwijzen naar de ongewenste aanwezigheid van dubbele lijnen of kenmerken over het oppervlak van 3D-geprinte objecten. Dit wordt veroorzaakt door snelle veranderingen in snelheid en richting op de extruder die trillingen tot gevolg hebben. Om dit probleem te voorkomen, verlaagt u de afdruksnelheid en verlaagt u de instellingen voor acceleratie en schokken (volledig artikel over hoe u dit probleem kunt oplossen).
Over-extrusie
Telkens wanneer de 3D-printer meer filament extrudeert dan wat de software denkt, wordt dit over-extrusie genoemd. Over-extrusie veroorzaakt afdrukken van slechte kwaliteit en kan een geprint object volledig verpesten. Mogelijke oplossingen voor overextrusie zijn het verlagen van de printtemperatuur, het verlagen van de extrusiestroomsnelheid en ervoor zorgen dat de slicer de juiste filamentdiameter-instelling heeft (volledig artikel over hoe het probleem op te lossen).
Onder-extrusie
Telkens wanneer de 3D-printer minder filament extrudeert dan wat de software denkt, wordt dit onder-extrusie genoemd. Onder-extrusie verzwakt de structuur van het 3D-geprinte object. Als u ziet dat uw modellagen te dun zijn of gaten of gaten hebben, heeft u hoogstwaarschijnlijk last van onderextrusie. Om onderextrusie te verhelpen, moet de software de juiste filamentdiameter hebben en de afdruktemperatuur en extrusiestroomsnelheid verhogen (gerelateerd artikel over probleemoplossing).
Bedadhesie
Bedadhesie verwijst naar hoe plakkerig uw printbed is. Voor een succesvolle print is het belangrijk dat het filament aan het printbed blijft plakken. Een slechte hechting van het bed kan leiden tot kromtrekken, naast andere afdrukproblemen. Om problemen met de hechting van het bed te voorkomen, moet u ervoor zorgen dat het printbed waterpas en schoon is. Als het probleem aanhoudt, kunnen lijmstiften en haarlak voor veel extra hechting zorgen voor het printbed.
Laagscheiding
Laagscheiding heeft te maken met de bindingen tussen lagen. Voor een succesvolle afdruk moet elke laag voldoende aan de onderliggende laag blijven plakken. Een slechte hechting van laag tot laag kan resulteren in drastisch defecte afdrukken. Laagscheiding is gemakkelijk te detecteren omdat u gaten tussen de lagen zult zien. Bekijk ons artikel over de oorzaken en oplossingen van dit probleem.
Verstopte extruder
Een verstopte extruder betekent dat uw 3D-printer het filament niet meer goed kan extruderen. Dit wordt meestal veroorzaakt door een obstructie in het mondstuk. Om een verstopte extruder te voorkomen, moet u ervoor zorgen dat u de juiste printtemperatuur voor uw filament heeft en dat deze schoon is. Controleer ook of het mondstuk zich niet te dicht bij het printbed bevindt, want soms is er niet genoeg ruimte voor extrusie (hoe repareer je een verstopte extruder).
Hiaten
Gaten zijn een veelvoorkomend probleem bij 3D-printen. U kunt openingen hebben tussen lijnen in de eerste en bovenste laag of tussen de lagen. Er zijn verschillende oplossingen van toepassing, afhankelijk van waar de hiaten zijn (hoe hiaten op te lossen).
Blobs en Zits
Blobs en Zits zijn kleine klontjes aan de buitenkant van een 3D-geprint object. Dit gebeurt op de plek waar de extruder klaar is met het afdrukken van een deel van de buitenste schil en een nieuwe begint te printen. Om klodders en puistjes te voorkomen, moet u ervoor zorgen dat u optimale instellingen voor terugtrekken en uitrollen in de snijmachine hebt.
Zwakke vulling
De infill biedt ondersteuning voor de structuur van een 3D-geprint object. Door een zwakke vulling kan de print gemakkelijk breken. Gebruik een sterk opvulpatroon om dit probleem te voorkomen. Als het probleem aanhoudt, verlaag dan de afdruksnelheid en verhoog het infill-percentage (volledig artikel).
