


T-codes vereenvoudigen het bevestigingsproces van de gereedschapslengte
Gereedschapslengtecompensatie vereenvoudigt het programmeren en verbetert de proefbewerking en dimensionering tijdens setups en productieruns. Het maakt het ook mogelijk om snijgereedschaplengtes samen te stellen en te meten met behulp van een offline gereedschapslengtemeetapparaat.
Hoewel compensatie van de gereedschapslengte een goede functie is, heeft het ook enkele nadelen.
Wat zijn de nadelen van gereedschapslengtecompensatie?
1) Het snijgereedschap moet stijf genoeg zijn om te worden bewerkt onder de geprogrammeerde snijomstandigheden, en 2) het snijgereedschap moet lang genoeg zijn om het diepste bewerkte oppervlak te bereiken zonder zo lang te zijn dat het tijdens het wisselen van gereedschap tegen een obstakel botst.
In sommige bedrijven specificeren programmeurs de componenten voor het samenstellen van snijgereedschappen, samen met een reeks acceptabele lengtes.
Veel bedrijven specificeren echter alleen de naam en de maat van het gereedschap, en laten het aan de installatiepersoon over om te bepalen hoe snijgereedschappen moeten worden gemonteerd. Installatiemensen weten misschien niet zeker of elk gereedschap voldoende stijfheid zal hebben, of dat de lengte binnen een acceptabel bereik ligt.
Hoewel ze misschien niet in staat zijn om stijfheid te garanderen, kunnen aangepaste macro's de vraag over het lengtebereik van het snijgereedschap oplossen.
Basis macro-instellingen
De techniek hier is vooral handig voor machines met een beperkte verplaatsing op de Z-as, zoals kleine verticale bewerkingscentra en veel horizontale bewerkingscentra. We gebruiken aangepaste macrosysteemvariabelen van FANUC om toegang te krijgen tot offsetgerelateerde gegevens, en ons voorbeeld gaat er ook van uit dat de machine FANUC's standaardset van zes opspanoffsets heeft en dat de gebruiker van plan is de snijgereedschaplengte in te stellen als de gereedschapslengtecompensatie-offsetwaarde.
Variabelen in de #2200-serie bieden toegang tot gereedschapslengtegeometrie-offsets. Die in de #5200-serie bieden toegang tot armatuur-offsets. Bovendien verwijst ons voorbeeld naar de gerelateerde waarden van systeemvariabelen. Onze waarden voor de lengte van het testgereedschap zijn:
#149=4.0
#2=#[2200+#149] (Huidige gereedschapslengte)
Met gemeenschappelijke variabele #149 ingesteld op 4.0, geeft de uitdrukking 2200+#149 2204 weer. Het hekje (#) buiten de haakjes maakt deze systeemvariabele #2204, die toegang heeft tot de waarde van gereedschapslengtegeometrie-offset nummer vier. Soortgelijke technieken worden gebruikt om toegang te krijgen tot de momenteel ingestelde Z-registerwaarde van de fixture-offset. We gebruiken ook systeemvariabele #4014 om toegang te krijgen tot de momenteel ingestelde fixture-offsetwaarde (54-59).
Bekijk de illustratie.
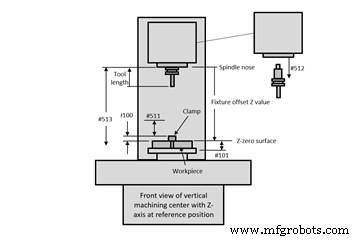
Invoergegevens zijn afkomstig van offsets, van systeemconstanten (#500 serie permanente gemeenschappelijke variabelen) en van waarden die in het programma zijn gespecificeerd. De offsets omvatten de Z-waarden van de opspanningsoffset en de gereedschapslengtes die zijn ingevoerd in de geometrieoffsets voor de gereedschapslengtecompensatie.
Gebruikers hoeven de volgende systeemconstanten maar één keer in te voeren:
#511:Vrije ruimte voor het maken van een gereedschapswissel.
#512:Uittrekhoeveelheid gereedschapswisselaar (raadpleeg de documentatie van de machinebouwer).
