


Waterstraal versus schurende waterstraalbewerking:belangrijkste verschillen en toepassingen
Waterstraalbewerking (WJM) en abrasieve waterstraalbewerking (AWJM) zijn beide hogedruk- en hogesnelheidsprocessen die in verschillende industrieën worden gebruikt:van metaalproductie tot textiel- en voedselverwerking. Terwijl WJM uitsluitend afhankelijk is van schoon water onder druk, breidt AWJM deze stroom uit met schuurmiddelen zoals aluminiumoxide, olivijn of granaat om de snijkracht dramatisch te vergroten.
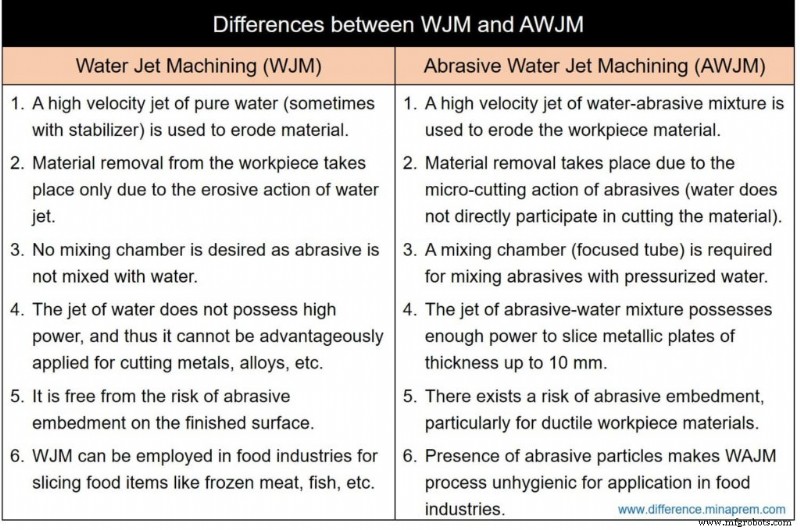
Bij WJM wordt water versneld tot 2.500–4.000 bar met behulp van een versterker en vervolgens door een mondstuk met een kleine diameter geleverd. Het mondstuk zet drukenergie om in kinetische energie, waardoor een straal ontstaat die een snelheid tot 1.000 m/s kan bereiken. Er kan een stabilisator worden toegevoegd om jetflare te voorkomen, en een vanger wordt vaak gebruikt om de restsnelheid te absorberen, armaturen te beschermen en de oppervlakteafwerking te verbeteren. Omdat de jet zelf het enige snijmedium is, is WJM ideaal voor zachte of poreuze materialen zoals leer, polymeer, voedsel en textiel, maar mist hij de kracht die nodig is om metalen of keramiek te snijden.
AWJM pakt deze beperking aan door fijne schurende deeltjes in het water onder druk op te nemen. Het mengsel wordt gevormd in een speciale mengkamer (gefocusseerde buis) voordat het de spuitmond verlaat. Hoewel de straalsnelheid vergelijkbaar blijft met die van zuiver water, zorgt de aanwezigheid van schuurmiddelen voor een micro-snijwerking, waardoor AWJM metalen en keramische platen tot 10 mm dik kan snijden. Het nadeel is de extra kosten van schuurmiddelen en de kans op inbedding van deeltjes, waardoor AWJM ongeschikt is voor hygiënische toepassingen zoals voedselverwerking.
Overeenkomsten tussen WJM en AWJM
- Beide vereisen een hogedrukpomp en versterker om het water tot 2.500–4.000 bar te verhogen.
- De straalsnelheid ligt in beide processen doorgaans rond de 1.000 m/s.
- Beide gebruiken een mondstuk om druk om te zetten in kinetische energie, waarbij de gewenste stand-off afstand (SOD) en uitblaashoek behouden blijven.
- In beide gevallen worden catchers gebruikt om resterende straalenergie te absorberen en werkstukinrichtingen te beschermen.
Belangrijkste verschillen
Referenties
- Jain, VK (jaar). Geavanceerde bewerkingsprocessen . Allied Publishers Private Limited.
- Jagadeesha, T. (Jaar). Onconventionele bewerkingsprocessen . IK International Publishing House Pvt. Ltd.
- Mishra, PK (jaar). Niet-conventionele bewerking . Uitgeverij Narosa.
Productieproces
- Echt zelfgemaakte oximetersensor
- 64-Key Prototyping Keyboard Matrix voor Arduino
- Voordelen en toepassing van platte giekgereedschappen voor CNC-bewerking:
- De belangrijkste redenen waarom u kotterbewerkingen nodig hebt:
- Honkbalhandschoen
- Smart Battery Charger Multiplexer met Smart Display
- Productiedag 2018 bij Eagle Alloy:Event Recap
- Geavanceerde flexografische en verpakkingsdrukoplossingen voor moderne industrieën
- MIDI voor digitale orgels
- LCD-paneel met Arduino voor Flight Simulator
- Bouw uw internetgestuurde videostreamingrobot met Arduino en Raspberry Pi
-
Draaibank snijgereedschappen:verschillende soorten gereedschappen voor draaien
Draaibank snijgereedschappen zijn gereedschappen gemonteerd op een draaibank (hout/hand/CNC) toepasbaar bij het produceren van gedraaide onderdelen. Ze bewegen langs de as van de draaibank en hun pad bepaalt de uiteindelijke vorm van het werkstuk. Er zijn verschillende niet-CNC- en CNC-draaibanken,
-
Pas de werksnelheid van de NK105G2 aan:stapsgewijze handleiding
De stappen zijn als volgt. Druk op “7” om de werksnelheid te verhogen Druk op “1” om de werksnelheid te verlagen De video ziet er als volgt uit.
-
Lathrop Trotter verwelkomt ervaren systeemverkoopingenieur John V. Brown in Noord-Ohio en Noordoost-Indiana
Geplaatst door Lathrop Trotter en gearchiveerd onder Nieuws. Lathrop Trotter is blij John V. Brown te mogen verwelkomen als onze nieuwe System Sales Engineer, die Noord-Ohio en Noordoost-Indiana bestrijkt. In deze rol zal John samenwerken met klanten om bestaande systemen te beoordelen, verbeterm
-
Grondbeginselen van bewerking:offset van gereedschapslengte
We hebben de Machining Fundamentals-serie gemaakt om u te helpen uw CAM-kennis op te frissen, of u nu in een machinewerkplaats werkt of net begint. In-house machinisten in ons Birmingham Technology Centre hosten elke aflevering en geven een gedetailleerd overzicht van een tool/proces. In de vorige e