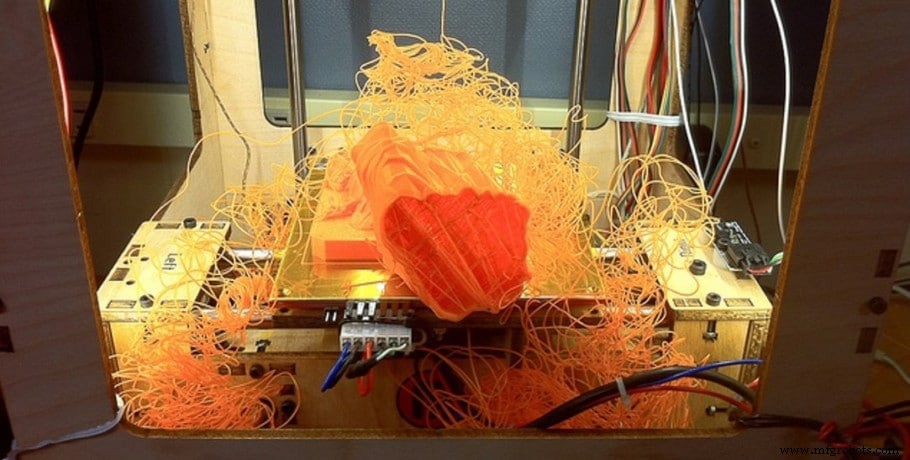
Snaren
Wanneer de extruder door een open ruimte beweegt naar een nieuwe locatie om te printen, kan er wat filament uit het mondstuk sijpelen en aan het geprinte object hechten. Dit probleem wordt rijgen genoemd en zorgt ervoor dat uw afdrukken eruitzien alsof ze spinnenwebben hebben. Om rijgen te voorkomen, verlaagt u de afdruktemperatuur en controleert u of u de juiste instellingen voor het intrekken heeft (volledig artikel).
Laagverschuiving
Laagverschuiving is een fout bij 3D-printen waarbij de printer niet goed werkt en de lagen verkeerd plaatst. Lagen worden verkeerd van elkaar gepositioneerd, dit kan geleidelijk gebeuren of als één grote verplaatsing. Dit kan gebeuren door te hoge snelheid en mechanische of elektrische problemen.
Oververhitting
Oververhitting is een probleem bij 3D-printen waarbij het filament bij hoge temperatuur wordt geëxtrudeerd en dus niet op tijd kan afkoelen en de gewenste vorm behoudt. Oververhitting kan worden verholpen met de juiste afdruktemperaturen en laagventilatoren.
Olifantenpoot
Olifantenpoot beschrijft een 3D-printtekort waarbij de eerste laag van een 3D-geprint object iets groter is dan de rest. Soms veroorzaakt het gewicht van de bovenste lagen voldoende druk om de eerste laag uit te puilen als deze niet volledig is afgekoeld. De voet van de olifant kan worden vastgezet door het printbed waterpas te zetten, de temperatuur van het verwarmde bed te verlagen of een vlot aan het model toe te voegen (gerelateerd artikel).
3D-afdruktechnologieën
Stereolithografie (SLA)
Stereolithografie (SLA) is een populaire technologie voor 3D-printen. Deze technologie maakt gebruik van een laser om een lichtgevoelige hars laag voor laag uit te harden. SLA is een van de meest nauwkeurige 3D-printmethoden omdat het hoogwaardige details, nauwe maattoleranties en gladde oppervlakteafwerkingen biedt. Het nadeel is dat SLA meestal langzamer is, harsen kwetsbaar zijn en dat de componenten duur zijn. Voor sterkere afdrukken wordt nabewerking door UV-uitharding aanbevolen (gerelateerd artikel).
Digital Light Processing (DLP)
Digital Light Processing (DLP) is een 3D-printtechniek waarbij het licht van een gespecialiseerd projectiescherm wordt gebruikt om lichtgevoelige hars te laten stollen. DLP maakt een hele laag tegelijk, waardoor het sneller is dan SLA. Om de gewenste vorm te bereiken, stuurt een digitaal microspiegelapparaat (DMD) dat zich tussen de lichtbron en de hars bevindt het licht en creëert het het patroon van een laag.
Fused Deposition Modeling (FDM)
Fused Deposition Modeling (FDM) is de meest populaire additieve productiemethode. Het houdt in dat de 3D-printer wordt gevoed met een thermoplastisch filament dat wordt verwarmd tot voorbij de glasovergangstemperatuur. Vervolgens wordt het gesmolten filament laag voor laag op het printbed geëxtrudeerd. FDM-printers zijn goedkoper dan die van hars en kunnen een breed scala aan materialen gebruiken om mee te printen (gerelateerd artikel).
