


Wat is SLA 3D-printen?
In deze inleiding tot stereolithografie (SLA) behandelen we de basisprincipes van het proces om te bepalen of het geschikt is voor uw specifieke toepassing. Na het lezen van dit artikel ben je bekend met alle belangrijke aspecten van SLA 3D printen.
Als u geïnteresseerd bent in de SLA-afdrukprocessen van Hubs, bekijk dan onze SLA-mogelijkheden.
Wat is stereolithografie?
Stereolithografie (SLA) is een additief productieproces dat behoort tot de familie van fotopolymerisatie in het vat. Ook bekend als 3D-printen met hars, zijn er drie belangrijke 3D-printtechnologieën die verband houden met btw-polymerisatie:SLA, DLP en LCD. De drie technologieën gebruiken allemaal een lichtbron om een fotopolymeerhars uit te harden, maar met de volgende verschillen:
-
Stereolithografie (SLA) gebruikt UV-lasers als lichtbron om een polymeerhars selectief uit te harden.
-
Digital Light Processing (DLP) gebruikt een digitale projector als UV-lichtbron om een harslaag uit te harden.
-
Liquid crystal display (LCD) gebruikt een LCD-displaymodule voor het projecteren van specifieke lichtpatronen.
SLA is een van de meest gebruikte vatfotopolymerisatietechnologieën. Het wordt gebruikt om objecten te creëren door een polymeerhars laag voor laag selectief uit te harden met behulp van een ultraviolette (UV) laserstraal. De materialen die in SLA worden gebruikt, zijn lichtgevoelige thermohardende polymeren die in vloeibare vorm worden geleverd.
SLA, gepatenteerd in 1986, was de eerste 3D-printtechnologie. En zelfs vandaag de dag is SLA nog steeds de meest kosteneffectieve 3D-printtechnologie die beschikbaar is wanneer onderdelen met een zeer hoge nauwkeurigheid of een gladde oppervlakteafwerking nodig zijn. De beste resultaten worden bereikt wanneer de ontwerper profiteert van de voordelen en beperkingen van het fabricageproces.
Waar moet u op letten:hoe print u zeer gedetailleerde onderdelen met SLA?
Hier is een korte video waarin u in ongeveer 10 minuten alles leert wat u moet weten om aan de slag te gaan met SLA 3D-printen.
Hoe werkt SLA 3D-printen?
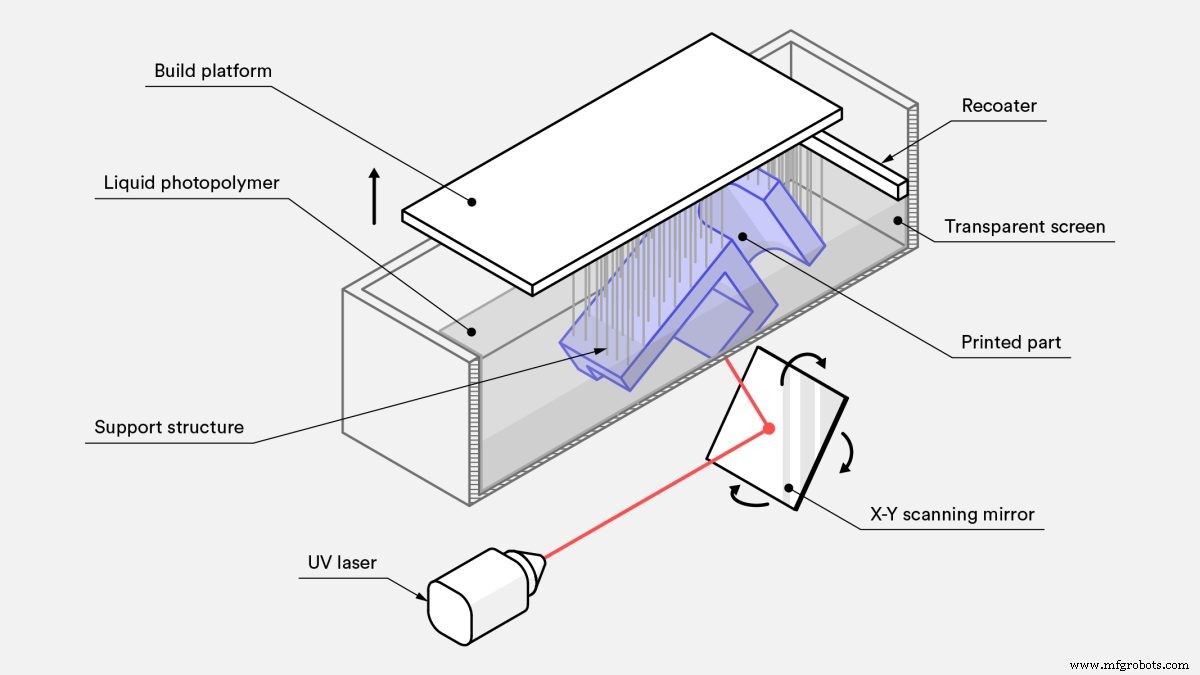
-
SLA 3D-printen werkt door het bouwplatform eerst in de tank met vloeibaar fotopolymeer te plaatsen, op een afstand van één laaghoogte voor het oppervlak van de vloeistof.
-
Een UV-laser creëert de volgende laag door de fotopolymeerhars selectief uit te harden en te stollen.
-
