


Je sterkste onderdelen met 3D-printen van koolstofvezel – Isotropische vulling, deel 1
Update:als je meer wilt weten over hoe verschillende vullingen je rol op verschillende manieren kunnen versterken en over de wetenschap erachter, kom dan op 21 juni om 11 uur EDT naar een webinar (registreer je hier)!
Opmerking van de schrijver:dit is de eerste van een tweedelige post over het gebruik van Eiger's Isotropic Fiber-vulpatroon om extreem sterke onderdelen te maken met een Mark Two. In dit bericht gaan we bekijken hoe we de lay-uppatronen met hoge sterkte van traditionele composieten kunnen benaderen met een Markforged-printer. In de vervolgpost bespreken we hoe u deze strategieën kunt gebruiken voor maximale sterkte in uw versterkte delen. We gaan in dit bericht wat technischer worden dan we normaal doen in onze blog, maar we zullen het rustig aan doen met de terminologie (we hebben een korte Composites Terminology Glossary toegevoegd), en we denken dat je het zult waarderen een meer diepgaand inzicht in hoe effectief te ontwerpen voor composietversterkt, zeer sterk 3D-printen.
Een samengestelde achtergrond
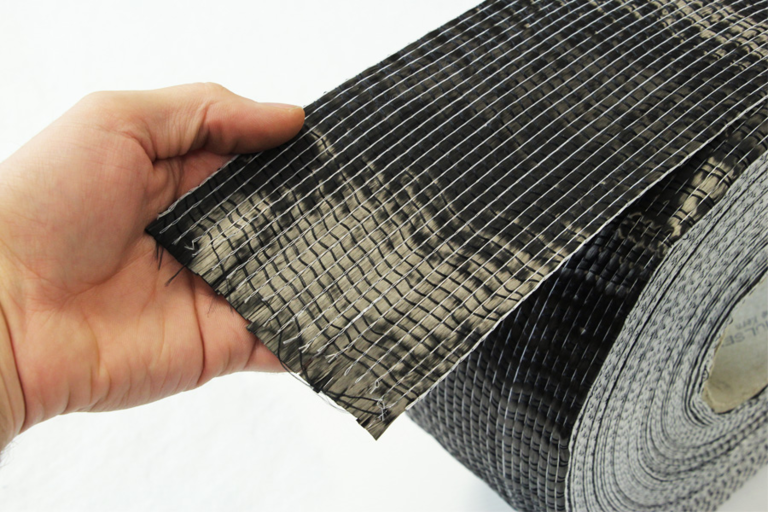
Markforged's 3D-printers met doorlopende strengen stellen onze klanten in staat om industriële 3D-geprinte onderdelen te creëren, versterkt met composietvezels om eigenschappen te produceren die vergelijkbaar zijn met quasi-isotrope composietlaminaten, in een sterk geautomatiseerd 3D-printsysteem. Quasi-isotrope 3D-geprinte onderdelen hebben verschillende materiaaleigenschappen langs verschillende assen, en door de vezeloriëntatie in onze Eiger-slicing-software te variëren, kunt u sterke onderdelen ontwerpen die bestand zijn tegen specifieke laadtoepassingen waaraan het onderdeel kan worden blootgesteld.

De eigenschappen van isotroop materiaal* met hoge sterkte maken het ontwerpen van technische onderdelen eenvoudig - als een materiaal in alle richtingen dezelfde eigenschappen heeft, is het maken van een onderdeel dat sterk genoeg is voor een beoogde toepassing niets meer dan een kwestie van geometrie. In het geval dat materiaaleigenschappen zullen verschillen over verschillende assen (zoals het geval is bij 3D-printen), is een quasi-isotroop* materiaal de op één na beste optie, aangezien er langs slechts één as een sterkteverschil is waarmee rekening moet worden gehouden en het veel minder tijd en ontwerpwerk om de sterkte van het onderdeel te optimaliseren dan met een volledig anisotroop* materiaal. Zie de algemene terminologie voor de oriëntatie van composietmateriaaleigenschappen hieronder voor een diepere bespreking van variaties in materiaaleigenschappen. Merk op dat voor het gemak, en met dien verstande dat alle 3D-geprinte onderdelen verschillende materiaaleigenschappen zullen hebben in de Z-richting (de as loodrecht op het printbedvlak), Markforged de 'quasi-' heeft laten vallen van quasi-isotroop bij het beschrijven van onze 'Isotropische Vezel' vultype.
