


Hoe de invoersnelheid voor cirkelvormige bewegingsopdrachten te wijzigen
Is het u ooit opgevallen dat sporen die op gefreesde oppervlakken zijn achtergebleven, niet consistent zijn tussen lineaire en cirkelvormige bewegingen, ook al gebruiken ze dezelfde voedingssnelheid? Heb je je afgevraagd waarom frezen de neiging hebben om te klapperen wanneer ze interne bogen bewerken? De reden houdt verband met het verschil tussen de grootte van de cirkelvormige padradius van de frees en de grootte van de cirkelvormige padradius van het werkoppervlak.
CNC's genereren bewegingssnelheid voor het hartlijnpad van het snijgereedschap. Bij het frezen van een twee-assige contour met 10,0 ipm, is het de hartlijn van het snijgereedschap die met 10,0 ipm meebeweegt. Bij het frezen van een lineair oppervlak (G01) bewerkt de CNC het rechte werkoppervlak met een precisie van 10,0 ipm.
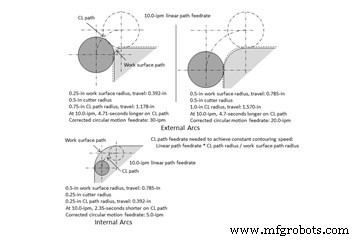
Bij cirkelvormige beweging zal de lengte van de cirkelvormige beweging van een frees echter verschillen van die van de cirkelvormige beweging van het werkoppervlak. Voor externe bogen is het pad van de middellijn langer. Voor interne bogen is het korter. Zie de illustratie om een idee te krijgen.
Als de voedingssnelheid correct is voor lineaire bewegingen en als deze wordt overgenomen van een eerder lineair bewegingscommando, zal de CNC de externe ronde werkoppervlakken langzamer bewerken en de interne ronde werkoppervlakken sneller dan lineaire oppervlakken. Hoe groter het verschil tussen de booggrootte van het hartlijnpad en de booggrootte van het werkoppervlak, des te groter het verschil in voedingssnelheid zal zijn op het contactpunt voor de bewerking (tangentiepunt van de snijplotter). Het resultaat:het bewerken van bogen met behulp van de lineaire bewegingsvoeding kan leiden tot buitensporige cyclustijden voor externe bogen, klapperen, ongewenste afwerkingen of zelfs gebroken frezen met interne bogen.
Deze toestand bestaat ook bij enkelpunts snijgereedschappen die worden gebruikt voor draaibankbewerkingen. Maar aangezien de straal van de beitelneus vrij klein is, ligt het pad van de middellijn dicht bij het pad van het werkoppervlak, waardoor het effect veel minder duidelijk is.
Kijk nog eens naar de illustratie. Let bij externe bogen op hoeveel invloed dit kan hebben op de cyclustijd. Als de lineaire bewegingsaanvoersnelheid van 10,0 ipm wordt gebruikt met een buitenradius van 0,25 inch, bewerkt door een frees met een diameter van 1,0 inch, duurt het bewerken van deze beweging bijna 5 seconden langer dan zou moeten. Programmeurs moeten de voedingssnelheid van de cirkelvormige beweging verdrievoudigen om de werkoppervlakradius van 0,25 inch op dezelfde manier te bewerken als lineaire oppervlakken.
De verhouding tussen de grootte van het padradius van het werkoppervlak en de grootte van het pad van de hartlijn bepaalt de mate waarin de voedingssnelheid van de cirkelvormige beweging moet worden verhoogd (externe radii) of verlaagd (interne radii). In dit voorbeeld is de padradius van het werkoppervlak 0,25 inch en de hartlijnpadradius is 0,75 inch (0,25 inch plus 0,5 inch). Het delen van 0,75 door 0,25 levert een resultaat op van 3,0. In plaats van de lineaire bewegingsaanvoer van F10.0 te gebruiken, heeft de programmeur een aanzet van F30.0 nodig voor de cirkelvormige beweging. Het programmeren van de juiste voedingssnelheid voor cirkelvormige bewegingen voor externe bogen kan een grote impact hebben op de productieduur, vooral bij werk met grote volumes.
Dezelfde verhouding bestaat voor interne bogen. Nogmaals, deel de padradius van de middellijn door de padradius van het werkoppervlak. Het resultaat zal altijd minder dan één zijn. Vermenigvuldig dit resultaat met de voedingssnelheid die wordt gebruikt voor lineaire bewerking. Dit levert een voedingssnelheid op die langzamer is dan de lineaire padvoeding.
Sommige CNC-fabrikanten hebben functies waarmee u dit probleem kunt oplossen. Heidenhain bevat bijvoorbeeld de functie "constante contoursnelheid". FANUC zorgt voor het vertragen van interne cirkelvormige bewegingen met "automatische hoekoverride" met behulp van een parameter, maar laat het aan machinebouwers of eindgebruikers over om de gerelateerde instellingen te maken (zoek parameternummer 7010 op met huidige 0- en 30-serie CNC's ). Misschien vindt u zelfs dat uw CAM-systeem iets heeft dat kan helpen.
BELANGRIJK: Gebruik deze techniek alleen wanneer de hoeveelheid materiaal die wordt verwijderd gelijk verdeeld is rond de contour die wordt bewerkt - zoals bij het nafrezen - of bij het machinaal bewerken van gietstukken of smeedstukken met een bijna netvorm. Pas deze techniek niet toe voor ruwe bewerkingen bij het verwijderen van veel materiaal van bewerkte oppervlakken — vooral wanneer er op sommige oppervlakken meer materiaal is dan op andere. Door in dit geval de voedingssnelheid te verhogen, zal de freesbelasting drastisch toenemen.
Als dergelijke functies beschikbaar zijn, leest u hoe u ze kunt gebruiken. Als dat niet het geval is - of als u niet tevreden bent met hoe ze werken, mis dan de CNC Tech Talk van volgende maand niet, die twee door de gebruiker gedefinieerde G-code-programma's zal behandelen die dit probleem helpen oplossen.
Industrieel materiaal
- Hoe u zich kunt voorbereiden op Industrie 4.0
- De juiste sensor kiezen voor het vullen van applicaties
- Hoe een proportionele klep voor medische hulpmiddelen te kiezen?
- De juiste zorg voor uw luchtcompressor
- Voordelen van het gebruik van bewegingsautomatisering voor steenfabricage
- Machines voorbereiden op verhuizing
- Hoe weet u dat het tijd is voor onderhoud aan kraanremmen
- De bestelspecificaties voor een kraantakel bepalen?
- Hoe u een Scan-Pac-leverancier kiest voor uw wrijvingsmaterialen
- Een preventief onderhoudsprogramma voor uw apparatuur ontwerpen?
- Hoe te betalen voor machinedeals?