


Succes behalen in CNC-houtbewerking
Een succesvolle strategie voor snijrichting ontwikkelen
Er zijn een aantal factoren die de bewerkingspraktijken van hout in houtbewerking kunnen beïnvloeden. Wat bij bepaalde hardhoutsoorten veel voorkomt, is de snijrichting, met name in relatie tot het nerfpatroon van het hout. Hout is een anisotroop materiaal. Dit betekent dat verschillende materiaaleigenschappen in verschillende snijrichtingen worden vertoond. In termen van hout zijn er verschillende structurele houtsoorten die verband houden met de oriëntatie van de nerven. Als de gemiddelde richting van de cellulosevezels evenwijdig is aan de zijkanten van het stuk hout, dan wordt gezegd dat de korrels recht zijn. Elke afwijking van deze parallelle lijn en het bord wordt als "cross-grain" beschouwd. Afbeelding 1 hieronder toont een grotendeels recht nerfbord met pijlen die de verschillende assen aangeven. Elk van deze assen vertoont verschillende sets van mechanische eigenschappen. Vanwege deze verschillen moet men zich bewust zijn van het gereedschapspad bij houtbewerking en de hoeveelheid snijkrachten die op de frees worden uitgeoefend minimaliseren om de standtijd te maximaliseren.
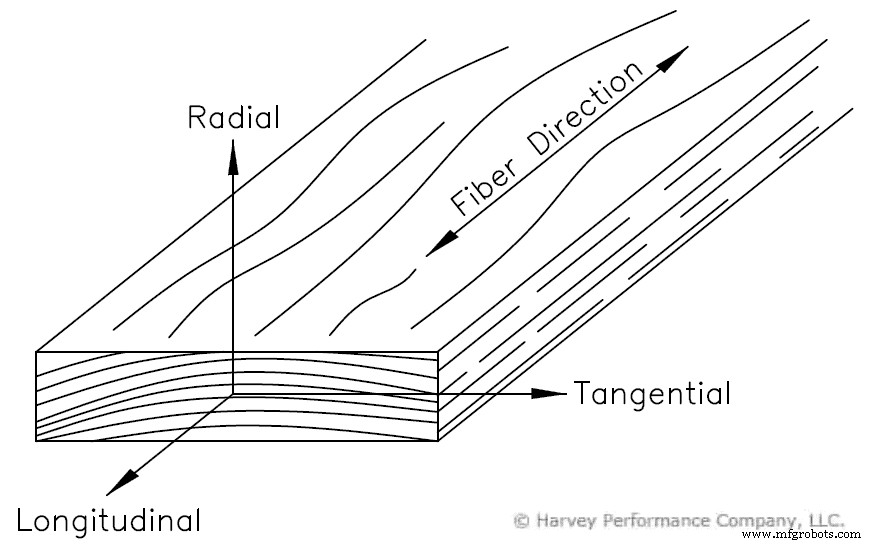
Snijden loodrecht op de nerf staat bekend als "dwars doorsnijden" in houtbewerking. In figuur 1 hierboven zou dit worden beschouwd als snijden in de radiale of tangentiële richting. Evenwijdig aan het graan snijden staat bekend als "langs het graan" snijden (in de lengterichting in termen van figuur 1). Hoe dichter u bij een zaagsnede van 90° bij de houtnerf in welke richting dan ook komt, hoe groter de snijkracht. Een gereedschap met zijn hartlijn evenwijdig aan de tangentiële richting en een gereedschapsbaan in de lengterichting zou bijvoorbeeld minder slijtage hebben dan een gereedschap met dezelfde hartlijn maar bewegend in de radiale richting. Het tweede type gereedschapsoriëntatie is het snijden over meer korrelgrenzen heen en levert daarom grotere snijkrachten op. U moet echter voorzichtig zijn wanneer u langs de nerf snijdt, omdat dit scheuren kan veroorzaken en tot een slechte oppervlakteafwerking kan leiden.
