


3D-printerschokversnelling
3D-printen is een hippe hobby en zelfs een beroep geworden. Als u met 3D-printen wilt beginnen, moet u wat tijd investeren om te leren hoe u een 3D-printer bedient. Het goede is dat 3D-printers elke dag gebruiksvriendelijker worden.
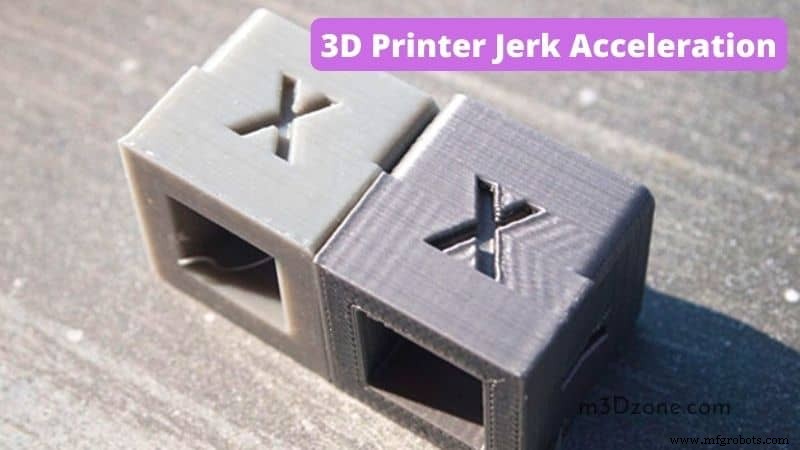
Je vraagt je misschien af waarom 3D-printers schokken worden genoemd. Welnu, de schokinstelling bepaalt hoeveel versnelling of kracht de machine op zijn printkop uitoefent. Als je de jerk control naar beneden draait, gaat de acceleratie ook omlaag.
Als deze op nul staat, beweegt de printer helemaal niet. Op dit moment kan de printer niets anders doen dan wachten op het volgende commando.
Het is essentieel om de schokinstellingen van uw printer te begrijpen voordat u met een afdruktaak begint.
Anders kunt u uw eerste paar afdrukken verpesten en ook de afdruksnelheid van de printer beïnvloeden. Dus hier zijn de basisprincipes van wat u moet weten over 3D-printerschokinstellingen.
Wat is de schokinstelling? Wat doet Jerk bij 3D-printen?
De schokinstelling (3D-printer schokversnelling/vertraging)
Jerk Setting is een functie die op veel 3D-printers wordt aangetroffen en waarmee gebruikers de versnelling van hun printer kunnen aanpassen. De schokwaarde werkt als het gaspedaal van een auto.
Een hoger getal duidt op een sterkere acceleratie en een lager getal op een zwakkere acceleratie. De schokwaarden variëren van 0 (nul) tot 100 procent.
Nul staat voor geen versnelling of vertraging, en 100 staat voor volledige versnelling en vertraging.
Sommige printers bieden een kleine aanpassing aan de versnelling zodat er minder vertraging is tijdens beweging. Anderen bieden helemaal geen aanpassingen.
Verschillende schok- en versnellingsinstellingen beschikbaar op de meeste 3D-printers
- Zero Jerk
In deze modus doet de printer niets totdat u hem een instructie stuurt om te gaan bewegen. Het kan niet versnellen of vertragen tussen bewegingen.
- Langzame ruk
Deze modus, ook bekend als "Slight Jerk", stelt de printer in staat om met een minimale snelheid tussen bewegingsopdrachten te bewegen. Mogelijk merkt u het verschil in snelheid met deze instelling in vergelijking met de standaardinstelling.
- Gemiddelde ruk
U zult waarschijnlijk niet veel verschil zien tussen deze instelling en Slow Jerk, behalve dat de printer langzamer beweegt. De jerk met gemiddelde waarde is de beste instelling waarmee je het gewenste resultaat kunt behalen.
Als u echter op zoek bent naar nauwkeurigere bewegingen, verander dan de versnellingsinstelling naar deze afdruksnelheid en ontvang afdrukken van hoge kwaliteit.
- Snelle eikel
Met Fast Jerk versnelt de printer iets tussen bewegingsinstructies door. Dit betekent dat de afdruktijd sneller is dan normaal. Je kunt de beweging indien nodig nog steeds vertragen en afdrukken van behoorlijke kwaliteit krijgen.
- Maximale ruk
Als u een grotere printer heeft, zoals die voor grootschalige projecten wordt gebruikt, kunt u overwegen om de maximale waarde voor jerk control te verhogen.
De hogere schokwaarden zorgen ervoor dat de printer op maximale snelheid kan bewegen, terwijl hij nog steeds snel stopt wanneer dat nodig is en ook de gewenste kwaliteit produceert.