Verklarende woordenlijst samengestelde terminologie
- Isotrope materialen — uniforme materiaaleigenschappen hebben in alle richtingen, ongeacht de materiaal- of waarnemingsoriëntatie. De meeste (maar niet alle) metalen hebben doorgaans zeer isotrope eigenschappen.
- Anisotropie — een algemene toestand van directioneel afhankelijke eigenschappen. Een materiaal dat als anisotroop wordt gekenmerkt, demonstreert niet de eigenschap isotroop te zijn, maar een dergelijke algemene classificatie biedt geen informatie over hoe of langs welke assen het materiaal richtingsafhankelijk is. Het levende scharniergedeelte dat we eerder hebben gedemonstreerd, is een goed voorbeeld, omdat het buigelementen en stijvere, met Kevlar versterkte delen bevat.
- Orthotrope materialen — zoals hout, eigenschappen vertonen die verschillen langs drie onderling orthogonale (in een hoek van 90 graden ten opzichte van elkaar) assen. Hout is een goed voorbeeld omdat het de neiging heeft om gemakkelijk langs de nerflijnen te splijten, maar moeilijk te zagen of te splijten in andere richtingen.
- Quasi-isotrope materialen — vaak benaderende of isotrope materialen in twee assen, maar hebben verschillende eigenschappen in een derde richting. Dit is een nauwkeurige algemene beschrijving van Markforged 3D-geprinte onderdelen die het 'Isotrope Vezel'-versterkingspatroon bevatten, meestal zonder rekening te houden met de waarden die worden gebruikt in de eigenschap 'Vezelhoeken' die hieronder wordt beschreven.
- Transversale isotrope materialen — zijn een subset van quasi-isotrope materialen, en verwijzen specifiek naar materialen waarin isotropie optreedt in het dwarsvlak van een onderdeel (denk aan uniforme eigenschappen in elke laag — het XY-vlak — van een 3D-geprint onderdeel), met verschillende materiaaleigenschappen langs een enkele as (de Z-as in een 3D-geprint onderdeel). Met een Markforged 3D-printer komt dit zeer dicht in de buurt bij gebruik van het Isotropische Vezelopvulpatroon en de standaard 'Vezelhoeken'-waarden die hieronder worden beschreven.
Traditionele thermohardende composieten (de meeste consumententoepassingen van koolstofvezel gebruiken dit type composiet) zijn gemaakt van tientallen tot duizenden gestapelde lagen unidirectioneel composietmateriaal (vaak in de vorm van geweven stof of unidirectionele tape) georiënteerd in een patroon van verschillende richtingen; composietontwerpers gebruiken een nomenclatuurstructuur in de vorm van een 'oriëntatiecode' om een vereenvoudigde manier te bieden om deze herhalende patronen te beschrijven. Elke opeenvolgende laag wordt over het algemeen over een bepaalde hoek (vaak 45 graden) gedraaid ten opzichte van de onderliggende laag, en aangezien de composietvezels waaruit het geweven doek in elke laag bestaat, het sterkst zijn in hun trekrichting, produceert het draaien van het doek elke laag een onderdeel met een veel hogere multidirectionele bulksterkte en stijfheid dan wanneer het doek op elke laag in dezelfde richting was gelegd.