De juiste vorming van houtsnippers met CNC-houtbewerking
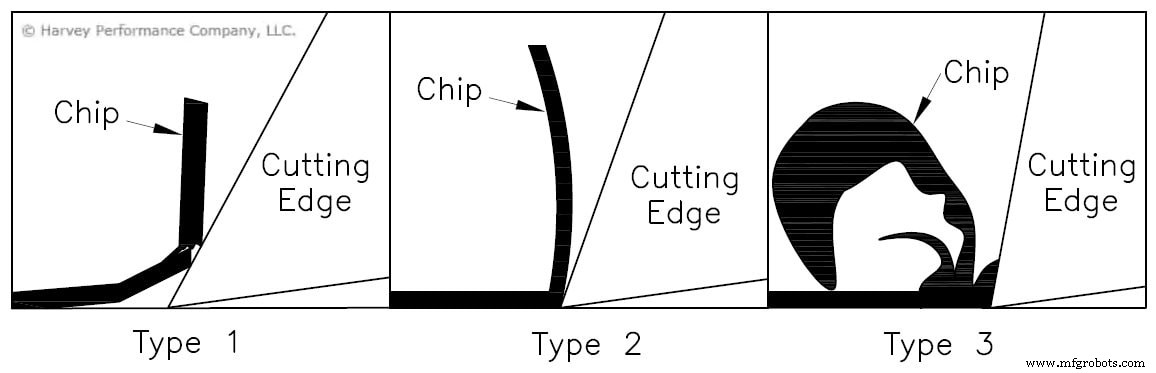
Bij het parallel aan de nerf zagen van hout zijn er drie basissoorten spanen die worden gevormd. Bij het snijden loodrecht op de nerf vallen de spaansoorten over het algemeen in dezelfde 3 categorieën, maar met veel meer variabiliteit vanwege het brede scala in houteigenschappen met betrekking tot de nerfrichting.
Type 1-chips
Type 1-spanen worden gevormd wanneer hout vóór de snijkant splijt door splitsing totdat het buigen optreedt als een vrijdragende balk. Een grote kracht loodrecht op het afschuifvlak wordt geproduceerd, waardoor het hout voor de snijkant splijt en deze kleine vrijdragende balk vormt. Wanneer de opwaartse kracht uiteindelijk de sterkte van dit kleine straaltje overschrijdt, breekt het af. Dit type spanen veroorzaakt relatief weinig slijtage in vergelijking met type 2 en 3, omdat het materiaal splijt voordat het in contact komt met de spitse rand. Vingerfrezen met ofwel extreem hoge spaanhoeken ofwel zeer lage spaanhoeken produceren vaak type 1 spanen. Dit geldt met name bij het bewerken tegen korrelhellingen die groter zijn dan 25°. Houtsoorten met een vochtgehalte van minder dan 8% vormen discontinue spanen en lopen een groter risico op uitscheuren.
Type 2-chips
Type 2-chips zijn de meest wenselijke van de drie typen in termen van oppervlakteafwerking. Ze zijn het resultaat van materiaalbreuk langs een diagonaal afschuifvlak, dat zich uitstrekt van de snijkant tot het werkstukoppervlak. Type 2 spanen vormen zich wanneer er een juiste balans is tussen de eigenschappen van het hout, de snijparameters en de snijgeometrie. Houtsoorten met een vochtgehalte tussen 8% en 20% hebben een veel grotere kans om continue type 2 spanen te vormen terwijl ze een goede oppervlakteafwerking achterlaten.
Type 3-chips
Het laatste type spaan ontstaat wanneer de spaanhoek van een frees veel te laag is. In dit scenario is de snijkracht bijna evenwijdig aan de rijrichting. Dit zorgt ervoor dat een zacht materiaal, zoals hout, wordt verpletterd in plaats van afgeschoren, wat een slechte oppervlakteafwerking achterlaat. Over het algemeen ziet het achtergebleven oppervlak eruit als kleine bundels houtelementen, een oppervlaktedefect dat algemeen bekend staat als "fuzzy grain". Dit type schilfering komt vaker voor in zachthout, omdat de verpletterende situatie wordt verergerd in hout met een lage dichtheid.
Verlenging van de standtijd bij houtbewerking
Vuistregels voor snelheden en feeds
Er zijn verschillende categorieën van gereedschapsslijtage die optreden bij cnc-houtbewerking. Algemene bewerkingsregels zijn nog steeds van toepassing, aangezien het toerental de grootste invloed heeft op de slijtagesnelheid. Overvoeding kan gereedschapsslijtage exponentieel verhogen en ook gereedschapsbreuk veroorzaken. Zoals bij de meeste machinale bewerkingen, is een balans tussen deze twee essentieel. Als u uw productiviteit wilt verhogen door uw snelheid te verhogen, moet u uw voeding proportioneel verhogen om een evenwicht te behouden dat het gereedschap goed in het materiaal houdt.
Goed beheer van warmte
Wanneer snijgereedschappen worden blootgesteld aan hoge hitte, beginnen ze door corrosie nog sneller te slijten. Het kobaltbindmiddel in de meeste hardmetalen gereedschappen op de markt begint te oxideren en los te komen van de snijkant. Dit veroorzaakt een kettingreactie, want wanneer het bindmiddel wordt verwijderd, breekt ook het wolfraamcarbide af. Verschillende houtsoorten en bewerkt hout vertonen verschillende corrosieve eigenschappen bij hoge temperaturen. Dit is het meest consistente type slijtage dat wordt waargenomen bij het bewerken van MDF of spaanplaat. De slijtage is te wijten aan de chloor- en sulfaatzouten die in lijmen worden aangetroffen, omdat dit corrosie bij hoge temperaturen versnelt. Net als bij aluminium geldt dat wanneer het silicagehalte van hout toeneemt, ook de corrosiviteit toeneemt.