Selectief laser sinteren (SLS)
Selective Laser Sintering (SLS) is een snelle additieve fabricagemethode. Deze technologie creëert 3D-objecten door fijne polymeerpoederdeeltjes te sinteren. Nadat een roller een dun laagje poeder over het printbed heeft verspreid, verwarmt een laser het materiaal en smelt het samen. Wanneer een laag klaar is met printen, wordt het printbed neergelaten en wordt er een andere poederlaag gelegd om het proces voort te zetten. Deze methode vereist geen dragers omdat het poeder zelf als drager dient. Zodra de afdruk klaar is, moet u het ongesinterde poeder van het model verwijderen.
Selectief lasersmelten (SLM)
Selective Laser Melting (SLM) is een andere snelle additieve fabricagetechniek. Bij SLM wordt een laser gebruikt om het metaalpoeder te smelten en samen te smelten. Een roller verspreidt het metaalpoeder over het printbed en als de laser klaar is met het printen van de lagen, wordt het printbed verlaagd en wordt het proces herhaald. In tegenstelling tot SLS heeft SLM ondersteuningen nodig voor overhangen omdat het materiaal zwaarder is.
Elektronenbundelsmelten (EBM)
Electron Beam Melting (EBM) is een additieve fabricagetechnologie die wordt gebruikt om metalen onderdelen te printen. Het printproces vindt plaats in een vacuümkamer waar een hoogenergetische elektronenstraal het metaalpoeder versmelt om laag voor laag de gewenste onderdelen te creëren. Deze techniek is zeer snel en maakt de constructie van complexe en zeer resistente objecten mogelijk. EBM-machines en materialen zijn duur, dus deze technologie wordt meestal gebruikt door hoogwaardige industrieën.
Making van gelamineerde objecten (LOM)
Laminated Object Manufacturing (LOM) is een snel additief productieproces waarbij modellen worden gemaakt met behulp van papier, plastic of metaallaminaten. Het materiaal wordt achtereenvolgens met warmte en druk aan elkaar gelijmd en met een lasersnijder wordt de gewenste vorm van het object gesneden.
3D-afdruksoftware
Populaire CAD-software voor 3D-printen
Blender
Blender is gratis en open-source software die de volledige 3D-pijplijn ondersteunt. Het is een geweldig programma voor artistiek ontwerp, waarbij je meer geeft om de natuurlijke uitstraling van levensechte vormen dan om maatnauwkeurigheid. Omdat Python open source is, kunnen ontwikkelaars de API van Blender gebruiken om hun eigen tools te maken (volledige recensie).
ZBrush
ZBrush is de koning van digitaal beeldhouwen omdat het een immense en verfijnde selectie van beeldhouwborstels heeft. Deze software kan een zeer hoog aantal polygonen aan, waardoor ontwerpers ongelooflijk gedetailleerde modellen kunnen maken. Een betaald abonnement is vereist om het programma te gebruiken (volledige recensie).
SketchUp
SketchUp is browsergebaseerde 3D computerondersteunde ontwerpsoftware met gratis en betaalde versies. Het is geweldige software voor beginners die geïnteresseerd zijn in constructie en interieurontwerp, aangezien het een van de gemakkelijkste 3D CAD-modelleringsprogramma's is om aan de slag te gaan in de 3D-ontwerpwereld (volledige recensie).
Fusion360
Fusion360 is cloudgebaseerde 3D CAD-software voor productontwerp en productie. Het wordt het best gebruikt voor nauwkeurige modellering en daarom is het perfect voor functioneel 3D-printen waar exacte toleranties en specifieke hoeken vereist zijn. Voor professioneel gebruik moet je een abonnement betalen, maar het is gratis voor persoonlijke behoeften (volledige recensie).
FreeCAD
FreeCAD is gratis en open-source 3D parametrische modelleersoftware. Dit programma is bedoeld om modellen te ontwerpen voor mechanische doeleinden zoals nauwkeurige vervangingsonderdelen en uitgewerkte technische objecten. Aangezien FreeCAD volledig parametrisch is, wordt het niet aanbevolen voor het modelleren van organische vormen (volledige recensie).