Tijdens het stollingsgedeelte van het fotopolymerisatieproces worden de monomeerkoolstofketens waaruit de vloeibare hars bestaat geactiveerd door het licht van de UV-laser en worden ze vast, waardoor sterke onbreekbare bindingen tussen elkaar ontstaan.
-
De laserstraal wordt gefocusseerd in een vooraf bepaald pad met behulp van een set spiegels, galvo's genaamd. Het hele dwarsdoorsnede-oppervlak van het model wordt gescand, zodat het geproduceerde onderdeel volledig solide is.
-
Na het printen is het onderdeel in een niet-volledig uitgeharde staat. Het vereist verdere nabewerking onder UV-licht als zeer hoge mechanische en thermische eigenschappen vereist zijn.
Het fotopolymerisatieproces is onomkeerbaar en er is geen manier om de SLA-onderdelen terug in hun vloeibare vorm om te zetten. Door deze SLA-onderdelen te verwarmen, zullen ze verbranden in plaats van smelten. Dit komt omdat de materialen die met SLA worden geproduceerd zijn gemaakt van thermohardende polymeren, in tegenstelling tot de thermoplasten die fused deposition modeling (FDM) gebruikt.
Wat zijn de afdrukparameters van SLA-afdrukken?
De meeste afdrukparameters in SLA-systemen zijn vastgelegd door de fabrikant en kunnen niet worden gewijzigd. De enige invoer is de laaghoogte en de oriëntatie van het onderdeel (de laatste bepaalt de ondersteuningslocatie).
Laaghoogte :Bereik tussen 25 en 100 micron. Lagere laaghoogtes leggen gebogen geometrieën nauwkeuriger vast, maar verhogen de bouwtijd en -kosten - en de kans op een mislukte afdruk. Een laaghoogte van 100 micron is geschikt voor de meest voorkomende toepassingen.
Opbouwgrootte: Dit is een andere parameter die belangrijk is voor de ontwerper. De bouwgrootte is afhankelijk van het type SLA-machine. Er zijn twee belangrijke SLA-machineconfiguraties:de top-down-oriëntatie en de bottom-up-oriëntatie:
-
Top-down printers plaats de laserbron boven de tank en het onderdeel is naar boven gericht. Het bouwplatform begint helemaal bovenaan het harsvat en gaat na elke laag naar beneden.
-
Van onderaf printers plaatsen de lichtbron onder de harstank (zie afbeelding hierboven) en het onderdeel wordt ondersteboven opgebouwd. De tank heeft een transparante bodem met een siliconencoating die het licht van de laser doorlaat, maar voorkomt dat de uitgeharde hars eraan blijft plakken. Na elke laag wordt de uitgeharde hars losgemaakt van de bodem van de tank, terwijl het bouwplatform omhoog beweegt. Dit wordt de peelingstap genoemd.
