


Vooruitgang in draadwervelende gereedschapstechnologie
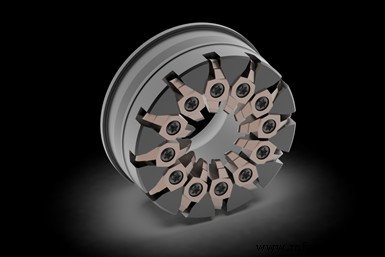 Nieuwe wisselplaatcoatingtechnologie met een defectvrije, submicro-oppervlaktekwaliteit leent zich goed voor het soort snijbelasting die de wisselplaten ondervinden tijdens het wervelen van de draad. Fotocredits:GenSwiss
Nieuwe wisselplaatcoatingtechnologie met een defectvrije, submicro-oppervlaktekwaliteit leent zich goed voor het soort snijbelasting die de wisselplaten ondervinden tijdens het wervelen van de draad. Fotocredits:GenSwiss Als lezer van Production Machining magazine, is de kans groot dat u al heeft geïnvesteerd in CNC-Zwitserse draaibanktechnologie of dat u er zeer veel interesse in hebt om dit in de toekomst te doen. Misschien is het het precisieniveau waartoe deze machines in staat zijn, of misschien is er een langlopende, grootschalige productietaak die u overweegt en het type capaciteit nodig heeft dat deze apparatuur biedt.
Eén ding is zeker:draadsnijden is iets dat bijna elke Zwitserse machinewerkplaats zal tegenkomen, en elke Zwitserse machinist zou op de hoogte moeten zijn van de nieuwste ontwikkelingen op dit gebied. Een andere naam voor een CNC-Zwitserse draaibank, zij het een beetje "old school", is tenslotte een "schroefmachine". Hoewel het niet de oorsprong van de bijnaam is, is het maken van threads iets waarin ze echt uitblinken.
In het bijzonder is het wervelen van draad een proces van draadsnijden dat gewoonlijk wordt uitgevoerd op Zwitserse typen waarin recentelijk vooruitgang is geboekt. Nieuwe wisselplaattechnologie en gereedschapsontwerpen hebben dit alternatief voor conventioneel enkelpunts draadsnijden nog productiever gemaakt.
Maar laten we, voordat we kijken naar de vorderingen op het gebied van draadwervelende gereedschapstechnologie, een stap terug doen en een beetje begeleiding bieden voor alle "groene geleidebussen" die er zijn door een aspect van het kenmerkende ontwerpelement van Zwitserse draaibanken te bekijken. schroefdraad te bewerken. Bij het draadsnijden met een traditionele eenpuntsmethode op een Zwitserse machine (of welke draaibank dan ook), zijn meerdere gangen met het gereedschap nodig om de volledige diepte van de draadvorm te bereiken. Dit is meestal niet zo'n probleem met schroeven met een grote diameter die gebruikmaken van 60 graden meegeleverde schroefdraadvormen, omdat de verspaningssnelheid laag is en de doorbuiging van het werkstuk minimaal is. Daarom is de benodigde gereedschapsdruk om dit soort schroefdraad te snijden ook relatief laag.
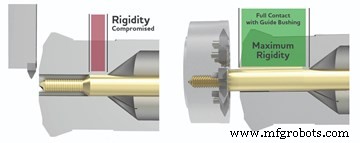
Ondersteuning door een Zwitsers geleidebus kan ondoeltreffend zijn bij het uitvoeren van draadsnijden op één punt. Dit is niet het geval bij wervelende draad.
Vanwege de verschuifbare kop en de geleidingsbus opstelling van draaibanken van het Zwitserse type en de kenmerken of vereisten van het werkstuk dat wordt bewerkt, kan dit echter een kans creëren voor het werkstuk om uit de geleidingsbus te "vallen" wanneer het wordt teruggevoerd en door het draadsnijgereedschap, wat resulteert in doorbuiging en verlies van stijfheid. Deze verschijnselen komen nog meer voor wanneer de hoofddiameter van de schroefdraad kleiner is dan de standaarddiameter. Ondersteuning door de geleidingsbus is niet effectief. Overweeg dan een deel van de metaalverwijdering die nodig is om agressievere "steunpilaren" -stijlen te maken, zoals die vaak worden aangetroffen op orthopedische en traumaherstellende chirurgische implantaten die zijn ontworpen om bot te bevestigen. Eenpuntsdraadsnijden wordt een minder middel om de klus op een kosteneffectieve manier te klaren. Voor sommige van deze diepe threads kunnen wel 40-50 passages nodig zijn, afhankelijk van de functies van de thread.