SolidWorks
SolidWorks is populaire computerondersteunde ontwerpsoftware die als een industriestandaard voor engineering wordt beschouwd. Het is gericht op het parametrische ontwerp, dus organische modellering is niet erg praktisch met dit programma. SolidWorks is in de eerste plaats ontwikkeld om mechanische objecten te bouwen die mechanismen en samenstellingen integreren. Er is een betaalde licentie vereist om deze software te gebruiken (volledige recensie).
Tinkercad
Tinkercad is gratis browsergebaseerde 3D-ontwerpsoftware. Het is een geweldig hulpmiddel om kinderen kennis te laten maken met de wonderen van 3D-modellering, omdat het vrij eenvoudig is om de basisconcepten ermee te leren. In Tinkercad ontwerp je met behulp van een vooraf ingestelde catalogus met vormen die je opties beperkt, maar je kunt er nog steeds een aantal fantastische modellen mee maken (volledige recensie).
Populaire snijmachines voor 3D-printen
Cura
Cura is een zeer populaire gratis open-source slicing-applicatie voor 3D-printers. Dit is een eenvoudige en toegankelijke slicer voor zowel beginners als experts. Beginners zullen snel ontdekken hoe gemakkelijk het is om deze software te gebruiken met zijn vriendelijke, duidelijke interface en de aanbevolen vooraf ingestelde instellingen. Voor experts zijn er meer dan 400 instellingen die u kunt aanpassen om de gewenste resultaten te krijgen (bekijk slicer-vergelijking).
Vereenvoudig3D
Simplify3D is een betaald 3D-slicerprogramma. Vanwege de kosten wordt het meestal door professionals gebruikt voor commerciële doeleinden. Simplify3D geeft gebruikers de mogelijkheid om met meerdere processen te werken. U kunt verschillende parameters instellen voor verschillende objecten op het printbed en zelfs verschillende laaghoogtes voor hetzelfde model. Simplify3D is ook een snelle slicer en kan enorme bestanden importeren en in een mum van tijd weergeven (bekijk slicer-vergelijking).
KISSlicer
KISSlicer is een slicing-applicatie voor 3D-printers met zowel een gratis als een betaalde versie. De meeste makers zullen merken dat de gratis versie aan hun behoeften voldoet, maar sommigen willen misschien meer geavanceerde instellingen in de Pro-versie, zoals dubbele extrusie-opties. Deze snijmachine is gebruiksvriendelijk en heeft toch veel geavanceerde snijfuncties voor kwaliteitsafdrukken.
Slic3r
Slic3r is een uitstekende gratis en open source slicing-software voor 3D-printers. Deze slicer is beter geschikt voor experts omdat hij veel te veel instellingen en experimentele functies heeft. Slic3r is een allround programma dat alles kan oppikken wat je erop gooit, het kan zelfs worden gebruikt voor SLA-afdrukken.
OctoPrint
OctoPrint is een gratis en open-source externe 3D-printercontrollertoepassing. Met een WiFi-apparaat, zoals een Raspberry Pi, aangesloten op de 3D-printer, krijg je volledige controle over je prints via een webbrowser of handheld-apparaat. Bovendien kan OctoPrint STls-bestanden snijden omdat CuraEngine is geïntegreerd.
PrusaSlicer
PrusaSlicer is een gratis open-source software gebaseerd op Slic3r. Dit programma biedt drie gebruiksmodi:beginner, gevorderd en expert. Deze modi in combinatie met de duidelijke en eenvoudige gebruikersinterface maken de software gebruiksvriendelijk. Deze feature-rijke software kan worden gebruikt voor zowel FDM- als harsprinters (bekijk slicer-vergelijking).
Bestandsindelingen

STL
STL is het meest gebruikte bestandsformaat bij 3D-printen. Wanneer het modelleringsproces is voltooid, wordt het object opgeslagen als een STL-bestand, waarin de informatie over het 3D-model wordt opgeslagen als een netwerk van mozaïekvormige driehoeken.
De meeste 3D-printers kunnen STL's niet rechtstreeks interpreteren, dus het bestand wordt vóór het afdrukken omgezet in G-code. STL-bestanden bevatten alleen informatie over de oppervlaktegeometrie van een 3D-model. Er is geen informatie over kleur, textuur en het controleert ook niet de geometriestabiliteit van het object, wat tot fouten kan leiden.
G-code
3D-printers (en de meeste CNC-machines) lezen G-code om instructies te krijgen voor het afdrukken van een model. G-code geeft achtereenvolgens alle commando's (extrusiebewegingen, temperatuur, ventilatoren, snelheid, enz.) die de 3D-printer zal uitvoeren om het gewenste model af te drukken.