Wat doet Jerk in driedimensionale printers?
De schokinstelling is een van de beste manieren om de versnelling nauwkeurig in te stellen om de afdrukkwaliteit te verbeteren en de prestaties van uw 3D-printer af te stemmen.
Als u bijvoorbeeld iets afdrukt dat een zeer hoge nauwkeurigheid vereist, moet u een lage schokwaarde instellen.
Aan de andere kant, als je een model print dat veel rondingen heeft en er glad uit moet zien, dan wil je de schokwaarde verhogen.
Als je begint met 3D-printen, rommel dan niet met de jerk-instelling. Richt u in plaats daarvan op het leren van de basisprincipes van het gebruik van uw 3D-printer.
Als u eenmaal vertrouwd bent met de bediening van uw printer, kunt u experimenteren met de instellingen.
Jerk-instellingen gebruiken
Een manier om meer te weten te komen over de verschillende schokinstellingen is door online video's te bekijken. Hier zijn enkele voorbeelden die u laten zien hoe u de schokinstelling op uw 3D-printer kunt wijzigen:
Hoe weet ik wat de schokinstellingen van mijn 3D-printer zijn?
Om de huidige instellingen van de schokken te achterhalen, moet u er eerst voor zorgen dat uw 3D-printer is aangesloten op de stroombron. Dubbelklik op het pictogram Universal Serial Bus Controllers zodra u Apparaatbeheer hebt geopend.
Blader door de lijst totdat u het apparaat bereikt dat uw 3D-printer vertegenwoordigt. Zoek naar het item met het label Productnaam.
Dat is de naam van uw printer; het zal verschijnen onder de kop "Systeemapparaten" in het linkerdeelvenster.
Het rechterdeelvenster toont informatie over de hardwarecomponenten in de printer. Dubbelklik op het item voor de 3D-afdruksoftware (degene die leest als "MakerBot") om het te openen.
Zoek onder het gedeelte 'Afdruksoftware' naar de regel met iets als 'Jerk Mode'. Als de jerk-modus is ingesteld op Medium, heeft de printer dezelfde acceleratie- en deceleratiekenmerken als de Slow Jerk-instelling.
Als de jerk-modus Snel is, gebruikt de printer de instelling Maximum Jerk.
3D-printerschokversnelling. Moet ik Jerk Control inschakelen?
We raden u echter aan de schokcontrole uit te schakelen als u andere problemen met de printer ondervindt, zoals verstopte spuitkanaaltjes, lage afdruksnelheden en onstabiele afdrukken.
Hoe pas je de versnellings- en schokinstellingen aan op een 3D-printer?
U past de instelling van de schok- en versnellingswaarden aan met behulp van het menu Print Panel in het Control Center. Wanneer u het “Print Menu” . selecteert optie uit het paneel, krijgt u een venster dat lijkt op het onderstaande. Van daaruit kunt u verschillende opties kiezen. Na elke keuze volgt een korte beschrijving.
Klik in de bovenste rij knoppen op de knop met de tekst 'Acceleration/Deceleration' . Dit opent een ander dialoogvenster om de aanpassingen in te voeren die u wilt maken.
U kunt bijvoorbeeld de versnellingsinstellingen, vertragingen of beide verhogen of verlagen. Of je kunt de functie helemaal uitschakelen.
Klik in de middelste rij knoppen op de knop met het label "Jerk Speed" . Dit opent een ander dialoogvenster waarin u de schokinstellingen kunt wijzigen.
Hoe kalibreer ik mijn extruder?
Als u problemen ondervindt bij het verkrijgen van consistente resultaten bij het maken van afdrukken, kunt u proberen uw printkop te kalibreren.
Elke keer dat u een nieuwe afdruktaak start, moet de printkop worden gekalibreerd. Het kalibreren van uw printkop houdt in dat u het mondstuk heen en weer beweegt over het oppervlak van de bouwplaat.
Het is essentieel om de printkop tijdens de kalibratie loodrecht op de bouwplaat te houden. Het kalibratieproces werkt het beste als je een leeg printbed hebt.
De stappen voor het kalibreren van uw printkop zijn als volgt:
- Plaats de printkop over de bouwplaat met alleen het verwarmde bed. Zorg ervoor dat de printkop waterpas staat, zodat het mondstuk de bouwplaat te allen tijde raakt.
- Bevestig de bewegingscontroller van de XYZ-as aan de Z-as. Zet de X-as en Y-as op nul.
- Draai de stappenmotor met de klok mee totdat de LED-indicator oplicht. Draai hem vervolgens tegen de klok in totdat de LED-indicator uitgaat.
- Herhaal deze cyclus nog drie keer.
- Reset de X-as en Y-as.