Hier kan draadwerveling worden toegepast om de productiemogelijkheden van dit soort draad te vergroten. Maar hoe werkt draadwervelen? Er zijn vier componenten nodig:een CNC Swiss/sliding headstock-draaibank; een speciaal wervelend hulpstuk met live-tool dat speciaal voor dit proces is ontworpen; een snijring/lichaam; en meerdere hardmetalen snijgereedschappen met de vereiste draadvorm nauwkeurig erin geslepen. Deze gereedschapscomponenten werken samen om het staafmateriaal in één keer van de standaarddiameter naar een afgewerkte standaard of aangepaste schroefdraadvorm te "wervelen".
Hoe wordt dat bereikt? De snijactie is een freesproces dat lijkt op het frezen van schroefdraad met een binnendiameter, maar op de buitendiameter van het werkstuk. Dit geeft een strakke controle over de afwerkingskwaliteit en -snelheid door ervoor te zorgen dat het materiaal stijf blijft in de geleidingsbus, maar ook door de spaanbelasting per tand en de rotatiesnelheid van de C-as te moduleren. Vergeleken met enkelpunts draadsnijden kunnen hogere verspaningssnelheden en betere afwerkingen worden bereikt door zoveel mogelijk frezen in het freeslichaam te gebruiken. In combinatie met een hogedrukkoelmiddelcapaciteit die tegenwoordig op de meeste machines wordt aangetroffen, kan de snijzone vrij en vrij van spanen worden gehouden. Hierdoor zijn zeer hoge snelheden haalbaar, wat resulteert in braamvrij afgewerkte schroefdraad in een enkele doorgang.
Geavanceerde draadproductie is een "plus"
Laten we nu eens kijken naar de vorderingen in dit proces. In een wereld van voortschrijdende productietechnologie zijn hardmetalen coatings een belangrijke speler bij het helpen bereiken van een hogere verwerkingscapaciteit. Utilis AG uit Zwitserland heeft onlangs zijn gepatenteerde UHM10 TX+ tooling geïntroduceerd, die een carbidesubstraat en coating combineert die is ontworpen voor niet alleen titanium en medische roestvrijstalen toepassingen, maar ook voor legeringen voor hoge temperaturen. Deze nieuwe coatingtechnologie kenmerkt zich door een defectvrije, submicro-oppervlaktekwaliteit die zich uitstekend leent voor de soorten snijbelastingen die het hardmetaal bij het wervelen van de draad ondervindt. Randkwaliteit is een belangrijk aspect om de nauwkeurigheid van de schroefdraadvorm te behouden en het TX+-aanbod versterkt de randconditie zonder de vorm van de geometrie te vervormen. Dit is van vitaal belang wanneer aanpassing van de inloophoek, de positie van het gereedschapscentrum en de nauwkeurigheid van de wisselplaat van cruciaal belang zijn om perfecte schroefdraad op het werkstuk te produceren, vooral bij grote schroefdraaddiameters van minder dan 3 mm, waar de topscherpte van de schroefdraad een belangrijke vereiste kan zijn.
Voeg wat bereik toe
Bij speciale schroefdraadvormen met een kleine diameter kan de stijfheid van de opstelling en de afstand tot de geleidingsbus een probleem worden. Dit is van oudsher aangepakt door een verlengde neusgeleidingsbus te verkrijgen om het materiaal en het werkstuk dichter bij de "vluchtcirkel" van het draadwervelende inzetstuk te houden om te voorkomen dat afwerkings- en wisselplaatvernietigende harmonischen zich ontwikkelen. Zoals iedereen die een verlengde neusgeleidingsbus heeft gebruikt kan bevestigen, kan dit soms omslachtig worden omdat al uw traditionele draaigereedschappen nu naar buiten moeten worden verschoven van de gereedschapsplaat om de verschuiving van de geleidingsbus te compenseren. Er is daarom veel extra instelwerk nodig om de wervelbewerking met deze werkstukken met een kleinere diameter te laten werken. Een alternatief is om de wisselplaatvluchtcirkel dichter bij het werkstuk te brengen. Voor een brede selectie van in de handel verkrijgbare wervelhulpstukken (ofwel van OEM's van machinebouwers of op de aftermarket van bedrijven zoals GenSwiss), zijn er nu snijringen met ingebouwde positieve verschuivingen in de positionering van de wisselplaatvluchtcirkel.