Over het algemeen wordt verhoogde gereedschapsslijtage waargenomen bij hout met een hoog vochtgehalte. Deze eigenschap is te wijten aan de verhoogde elektrochemische slijtage die wordt veroorzaakt door de extractiemiddelen in hout. Het vochtgehalte in hout omvat stoffen zoals harsen, suikers, oliën, zetmelen, alkaloïden en tannines in aanwezigheid van water. Deze moleculen reageren met de metalen delen van het snijgereedschap en kunnen de snijkant dof maken. Carbide is beter bestand tegen dit soort slijtage dan snelstaal.
Beste coatings voor langere standtijd in hout
Als u een gereedschap met een langere levensduur wilt dat zijn scherpe snijkant behoudt (en wie niet), kunt u een amorfe diamantcoating overwegen. Dit is een extreem slijtvaste coating bedoeld voor non-ferro bewerkingen waarbij de temperatuur van de snijzone niet hoger is dan 750 °F. Dit type coating is een van de dunste coatings van Harvey Tool, waardoor het risico op randafronding wordt geminimaliseerd en de duurzaamheid van deze rand wordt gemaximaliseerd.
Veelvoorkomende houtbewerkingsongelukken vermijden
Uitscheuren
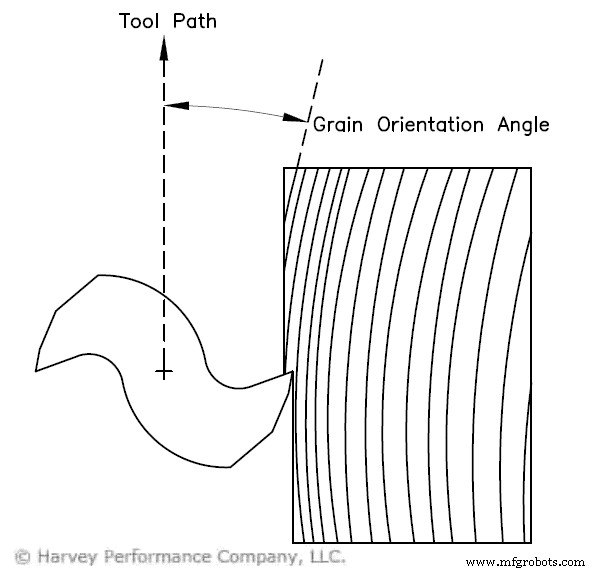
Uitscheuren, soms afgebroken graan of versplintering genoemd, is wanneer een stuk hout dat wordt bewerkt, wegscheurt van het hoofdwerkstuk en een onaantrekkelijk defect achterlaat waar het vroeger was. Dit is een van de meest voorkomende defecten bij het bewerken van houtproducten. Er zijn veel verschillende redenen waarom uitscheuren optreedt. Materiaalkenmerken zijn iets om rekening mee te houden. Uitscheuren is waarschijnlijker als de nerfrichting minder is dan 20° ten opzichte van het gereedschapspad, het vochtgehalte van het hout te laag is of de dichtheid van het hout te laag is. Figuur 4 toont de korreloriëntatiehoek ten opzichte van het gereedschapspad. In termen van bewerkingsparameters kan het ook voorkomen als de spaanbelasting, de snedediepte of de spaanhoek te hoog is.
Fuzzy Grain Finish
Fuzzy grain ziet eruit als kleine bosjes hout die aan het pas bewerkte oppervlak zijn bevestigd en treedt op wanneer de houtvezels niet goed worden doorgesneden. Lage hark of botte snijgereedschappen laten vezels inspringen totdat ze uit hun natuurlijke patroon aan de binnenkant scheuren, waardoor type 3-spanen worden gevormd, wat resulteert in een slechte afwerking. Dit kan worden verergerd door een lage voeding of een lage snedediepte, aangezien het gereedschap niet goed is ingeschakeld en materiaal ploegt in plaats van het op de juiste manier af te scheren. Zachtere houtsoorten met kleinere en kleinere hoeveelheden korrels zijn vatbaarder voor dit type defect. Van jong hout is bekend dat het bijzonder gevoelig is voor pluizige nerven vanwege het hoge vochtgehalte.