De bottom-up-oriëntatie wordt voornamelijk gebruikt in desktopprinters, zoals Formlabs, terwijl de top-down-oriëntatie over het algemeen wordt gebruikt in industriële SLA-systemen. Bottom-up SLA-printers zijn gemakkelijker te produceren en te bedienen, maar hun bouwgrootte is beperkt. Dit komt omdat de krachten die tijdens het afpellen op het onderdeel worden uitgeoefend, ertoe kunnen leiden dat de afdruk mislukt. Aan de andere kant kunnen top-down printers opschalen naar zeer grote buildformaten zonder groot verlies aan nauwkeurigheid. De geavanceerde mogelijkheden van deze systemen brengen hogere kosten met zich mee.
De volgende tabel vat de belangrijkste kenmerken en verschillen van de twee oriëntaties samen:
| Bottom-up (desktop) SLA | Top-down (industriële) SLA | |
|---|---|---|
| Voordelen | + Lagere kosten + Op grote schaal beschikbaar | + Zeer grote bouwgrootte + Snellere bouwtijden |
| Nadelen | - Kleine bouwgrootte - Kleiner materiaalbereik - Vereist meer nabewerking vanwege uitgebreid gebruik van ondersteuning | - Hogere kosten - Vereist gespecialiseerde operator - Bij het wisselen van materiaal wordt de hele tank geleegd |
| Populaire fabrikanten van SLA-printers | Formlabs | 3D-systemen |
| Opbouwgrootte | Tot 145 x 145 x 175 mm | Tot 1500 x 750 x 500 mm |
| Typische laaghoogte | 25 tot 100 µm | 25 tot 150 µm |
| Dimensionale nauwkeurigheid | ± 0,5% (ondergrens:± 0,010–0,250 mm) | ± 0,15% (ondergrens ± 0,010–0,030 mm) |
Wat zijn de kenmerken van SLA 3D-printen?
De belangrijkste kenmerken van SLA 3D-printen zijn de benodigde draagstructuur, krulling en laaghechting.
Ondersteunende structuren
In SLA is altijd een ondersteunende structuur vereist. Draagconstructies worden in hetzelfde materiaal als het onderdeel bedrukt en moeten na het printen handmatig worden verwijderd. De oriëntatie van het onderdeel bepaalt de locatie en de hoeveelheid ondersteuning. Het wordt aanbevolen om het onderdeel zo te oriënteren dat visueel kritische oppervlakken niet in contact komen met de ondersteunende structuren.
Bottom-up en top-down SLA-printers gebruiken de ondersteuning verschillend:
-
Top-down SLA-printers: Supportvereisten zijn vergelijkbaar met die voor FDM . Ze zijn nodig om overhangen en bruggen nauwkeurig te printen (de kritische overhanghoek is meestal 30o). Het onderdeel kan in elke positie worden georiënteerd en wordt meestal plat bedrukt om de hoeveelheid ondersteuning en het totale aantal lagen te minimaliseren.
-
Bottom-up SLA-printers: Ondersteuningsvereisten kunnen complexer zijn. Overhangen en bruggen moeten nog steeds worden ondersteund, maar het minimaliseren van de dwarsdoorsnede van elke laag is het meest cruciale criterium:de krachten die op het onderdeel worden uitgeoefend tijdens de afpelstap kunnen ertoe leiden dat het losraakt van het bouwplatform. Deze krachten zijn evenredig met de dwarsdoorsnede van elke laag. Om deze reden zijn onderdelen onder een hoek georiënteerd en is het verminderen van ondersteuning geen primaire zorg.


Curling
Een van de grootste problemen met betrekking tot de nauwkeurigheid van onderdelen die via SLA worden geproduceerd, is curling. Curling is vergelijkbaar met warping in FDM.