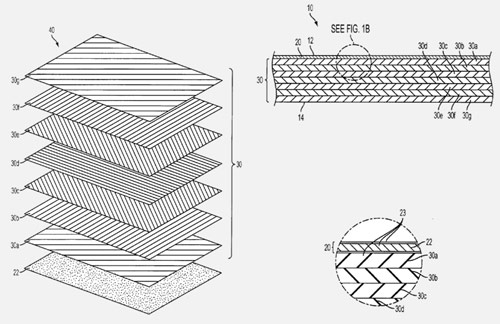
Een geweldige inleiding over samengestelde oriëntatiecodes is te vinden in deze presentatie van de US Naval Academy. Een traditionele oriëntatiecode wordt beschreven door een reeks hoeken tussen vierkante haken en gescheiden door schuine strepen, om de verschillende hoeken aan te duiden die worden gebruikt in een bepaalde samengestelde lay-upstrategie. Het standaard Isotrope Vezelvulpatroon van Eiger gebruikt bijvoorbeeld een oriëntatiecode van [0/45/90/135], wat betekent dat de eerste laag vezelversterking wordt afgedrukt in een unidirectioneel patroon onder een hoek van 0 graden met de horizontaal. De tweede laag vezel wordt 45 graden van de horizontaal gedraaid en deze reeks gaat door totdat de code is voltooid, waarna het patroon opnieuw begint vanaf de horizontale. Eiger biedt onze klanten ook de mogelijkheid om volledig op maat gemaakte oriëntatiecodes te ontwikkelen, van elke herhalende lengte. Merk op dat hoewel elke individuele laag een hoge mate van anisotropie bevat, met een veel hogere sterkte in de richting langs de lengte van de individuele composietvezels, de toevoeging van meerdere lagen composiet met roterende richting snel sterkte in meerdere richtingen toevoegt, wat resulteert in in een deel dat isotroop is als een bulkentiteit.
Verbeterde mogelijkheden
De Mark Two 3D-printer is ontworpen om robuust vezelversterkte onderdelen te produceren met 15x kleinere geometrieën dan de Mark One, maar onze geüpgradede software-algoritmen geven hem ook aanzienlijk verbeterde mogelijkheden om versterkte onderdelen te maken met quasi-isotrope eigenschappen van hoge sterkte met behulp van onze ' Isotrope vezel' vultype.
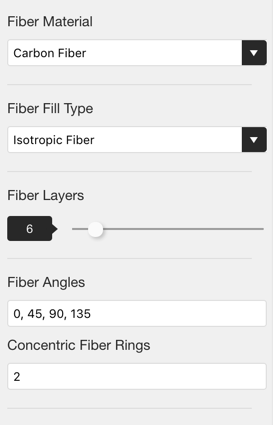
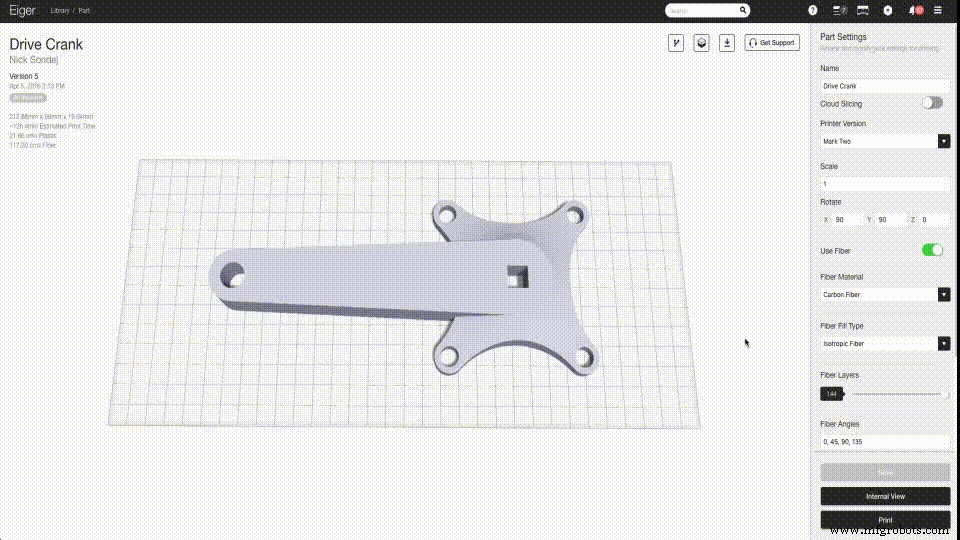
U ziet in de afbeelding hierboven, van het externe 'Gedeeltelijke weergave'-vezelconfiguratiepaneel in Eiger, dat er een invoervak is voor 'Vezelhoeken'. Dit is een weergave van de hierboven genoemde oriëntatiecode en is een manier om snel de hoogwaardige bulkmateriaaleigenschappen van een vezelversterkt onderdeel in Eiger te beheersen. De standaard [0/45/90/135]-code die Eiger gebruikt, produceert een transversaal isotroop onderdeel (zie het terminologievak hierboven) als je elke laag van het onderdeel versterkt met de Isotrope vezelvulling. Om een oriëntatiecode in Eiger in te voeren, typt u eenvoudig de hoeken van de verschillende vezeloriëntaties die u in uw patroon wilt hebben in het vak 'Vezelhoek', gescheiden door komma's zoals in de afbeelding hierboven.