Hoewel live-tooling-drives snelheden van 5.000 kunnen bieden tot 10.000 tpm, vereist het wervelen van de draad meestal slechts 2.000 tot 3.000 tpm.
Laten we bijvoorbeeld aannemen dat de positionering van het live wervelende gereedschap van een draaibank een afstand van 15 mm heeft van de standaard geleidebus tot de hartlijn van de hardmetalen wisselplaat. De klus vereist het wervelen van een 2,5 mm grote diameter, dubbel-lead steunbeer-stijl draadvorm in 6AL-4V titanium. De winkel heeft al barstock met een kleine diameter bij de hand om deze onderdelen met schroefdraad te produceren. Hoewel deze draad zeer geschikt is om te wervelen, betekent de diameter dat er speciale zorg moet worden besteed aan het beheersen van de trillingen die kunnen optreden wanneer twee draden tegelijkertijd uit de voorraaddiameter worden gesneden. Hier schijnt een verschoven ring die de insteekvluchtcirkel dichter bij de geleidebus met standaardlengte brengt om een deel van die afstand te overbruggen. Er kan een eenvoudige correctie van de Y-asverschuiving worden gemaakt om de wisselplaatvorm opnieuw te centreren op de snijpositie van het stafmateriaal. Vaak is het mogelijk om succes te behalen met een verschoven ring zonder een verlengde neusgeleidingsbus.
Versnel het en koel het af
Veel moderne Zwitserse draaibanken bieden nu live-gereedschapsaandrijvingen die direct uit de doos tot veel hogere snelheden in staat zijn, grotendeels als gevolg van vorderingen in slimme motortechnologie, maar ook gedreven door de noodzaak van meer rotatiesnelheid voor gebruik met microtooling. Talrijke modellen hebben live tooling-snelheden van 5.000 tot 10.000 rpm op de live tooling-aandrijving. Een overweging die moet worden gemaakt bij het implementeren van wervelen op een klus, is elk micro-frees- of boorwerk dat mogelijk moet worden uitgevoerd naast het wervelen van de schroefdraad. Wervelklussen vereisen meestal slechts 2.000 tot 3.000 tpm bij het actieve gereedschap voor de meeste toepassingen, terwijl extra microbewerkingen mogelijk vereisen dat de motor op volle beschikbare snelheid rijdt, waardoor de wervelende spil wordt onderworpen aan snelheden waarmee deze anders misschien niet hoeft te worden bediend.
Als u dit leest en de betekenis hier niet begrijpt, moet u er rekening mee houden dat de meeste Zwitserse machinemodellen alle actieve gereedschappen op de gereedschapsposities aandrijven vanuit één enkele motor. Als zodanig zal de wervelende spil bij het draaien van een boor- of vingerfrees ook met deze hogere snelheid roteren terwijl hij niet in de snede is, waardoor deze wordt blootgesteld aan extra kilometers op de kilometerteller, ondanks het feit dat hij geen spanen maakt tijdens deze bewerkingen met hogere toerentallen. Een zeer goede manier om de opstelling te optimaliseren om niet alleen de beste productiviteit uit de machine te halen, maar ook om een langere levensduur uit uw wervelende spindel en andere actieve gereedschappen te halen, is door deze te combineren met een snelle spindeleenheid, die kan helpen verminderen de algehele motorsnelheid die de live tooling uitvoert, terwijl de optimale oppervlaktesnelheid voor de microtoolwerking behouden blijft. Tandwielaangedreven snelheidsvermenigvuldigerspindels zijn direct beschikbaar voor vele merken en modellen Zwitserse machines.