Tijdens het uithardingsproces krimpt de hars enigszins bij blootstelling aan de lichtbron van de printer. Wanneer de krimp aanzienlijk is, ontwikkelen zich grote interne spanningen tussen de nieuwe laag en het eerder gestolde materiaal, wat resulteert in het krullen van het onderdeel.
Ondersteuning is belangrijk om risicovolle delen van een afdruk aan de bouwplaat te helpen verankeren en de kans op omkrullen te verkleinen. Gedeeltelijke oriëntatie en het beperken van grote vlakke lagen is ook belangrijk. Te hard uitharden (bijvoorbeeld door het onderdeel na het printen aan direct zonlicht bloot te stellen) kan ook krullen veroorzaken.
De beste manier om curling te voorkomen, is door er tijdens het ontwerpproces rekening mee te houden. Vermijd waar mogelijk grote dunne en vlakke delen, of voeg een structuur toe om te voorkomen dat het onderdeel gaat krullen.
Laaghechting
SLA-geprinte onderdelen hebben isotrope mechanische eigenschappen. Dit komt omdat een enkele UV-lasergang niet voldoende is om de vloeibare hars volledig uit te harden. Latere laserpassages helpen eerder gestolde lagen in zeer hoge mate samen te smelten. Het uitharden gaat zelfs door nadat het drukproces is voltooid.
Om de beste mechanische eigenschappen te bereiken, moeten SLA-onderdelen nagehard worden door ze in een uithardingsdoos onder intens UV-licht (en soms bij verhoogde temperaturen) te plaatsen. Dit verbetert de hardheid en temperatuurbestendigheid van het SLA-onderdeel aanzienlijk, maar maakt het brozer. De resultaten van het na-uithardingsproces betekenen:
-
Teststukken van onderdelen bedrukt in standaard doorzichtige hars met behulp van een desktop SLA-printer hebben bijna twee keer zoveel treksterkte na uitharding (65 MPa vergeleken met 38 MPa).
-
Onderdelen kunnen onder belasting werken bij hogere temperaturen (bij een maximale temperatuur van 58ºC vergeleken met 42ºC).
-
De rek bij breuk is bijna de helft (6,2% tov 12%).
Het in de zon laten liggen van het SLA-geprinte deel kan ook leiden tot uitharding. Hoewel spraycoating met een heldere UV-acrylverf vóór gebruik ten zeerste wordt aanbevolen, omdat langdurige blootstelling aan UV-licht een nadelig effect heeft op de fysieke eigenschappen en het uiterlijk van SLA-onderdelen - ze kunnen krullen, broos worden of van kleur veranderen.
Samenvatting van de belangrijkste kenmerken van SLA 3D-printen
De belangrijkste kenmerken van SLA zijn samengevat in de onderstaande tabel:
| Stereolithografie (SLA) | |
|---|---|
| Materialen | Fotopolymeerharsen (thermoharders) |
| Dimensionale nauwkeurigheid | ± 0,5% (ondergrens:±0,10 mm) – desktop ± 0,15% (ondergrens ± 0,01 mm) – industrieel |
| Typische bouwgrootte | Tot 145 x 145 x 175 mm – desktop Tot 1500 x 750 x 500 mm – industrieel |
| Gemeenschappelijke laagdikte | 25–100 µm |
| Ondersteuning | Altijd vereist (essentieel voor het produceren van een nauwkeurig onderdeel) |
Welke materialen worden gebruikt voor SLA-afdrukken?
SLA-materialen komen in de vorm van vloeibare harsen, die kunnen worden gekozen op basis van het eindgebruik van het onderdeel, bijvoorbeeld thermische weerstandseigenschappen, een gladde oppervlakteafwerking of slijtvastheid. Als zodanig varieert de prijs van de hars sterk, van ongeveer $ 50 per liter voor het standaardmateriaal, tot $ 400 per liter voor speciale materialen, zoals de gietbare of tandheelkundige hars. Industriële systemen bieden een breder scala aan materialen dan desktop SLA-printers, waardoor de ontwerper meer controle heeft over de mechanische eigenschappen van het geprinte onderdeel.