Dankzij de verbeterde algoritmen voor het routeren van vezels kan de Mark Two ook Isotropic Fiber-vulling printen met Markforged koolstofvezelfilament en onze nieuwe High Strength, High Temperature (HSHT) glasvezelfilament - opties die niet beschikbaar waren met de Mark One vanwege technische beperkingen. Het algoritme zelf is geüpdatet ten opzichte van zijn Mark One-tegenhanger - als u Eiger's 2D Internal View gebruikt om een laag met isotrope vezelvulling te bekijken die is gesneden voor de Mark Two, zult u merken dat het nieuwe algoritme een hybride vultype mogelijk maakt, met concentrische ringen op de buitenkant van het onderdeel en isotrope vulling bij de gespecificeerde oriëntatiehoekvulling in het interne gebied van het onderdeel. Dit levert een onderdeel op met een verbeterde uitwendige oppervlakteafwerking, met behoud van een hoge algehele sterkte en stijfheid inwendig. Met behulp van deze strategie kunnen de absoluut sterkste onderdelen worden bereikt door 3D-printen van koolstofvezel.
Fijnere controle voor de sterkste delen
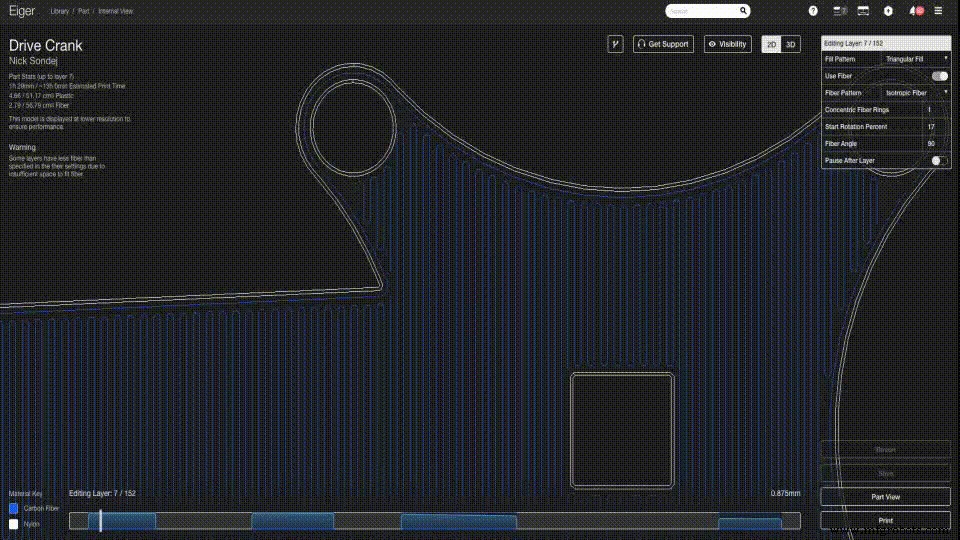
De vezelparameters van de externe weergave zijn goed voor snelle wapening, maar als u meer controle wilt over de sterkte van uw onderdelen, kunt u ook de oriëntatiecodes van specifieke laaggroepen bewerken in de 3D interne weergave van een onderdeel in Eiger. Selecteer om te beginnen een onderdeel uit uw Eiger-bibliotheek en ga naar de interne weergave, die u standaard naar de 3D-weergave brengt.