#513:Z-as verplaatsing (raadpleeg de documentatie van de machinebouwer).
Deze waarden komen overeen met het CNC-programma:
#100:Afstand tussen Z-nul oppervlak tot hoogste obstructie (zoals een klem).
#101:Afstand tussen Z-nul oppervlak en de diepste diepte. Deze waarde kan voorafgaand aan elke gereedschapswisseling worden opgegeven.
Deze techniek werkt vanuit een door de gebruiker gedefinieerd T-codeprogramma. Na het instellen van een parameter (#6001, bit 5 voor nieuwere FANUC CNC's) op 1, zal elke keer dat de CNC een T-code ziet, de T-waarde worden opgeslagen in gemeenschappelijke variabele #149 en programma O9000 uitvoeren.
Er zijn twee veelvoorkomende stijlen van automatische gereedschapswisselsystemen.
Wat zijn de gebruikelijke stijlen van automatische gereedschapswisselsystemen?
Met één voltooit de T-code zelf de gereedschapswisseling. Bij de andere draait de T-code alleen de gereedschapscarrousel, waardoor het gereedschap naar het gereedstation wordt gebracht terwijl een M06-commando de gereedschappen verandert. Het volgende voorbeeldprogramma zou voor beide goed moeten werken, hoewel gebruikers mogelijk de T-code en de M06 in twee opdrachten moeten scheiden om het programma correct uit te voeren.
Voorbeeldprogramma's
Hier zijn de programma's. Het hoofdprogramma (O6001) is afgekort om alleen de gerelateerde commando's weer te geven:
O6001 (Hoofdprogramma)
G54 (Selecteer de offset van de fixture)
#100=2.0 (Hoogte van het hoogste kenmerk/obstructie van de armatuur offset Z-nul oppervlak)
#101=2,5 (diepste bewerkingsdiepte voor gereedschap 4)
(.)
(Programma opstartcommando's)
(.)
T04 (roept programma O9000 op, de door de gebruiker gedefinieerde T-code aangepaste macro)
M06 (Gereedschapswissel vindt plaats als het gereedschap binnen bereik is)
(.)
(Bewerking met gereedschapsstation 4)
(.)
#101=1.0 (diepste bewerkingsdiepte voor gereedschap 5)
(Opstartopdrachten voor gereedschap)
(.)
T5 (roept door gebruiker gedefinieerde T-code aangepaste macro op)
M06 (Gereedschapswissel vindt plaats als het gereedschap binnen bereik is)
(Bewerking met gereedschap 5)
(.)
(Saldo van bewerkingsprogramma)
(.)
M30
O9000 (Gereedschapscontrole aangepaste macro)
#1=ABS[#[5203+[#4014-53]*20]] (Huidige Z-waarde van de fixture-offset)
#2=#[2200+#149] (Huidige gereedschapslengte)
IF[[#1-#2-#511-#512-#100]GT0]GOTO5 (Is de gereedschapslengte in orde?)
#3000=100 (GEREEDSCHAP IS TE LANG)
N5#3=#1+#101 (diepste diepte)
#4=#513+#2 (Gereedschapsbereik)
IF[[#4-#3]GT0]GOTO10 (Zal het gereedschap het diepste oppervlak bereiken?)
#3000=101 (GEREEDSCHAP TE KORT)
N10T#149 (gereedschap draaien in gereedstand)
M99
Industrieel materiaal
- Wat is een ponstool?
- Vereenvoudig uw bestellingen voor snijgereedschap
- Absolute toollengte:de industriestandaard
- Word productiever met een absolute gereedschapslengte
- Wat is wrijvingsroerlassen? - Proces en toepassing?
- Wat is verspanen? – Definitie, proces en tool
- Ultrasoon bewerkingsproces - werkingsprincipe van onderdelen, voordelen:
- Ascend Previews-tool om het beheer van gegevenspijplijnen te vereenvoudigen
- Bewerkingsproces en werktuigmachines begrijpen
- Gereedschapslengtecompensatie – definitie uit CNC-woordenboek
- Gereedschapslengtemeting - Definitie uit CNC-woordenboek