OBJ
OBJ is een ander populair bestandsformaat dat wordt gebruikt om een project op te slaan wanneer het modelleringsproces voorbij is. OBJ kan de oppervlaktegeometrie, kleur en textuur van een model opslaan. Met OBJ kun je gladdere oppervlakken krijgen omdat er verschillende soorten polygonen kunnen worden gebruikt.
AMF
AMF was bedoeld om STL te vervangen als het belangrijkste bestandsformaat in 3D-printen. AMF is ontworpen om sneller te zijn en biedt native ondersteuning voor bestandsspecificaties zoals oppervlaktegeometrie, kleur, materiaal en oriëntatie. AMF wordt echter niet universeel ondersteund in de 3D-printindustrie.
3MF
3MF is een open-source bestandsformaat voor additive manufacturing dat aan populariteit wint in de 3D-printindustrie. 3MF is zeer nauwkeurig en kan naast alle relevante informatie over een model (oppervlaktegeometrie, kleur en textuur) productiegegevens opslaan, zoals slicerinstellingen. Deze bestanden zijn meestal foutloos en klaar om af te drukken.
VRML en X3D
VRML en zijn opvolger X3D zijn standaardbestandsindelingen die worden gebruikt om interactieve 3D-wereldobjecten op internet weer te geven. Binnen deze bestanden kunnen oppervlaktegeometrie, kleur en textuur worden gespecificeerd. Sommige slicers kunnen deze bestandsindelingen rechtstreeks lezen.
DWG
DWG (tekening) is een eigen binair bestandsformaat dat alle gegevens over een CAD-project bevat. DWG is het oorspronkelijke formaat voor verschillende CAD-software en wordt meestal gebruikt door ingenieurs, ontwerpers en architecten.
F3D
F3D is de oorspronkelijke bestandsindeling die door Fusion360 wordt gebruikt om lokale archieven van modellen, ontwerpen en activa op te slaan.
DXF
DXF is een CAD-gegevensbestandsformaat ontwikkeld door Autodesk. DXF is gemaakt om gegevensinteroperabiliteit tussen AutoCAD en andere software mogelijk te maken.
STAP
Het STEP-bestandsformaat wordt gebruikt voor interoperabiliteit tussen alle CAD-programma's. Dit open-source bestandsformaat kan elke vorm nauwkeurig beschrijven met behulp van wiskundige representaties van 3D-geometrie (NURBS).
ZAT
SAT-bestanden slaan 3D-geometriegegevens op in een standaard tekstbestandsformaat. Het formaat wordt ondersteund door veel 3D CAD-software, zodat het kan worden gebruikt voor interoperabiliteit en wordt opgeslagen in het ACIS solide modelleringsformaat van Spatial.
X3G
X3G is een toolpath-bestandsformaat ontwikkeld door MakerBot. Het is een vereenvoudigd en efficiënt alternatief voor G-code dat gemakkelijker te hanteren is door MakerBot-printers.
Bekijk onze sectie met aanbevolen producten

We hebben een sectie met aanbevolen producten gemaakt waarmee u het giswerk kunt verwijderen en de tijd kunt verminderen die u besteedt aan het onderzoeken van welke printer, filament of upgrades u moet krijgen, omdat we weten dat dit een zeer ontmoedigende taak kan zijn en over het algemeen tot veel verwarring leidt .
We hebben slechts een handvol 3D-printers geselecteerd die we goed vinden voor zowel beginners als gevorderden, en zelfs experts, waardoor de beslissing gemakkelijker wordt, en de filamenten, evenals de vermelde upgrades, zijn allemaal door ons getest en zorgvuldig geselecteerd , zodat u weet dat welke u ook kiest, zal werken zoals bedoeld.
3d printen
- ULTEM &PEEK:de ultieme gids voor hoogwaardige 3D-afdrukmaterialen
- 6 manieren om de kosten van 3D-printen te verlagen
- De rol van nesten in 3D-printen van polymeren
- De zekering 1 afdrukken met de zekering 1
- Het verleden blootleggen met 3D-printen
- 3D-printen in ontwikkelingslanden
- 3D-printen:de 3 grootste misvattingen
- De toekomst van de productie van 3D-printen is een niche
- De toekomst van 3D-printen in de maakindustrie
- Is 3D-printen de toekomst van productie?
- Verklarende woordenlijst met betrekking tot het milieu