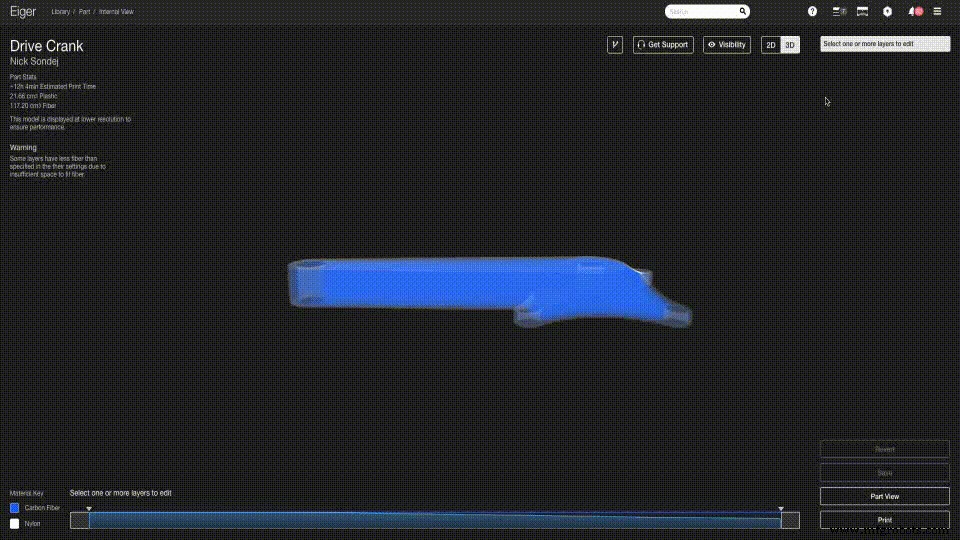
Eenmaal binnen de interne 3D-weergave, selecteert u een reeds bestaande vezellaaggroep in de lagenbalk door erop te klikken.
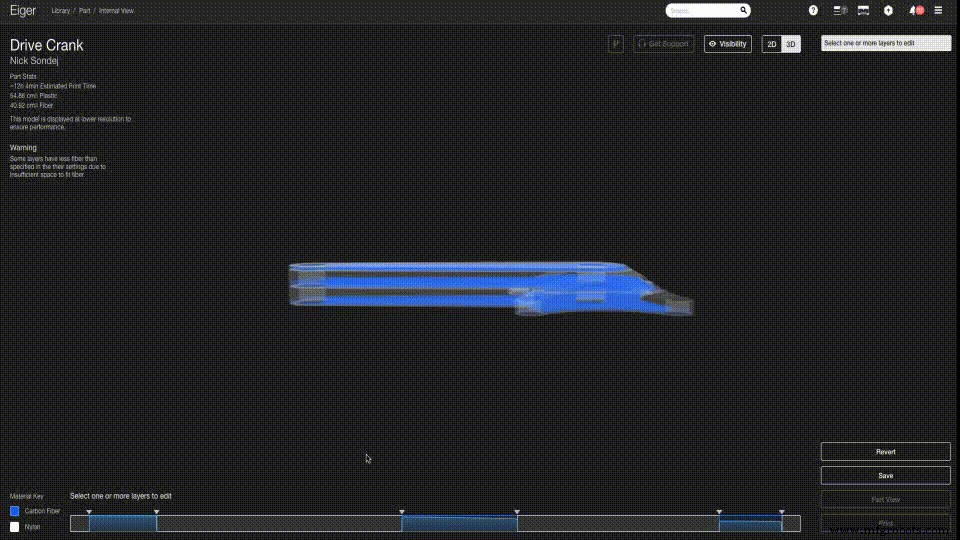
Om een nieuwe groep aan te maken, klikt u op de lagenbalk aan het begin- of eindpunt van de gewenste groep en houdt u de muisknop ingedrukt terwijl u over de gewenste lagen in de groep sleept. Klik vervolgens op 'Wijzigingen toepassen' in het controlevenster van de rechterbovenhoek om de nieuwe groep aan te maken.
