Decennia lang was het productiemantra eenvoudig:groter, zwaarder en subtractiever gelijkgesteld aan betere prestaties. Tegenwoordig botst die mantra met de dringende noodzaak om de uitstoot van broeikasgassen terug te dringen. Traditionele CNC-bewerkingen en de zware infrastructuur die dit ondersteunt, genereren een enorme ecologische voetafdruk die niet langer in overeenstemming is met de mondiale doelstellingen voor het koolstofarm maken van de economie.
Wat als de oplossing niet lag in het aanpassen van bestaande fabriekslijnen, maar in het opnieuw bedenken van hoe en waar onderdelen worden geproduceerd? Een recente, onafhankelijke Life Cycle Assessment (LCA) door Bureau Veritas Zweden testte dit uitgangspunt door conventionele CNC-aluminiumbewerking te vergelijken met het samengestelde 3D-printplatform van Markforged.
De resultaten zijn opvallend:een gedistribueerde digitale productieworkflow kan de CO2-uitstoot van de productie met wel 56,4% verminderen . Hieronder pakken we de gegevens uit die deze doorbraak mogelijk maken.
Samenvatting
Een LCA die voldoet aan ISO 14040/44, ISO 14025 en EN 15804, onafhankelijk geverifieerd door Bureau Veritas Zweden, toont aan dat de overstap van CNC-aluminiumbewerking naar Markforged composiet 3D-printen de CO2-uitstoot met maximaal 56,4% vermindert . Het onderzoek bevestigt dat een gedistribueerde productiestrategie een verregaande decarbonisatie tot gevolg heeft, terwijl de industriële prestaties behouden blijven.
Het verschil in infrastructuur:12 ton versus 122 kg
De koolstofintensiteit begint met de belichaamde koolstof van de apparatuur die wordt gebruikt om een onderdeel te maken. Bij de beoordeling wordt rekening gehouden met de volledige materiaallijst voor beide technologieën.
Vergelijking op machineniveau
| Technische statistiek | CNC-bewerkingscentrum (S1) | Markforged FX10 (S2/S3) |
|---|
| Totale machinemassa | ~12.000 kg | 122 kg |
| Primair structuurmateriaal | 6.000 kg gietijzer | 80kg staal |
| Elektronica en PCB's | 120 kg | 8,5 kg |
| Referentielevensduur | 10 jaar | 5 jaar |
De functionele eenheid is een industriële vereiste voor een periode van vijf jaar. Om de levensduur van 10 jaar van één enkele CNC-machine te evenaren, omvat de analyse twee FX10-printers.
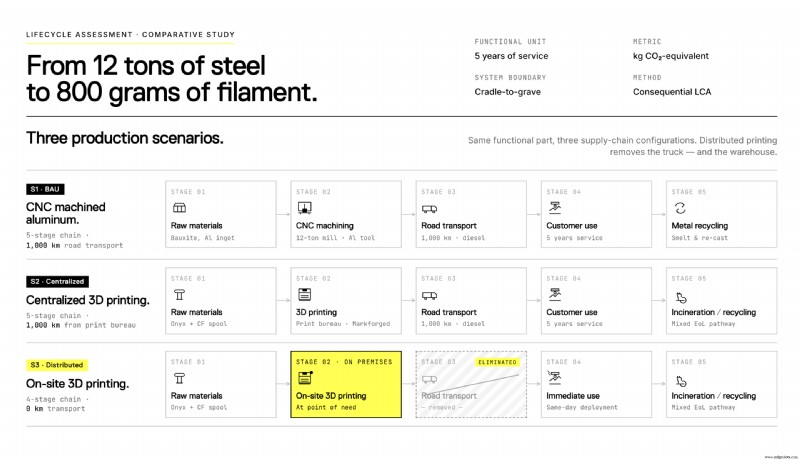
Strategische scenario's:de supply chain optimaliseren
Drie scenario's illustreren hoe logistieke en productiekeuzes de totale voetafdruk beïnvloeden:
- Scenario 1 – Business-as-Usual (BAU): CNC-bewerking van aluminium gereedschappen gevolgd door regionaal wegtransport.
- Scenario 2 – Gecentraliseerd additief: Onderdelen geprint op een enkele FX10 op een centrale hub en verzonden naar de klant.
- Scenario 3 – Gedistribueerde productie: Intern printen bij de klant – geen distributietransport.