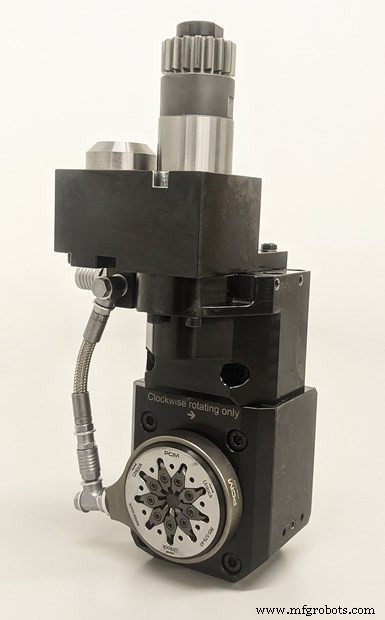
Koelmiddel-door wervelende hulpstukken en snijringen kunnen zorgen voor een betrouwbare toevoer van koelvloeistof rechtstreeks naar de snijzone om spanen te verwijderen en de smering en de standtijd van het gereedschap te behouden. (De inzetafbeelding met de snijring met verwijderde inzetstukken onthult de poorten op de binnendiameter van de ring.)
Een andere overweging bij het instellen die nooit over het hoofd mag worden gezien, is de mogelijkheid om te zorgen voor voldoende koeling en spaanafvoer uit de snijzone. Voorheen werd dit vaak bereikt door een hogedrukkoelmiddelleiding naar de snijzone te leiden en de straalstroom zorgvuldig te richten met behulp van buigbare buizen. Dit is effectief bij het opruimen van de korrelige chip die door de wervelende actie wordt gecreëerd, maar kan lastig zijn om perfect af te stellen en te richten, waardoor kostbare insteltijd aan de klus wordt toegevoegd. Voer koelvloeistofdoorlopende, jet-uitgeruste wervelende hulpstukken en snijringen in, ontwikkeld door PCM Willen SA uit Zwitserland voor zijn lijn van wervelende hulpstukken.
Deze nieuwe en gestroomlijnde opstelling kan zorgen voor een betrouwbare toevoer van koelmiddel en leidt de snijvloeistof rechtstreeks naar de snijzone, waardoor spanen worden afgevoerd en de smering en de standtijd van het gereedschap behouden blijven. Koelvloeistof/hogedrukolie wordt door de snijring zelf en in koelmiddelkanalen binnen de snijring geduwd. De hogedruk-oliestralen zijn slechts licht gebogen en gekalibreerd om te werken met de meetlengte van het inzetstuk, waardoor elke vraag of smering en optimale koeling worden bereikt, wordt geëlimineerd. Het extra voordeel van het nieuwe koelmiddelringontwerp is dat het ook vanaf de achterkant van de wervelende bevestiging kan worden bevestigd via kleine vergrendelschroeven met veervergrendeling, wat nog meer tijd kan besparen wanneer het nodig is om het hardmetalen inzetstuk op een nieuwe rand te indexeren. Hogedrukleidingen met snelsluiting maken het verwisselen of indexeren van wisselplaten eenvoudiger dan ooit.
Blijf vooraan
Vergis je niet, agressieve schroefdraad zal een nietje blijven in de medische orthopedische industrie en er is geen betere manier om ze betrouwbaar te produceren met de snelheid, het niveau van afwerking en kwaliteitscontrole dan door schroefdraad te draaien. Kostenbesparingen kunnen ook worden gerealiseerd door te upgraden naar werveling voor meer basisschroefdraad zoals UNC/UNF-schroefdraad op lange onderdelen, vooral bij het werken met materialen die draderige ductiele spanen produceren of toepassingen waarbij de schroefdraad moet worden gesegmenteerd om te voorkomen dat deze uit de geleidingsbus valt. Door ervoor te zorgen dat uw processen gebruikmaken van de meest geavanceerde toolingtechnologie die beschikbaar is, kan uw bedrijf de komende jaren concurrerend en voorop blijven lopen.
Industrieel materiaal
- Kleine versus grote draaddiameter van bevestigingsmiddelen
- F1-teams blinken uit met tooling block-technologie
- Drie verbeteringen in slimme logistiek die het bekijken waard zijn
- C# - Multithreading
- Vooruitgang in nanotechnologie
- Draadwervelhulpstukken voor Zwitserse schroefmachines
- Gereedschap voor machines van het Zwitserse type
- Lineaire bewegingstechnologie
- De nieuwste ontwikkelingen op het gebied van heftruckproductie en heftrucktechnologie
- Lasersnijden:technologie en kansen
- Wat is landbouwtechnologie?