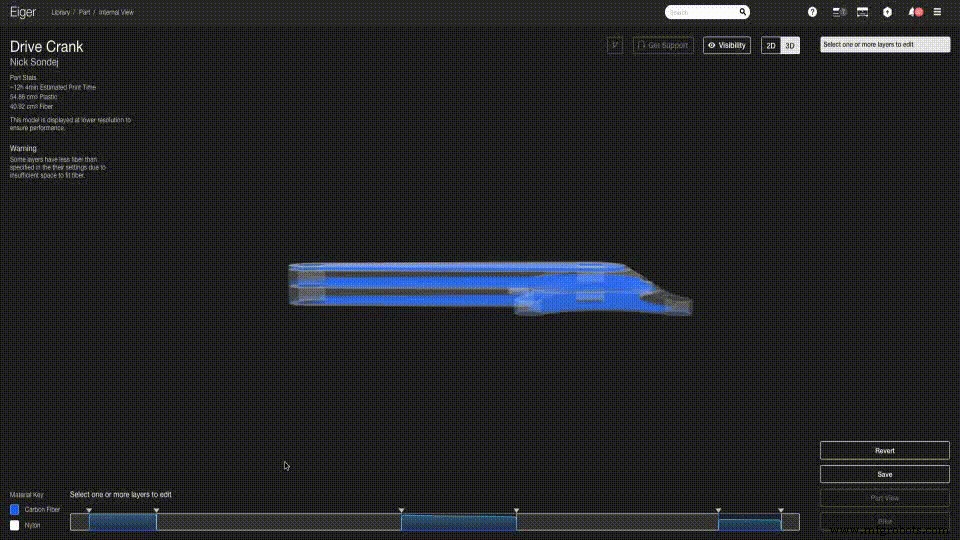
Als u niet tevreden bent met de lagen die u voor de groep hebt gekozen, kunt u altijd de driehoekige laaggroepscheidingstekens slepen om het formaat van de laag te wijzigen. Nadat u een gedefinieerde laaggroep hebt geselecteerd die is geconfigureerd om Isotrope vezelvulling te gebruiken, zult u merken dat het veld 'Vezelhoeken' dat in de externe deelweergave te zien is, ook zichtbaar is in het laagcontrolevak rechtsboven. Met deze parameter hebt u hetzelfde niveau van controle over vezeloriëntatiecodes als in de externe onderdeelweergave, behalve dat in plaats van de oriëntatiecode globaal toe te passen op alle vezels in het gehele onderdeel, het veld Vezelhoeken in de 3D Interne weergave-editor kunt u de oriëntatiecode alleen voor de geselecteerde laaggroep wijzigen. Dit geeft u de controle om de plaatsing van zeer sterke vezels af te stemmen op de specifieke geometrie van uw onderdeel.
En dat is het zo'n beetje - Eiger maakt het ongelooflijk eenvoudig om snel de verschillende lagen vezelversterking in een onderdeel te configureren!
Lees hier deel 2 van dit bericht - we zullen u door de beste strategieën leiden om waar te optimaliseren u moet vezelversterking aanbrengen om de sterkte van het onderdeel te maximaliseren voor het meest effectieve vezelgebruik!
Geïnteresseerd om meer te leren? Vraag vandaag nog een demo van de Mark Two aan!
3d printen
- Een inleiding tot 3D-printen met plastic
- Een kleurrijk eindresultaat krijgen met je volgende FDM-onderdeel
- Een gids voor 3D-printen met HP's Multi Jet Fusion
- 3D-printen met harsen:een introductie
- Metalen onderdelen lichter maken met 3D-printen op metaal
- Een gids voor 3D-printen met titanium
- De zekering 1 afdrukken met de zekering 1
- 3 geweldige eigenschappen van koolstofvezel
- Top 3 toepassingen voor 3D-printen van koolstofvezel in productie
- 3D-printen met zeer sterk materiaal – composiet koolstofvezel-nylon
- Koolstofvezel 3D-printen is niet langer een verre droom