SLA-materialen (thermosets) zijn brosser dan de materialen geproduceerd met FDM of SLS (thermoplasten) en om deze reden worden SLA-onderdelen meestal niet gebruikt voor functionele prototypen die een aanzienlijke belasting zullen ondergaan. Vooruitgang in materialen kan dit in de nabije toekomst veranderen.
De volgende tabel geeft een overzicht van de voor- en nadelen van de meest gebruikte harsen.
| Materiaal | Kenmerken |
|---|---|
| Standaard hars | + Gladde oppervlakteafwerking - Relatief broos |
| Hoog detail hars | + Hogere maatnauwkeurigheid - Hogere prijs |
| Heldere hars | + Transparant materiaal - Vereist nabewerking voor een zeer duidelijke afwerking |
| Gietbare hars | + Gebruikt voor het maken van malpatronen + Laag aspercentage na burn-out |
| Taaie of duurzame hars | + ABS-achtige of PP-achtige mechanische eigenschappen - Lage thermische weerstand |
| Hars voor hoge temperaturen | + Temperatuurbestendigheid + Gebruikt voor spuitgieten en thermovormen gereedschap |
| Tandhars | + Biocompatibel+ Hoge slijtvastheid- Hoge kosten |
| Flexibele hars | + Rubberachtig materiaal- Lagere maatnauwkeurigheid |
Wat zijn de opties voor SLA-nabewerking?
SLA onderdelen kunnen zeer hoogwaardig afgewerkt worden door middel van diverse nabewerkingsmethoden, zoals schuren en polijsten, spraycoaten en aflakken met een minerale olie. Lees voor meer informatie ons uitgebreide artikel over nabewerking van SLA-onderdelen.

Wat zijn de voordelen van SLA 3D-printen?
-
SLA kan onderdelen produceren met een zeer hoge maatnauwkeurigheid en met ingewikkelde details.
-
SLA-onderdelen hebben een zeer gladde oppervlakteafwerking, waardoor ze ideaal zijn voor visuele prototypes.
-
Er zijn speciale SLA-materialen beschikbaar, zoals heldere, flexibele en gietbare harsen.
Wat zijn de nadelen van SLA 3D-printen?
-
SLA-onderdelen zijn over het algemeen bros en niet geschikt voor functionele prototypes.
-
De mechanische eigenschappen en het uiterlijk van SLA-onderdelen zullen na verloop van tijd verslechteren wanneer de onderdelen worden blootgesteld aan zonlicht.
-
Ondersteuningsstructuren zijn altijd vereist en nabewerking is nodig om de zichtbare sporen op het SLA-onderdeel te verwijderen.
Wat zijn de beste tips en trucs van Hubs voor SLA 3D-printen?
Is SLA 3D-printen de juiste productieoplossing voor uw onderdelen of producten? Dit zijn onze vuistregels:
-
SLA 3D-printen is het meest geschikt voor het produceren van visuele prototypes met zeer gladde oppervlakken en zeer fijne details van een reeks thermohardende materialen.
-
Desktop SLA is ideaal voor het vervaardigen van kleine spuitgegoten onderdelen tegen een betaalbare prijs. Denk "kleiner dan een vuist".
-
Industriële SLA-machines kunnen zeer grote onderdelen produceren, tot wel 1500 x 750 x 500 mm).
Meer weten? Lees onze complete gids voor 3D-printen.
3d printen
- Wat is multi-materiaal 3D-printen?
- Wat is Binder Jet 3D-printen?
- Wat veroorzaakt rijgen bij 3D-printen?
- Wat is Robocasting in 3D-printen?
- Wat rinkelt bij 3D-printen?
- Wat is fotopolymerisatie bij 3D-printen?
- Wat is een 3D Printing Marketplace?
- Wat is btw-polymerisatie in 3D-printen?
- Wat is een 'weg' in 3D-printen?
- Wat is de grafische industrie?
- Wat is 3D-printen met hars?