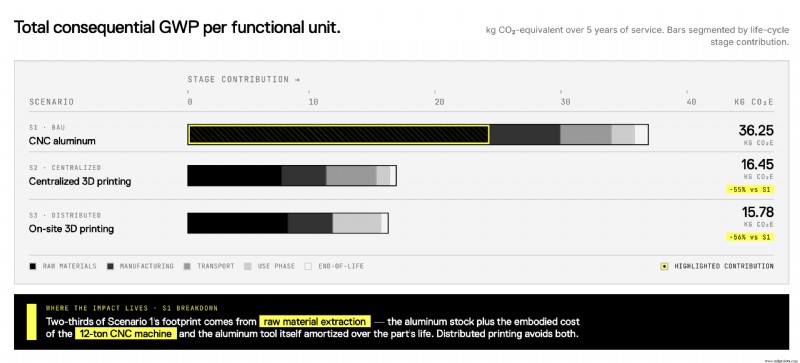
Consequentiële LCA-resultaten:de koolstofafbraak
Alle cijfers zijn het aardopwarmingsvermogen (GWP), uitgedrukt in kg CO₂e per functionele eenheid over de volledige levenscyclus van wieg tot graf.
- Scenario 1 (CNC aluminium):36,2 kg CO₂e
- Scenario 2 (gecentraliseerd 3D-printen):16,5 kg CO₂e
- Scenario 3 (gedistribueerd 3D-printen):15,8 kg CO₂e
Het voordeel van 56,4% komt voort uit de lichtgewicht FX10-printer, de hoge materiaalefficiëntie van Onyx versterkt met continue koolstofvezel, en de eliminatie van distributielogistiek.
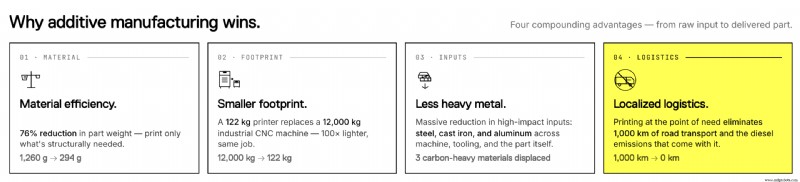
Technische drijvende krachten achter duurzaamheid
Het Markforged-platform presteert beter dan traditionele bewerking door middel van drie kernpijlers:
- Radicale materiaalefficiëntie: CNC verwijdert 1.260 g aluminium per gereedschap, terwijl het additief slechts 294 g composiet gebruikt, waardoor de hoeveelheid koolstof die nodig is voor de metaalextractie dramatisch wordt verminderd.
- Belichaamde koolstofreductie: De CNC-machine van 12 ton vereist enorme hoeveelheden gietijzer, staal en koper. Het lichtgewicht ontwerp van de FX10 vermindert de vraag naar grondstoffen, waardoor de ecologische voetafdruk van de instapkosten wordt verlaagd.
- De Zero-Logistics-strategie: Op locatie afdrukken betekent dat u het bestand verzendt, niet het onderdeel. Hiermee wordt de CO₂-schuld weggenomen die gepaard gaat met regionale scheepvaart en opslag.
Deze bevindingen tonen aan dat duurzaamheid in de productie de energie-optimalisatie op de fabrieksvloer overstijgt – het vereist een fundamentele heroverweging van de infrastructuur. Dankzij strenge ISO- en EN-naleving levert deze LCA de validatie door derden die nodig is voor robuuste ESG-rapportage.
Methodologie en naleving
- Database:Ecoinvent3.11, gemodelleerd in SimaPro10.2.0.1
- Karakterisering:JRC-milieuvoetafdruk (EF)3.1
- Systeemgrens:van wieg tot graf, die modulesA1–A3, A4, C1–C4 en D omvat
- Energiemix:Europees elektriciteitsnet, inclusief volledige upstream-infrastructuur
Onafhankelijke LCA uitgevoerd door Muhammad Arfan, Bureau Veritas Zweden. Normen:ISO14040/44, ISO14025, EN15804.
Disclaimer: Alle inhoud is © Markforged, Inc. en mag niet worden gekopieerd, gewijzigd of overgenomen zonder schriftelijke toestemming. Het gebruik van dit materiaal verleent geen rechten op dienstmerken of handelsmerken. De informatie in dit document mag niet als professioneel advies worden beschouwd. Markforged behoudt zich het recht voor om de inhoud naar eigen goeddunken bij te werken of te herzien.