Brandsporen
Brandplekken zijn een defect dat vooral belangrijk is bij het bewerken van hout, omdat het over het algemeen geen probleem is bij het bewerken van andere materialen. Als u te lang op een plek blijft staan, de vingerfrees niet voldoende in een snede haalt of bot gereedschap gebruikt, ontstaat er door wrijving een overmatige hoeveelheid warmte, die brandplekken achterlaat. Sommige houtsoorten (zoals esdoorn of kers) zijn gevoeliger voor brandplekken, daarom moeten gereedschapspaden voor deze soorten verstandig worden geprogrammeerd. Als u bij een bepaalde bewerking veel last heeft van brandplekken, kunt u proberen de vingerfrees te besproeien met een in de handel verkrijgbaar smeermiddel of waspasta. Zorg ervoor dat u niet te veel gebruikt, omdat het overtollige vocht kromtrekken kan veroorzaken. Het verhogen van de inzet van uw gereedschap of het verlagen van het toerental kan ook brandplekken bestrijden.

Schipmarkeringen
Spaansporen zijn ondiepe compressies in het oppervlak van het hout die in het oppervlak zijn gespoten of geperst. Deze defecten kunnen opzwellen bij een toename van het vochtgehalte, waardoor de afwerking nog meer verslechtert. Dit type onvolkomenheid wordt meestal veroorzaakt door een slechte spaanafvoer en kan meestal worden verholpen door tijdens de bewerking luchtkoelmiddel op het snijgebied aan te brengen.
Groot graan
Verhoogde nerf, een ander veelvoorkomend defect van hout, is wanneer een of meer delen van het werkstuk iets lager zijn dan de rest. Deze smet is vooral een probleem bij het bewerken van zachtere houtsoorten met bot gereedschap, omdat de vezels eerder zullen scheuren en vervormen dan dat ze netjes worden weggeschoren. Dit effect wordt versterkt bij het bewerken met langzame voedingen en het hout heeft een hoog vochtgehalte. Variaties in zwelling en krimp tussen beschadigde en onbeschadigde delen van hout verergeren deze fout. Het is om deze reden dat geheven graan een veelvoorkomend verschijnsel is in verweerde bossen. Werkvasthoudinrichtingen die te strak zijn afgesteld, hebben ook een kans op graankorrels.
Onderscheid maken tussen Harvey Tool houtsnij- en kunststof freesmachines

https://www.harveytool.com/products/material-specific-end-mills/woodMachinisten gebruiken vaak kunststof frezen voor houtbewerking, omdat dit gereedschap een zeer vergelijkbare interne geometrie heeft als een frezen voor hout. Beide gereedschappen hebben grote groeven en scherpe snijkanten, wat gunstig is voor de bewerking van zowel kunststof als hout. Het belangrijkste verschil tussen de Harvey Tool kunststof frezen en de houthakkers is de wighoek (een combinatie van het primaire reliëf en de hellingshoek). De houthakkerslijn heeft een lagere hellingshoek maar heeft nog steeds een hoge reliëfhoek om de scherpte van de snijkant te behouden. De onderste hark is ontworpen om niet zo "grijpend" te zijn als de plastic messen kunnen zijn bij houtbewerking. Het was bedoeld om hout te scheren en een hoogwaardige oppervlakteafwerking achter te laten door geen uitscheuring te veroorzaken.
Het aanbod van frezen voor hout van Harvey Tool omvat zowel upcut- als downcut-opties. De upcut-optie is ontworpen voor het frezen van natuurlijke en bewerkte houtsoorten, met een stijl met 2 groeven en een wighoek die is ontworpen voor het knippen van houtvezelmaterialen zonder uitscheuren of een pluizige korrelafwerking achter te laten. Het downcut-aanbod is geoptimaliseerd voor het frezen van natuurlijk en bewerkt hout en helpt het optillen op vacuümtafels te voorkomen.
Voor meer hulp bij het bereiken van een succesvolle bewerking, of meer informatie over het aanbod van frezen voor hout van Harvey Tool, kunt u contact opnemen met het team van ingenieurs van Harvey Tool op 800-645-5609.
CNC machine
- Gids voor CNC-prototyping
- uick Guide to CNC Cutting
- CNC-gereedschapsbasis voor beter zagen en snijden van hout
- Beste CNC-router voor houtbewerking
- CNC-routerbits Woordenlijst 2
- Een compleet handboek van CNC-snijmachines
- Breng houtbewerking naar een hoger niveau met CNC-houtfrees
- Vergelijking van CNC-houtdraaibank ten opzichte van traditionele houtdraaibank
- Hoe voordelig is de OMNI-houtbewerkings-CNC-router?
- Hoe snij je acryl op een CNC-router?
- CNC-houtfrees - met verbluffende toepassingen