- De printkop beweegt langzaam in de richting van de bouwplaat. Zorg ervoor dat u stopt wanneer de punt van het mondstuk het bouwplatform raakt.
- Verwijder de printkop.
- Reinig de printkop met alcoholdoekjes.
- Plaats de printkop over de lege broeinest. Begin met afdrukken.
- Controleer de afdrukkwaliteit. Als het niet goed genoeg is, herhaal dan stap 9.
- Ga door met het afdrukken van enkele testobjecten.
- Nadat de testobjecten zijn afgedrukt, reinigt u de printkop opnieuw.
- Herhaal stap 1 t/m 12 totdat uw afdrukkwaliteit acceptabel is.
- Sla het bestand met de naam 'kalibratie-instellingen' op in de map met de codebestanden die in stap 7 zijn gemaakt.
- Druk je object af.
- Controleer de printkopsnelheid en afdrukkwaliteit opnieuw.
- Herhaal stap 15 en 16 totdat uw afdrukkwaliteit aan uw verwachtingen voldoet.
Wat veroorzaakt Z Wobble?
De rotatie van de extruderkop veroorzaakt de Z, Wobble. Wanneer de extruderkop om zijn as draait, zorgt dit ervoor dat het plastic filament uitrekt.
Naarmate de printer blijft draaien, wordt de rek steeds groter. Uiteindelijk breekt het filament en stopt de printer met afdrukken. Verschillende factoren kunnen de Z wiebelen veroorzaken. Enkele hiervan zijn:
Onnauwkeurige extruderrotatiehoek
Als de hoek van de extruderkop niet correct is, ontstaan er gaten tussen de materiaallagen die door de printer zijn gemaakt. Deze gaten zullen een wiebelige laag creëren. Het is mogelijk om een verlengstuk te gebruiken om de extruderkop in de juiste hoek te houden.
Als u geen verlengstuk of een andere methode gebruikt om de hoek correct te houden, moet u de rotatiesnelheid van de extruderkop verhogen zodat de machine sneller zal afdrukken.
Extruderkop niet waterpas
Een waterpas is een uniek hulpmiddel dat ervoor zorgt dat de extruderkop altijd perfect horizontaal staat. Als de extruderkop niet correct waterpas staat, draait deze mogelijk niet correct.
Als u problemen ondervindt bij het waterpas zetten van de extruderkop, kan dit zijn omdat de extrudertip te laag is. Probeer de extrudertip omhoog te brengen zodat deze hoger boven de grondplaat komt. Hierdoor mag de extruderkop de grondplaat niet meer raken.
Z Wobble Controle Tips
Er zijn bepaalde dingen die u kunt doen om Z-wobble onder controle te houden. Bijvoorbeeld:
Gebruik een extrudergereedschap om de extruderkop gecorrigeerd te houden
U kunt een extrudergereedschap gebruiken om de extruderkop stil te houden terwijl de printer afdrukt. U kunt ook het extrudergereedschap gebruiken om de kop terug in positie te draaien wanneer u de printer moet stoppen om vooruit te gaan. Volg deze stappen om de extrudertool te gebruiken:
- Stop de printer
- Haal het extrudergereedschap omhoog om te voorkomen dat de kop naar beneden gaat
- Houd het extrudergereedschap stevig tegen de kop
- Draai het extrudergereedschap 90 graden met de klok mee
- Laat het extrudergereedschap zakken
- Zet de printer aan
- Doorgaan met afdrukken
- Herhaal stap 4 tot en met 6 indien nodig
- Haal na het afdrukken het extrudergereedschap weer omhoog zodat de kop omlaag kan.
Conclusie
Kortom, de instelling van de schokversnelling van de 3D-printer is alleen bedoeld voor de printer om de beweging van de extruderkop te versnellen of te vertragen op basis van de hoeveelheid tijd die nodig is om een bepaalde laag af te drukken.
De instellingen zijn alleen van toepassing op de beweging van de extruderkop met betrekking tot de asinstellingen. Alleen in extreme gevallen mag met de originele instellingen worden geknoeid. Zorg ervoor dat alleen professionals (zoals gecertificeerde technici) de instellingen wijzigen.
3d printen
- De extruder van uw 3D-printer onderhouden
- Ons 3D-printerlab ontwerpen
- Overgang 3D-printer
- Top 3D-printer CAD-softwareopties
- 3D-printer versus 3D CNC-router
- 3D-printerhars; Kan het opnieuw worden gebruikt?
- 3D Printing Jerk of Ghosting:hoe het op te lossen
- Zijn 3D-printers luid?
- Het ontwarren van een 3D-printerfilamentspoel
- Wat is UV 3D-printen? Beste 3D-printer UV-hars!
- Handleiding voor 3D-printer stappenmotor