


Vijf-assig opspanplezier

Maak kennis met "Thunderdom". De totale cyclustijd voor het voltooien van de bewerking van de 27 voorgevormde onderdelen die in deze aangepaste opspanning op een vijfassige machine zijn geklemd, is zes uur. (Photo Credits:Powill Productie en Engineering)
Soms moet je een beetje plezier hebben in onze soms te serieuze wereld van het bewerken van precisieonderdelen.
Voorbeeld:"Thunderdome."
Thunderdome is de naam die is gegeven aan de op maat gemaakte, koepelachtige opspanning die is gemaakt door Powill Manufacturing and Engineering, een van de vele opspanningen die het heeft gemaakt sinds de aankoop van zijn eerste vijfassige machine in 2011 om optimaal gebruik te maken van de integrale B- en C-as draaitafels.
Aanvankelijk gebruikte de winkel in Phoenix, Arizona echter stijgbuizen om onderdelen op te tillen die in conventionele bankschroeven en klauwplaten met drie klauwen waren geklemd omhoog en weg van het oppervlak van de C-astafel met een diameter van bijna 20 inch van de machine om de spil en het gereedschap te leveren met een betere toegang tot die delen wanneer ze onder vreemde hoeken waren georiënteerd. Het begon toen met het gebruik van in de handel verkrijgbare werkstukopspaninrichtingen die speciaal zijn ontworpen voor vijfassige machines, die klemmen op kleine zwaluwstaartprofielen die op de onderkant van onbewerkte werkstukken zijn gefreesd. Deze zwaluwstaartbevestigingen bieden voldoende houdkracht voor zwaar snijden en voldoende speling rond het onderdeel. De winkel gebruikt ze nog steeds.
In sommige gevallen zijn zelfs die apparaten echter niet de meest effectieve werkstukopspanning voor de vijfassige machine.
Powill kwam tot het besef van de waarde die op maat gemaakte armaturen die in-house zijn ontworpen en vervaardigd, bieden voor bepaalde taken, voornamelijk die met nauwe-feature, echte positietoleranties en/of grote batchgroottes. Voor de laatste probeert de winkel opspanningen te maken die meerdere onderdelen kunnen bevatten om de uptime van de spindel en de onbemande bewerkingstijd te maximaliseren. Andere op maat gemaakte armaturen houden onderdelen vast die sterk geprofileerd zijn of anderszins niet effectief kunnen worden vastgehouden met conventionele werkstukvasthoudapparaten. Het leiderschap van de winkel is van mening dat deze toepassingen de tijd en kosten rechtvaardigen die nodig zijn om dergelijke eenmalige werkophoudapparaten te ontwikkelen.
Powill heeft een verscheidenheid aan aangepaste armaturen gemaakt voor zijn vijfassige machine. Dit artikel belicht er twee. De eerste is Thunderdome, die 27 onderdelen bevat en was gewijd aan één complexe taak met een hoog volume. De tweede is een armatuur met vier stijlen die vier delen tegelijk bevat. Gemeenschappelijke zwaluwstaartkleminterfaces maximaliseerden het investeringsrendement in dit armatuur door het bruikbaar te maken voor verschillende taken of onderdeelfamilies.
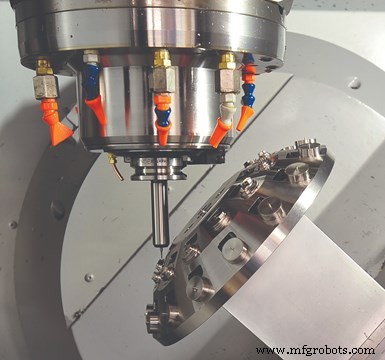
Door de koepelvormige vorm van dit armatuur kon de winkel alle 27 onderdelen in één keer bevestigen, evenals ruimte bieden voor snijgereedschappen en de spil van de machine.
Instap in vijf assen
Powill - dat voornamelijk de commerciële en militaire lucht- en ruimtevaartindustrie bedient - heeft CNC-machines, waaronder verticale bewerkingscentra (VMC's); horizontale bewerkingscentra (HMC's); een 40-inch tafel verticale draaibank (VTL); multitasking draaibanken; en slijp-, hoon- en gunboormachines. Een hoog percentage van zijn bedrijf bestaat uit jobshop-achtig werk, hoewel het een aantal terugkerende contracten heeft.
Kevin Wolfe is de algemeen directeur van het bedrijf. Wolfe zegt dat de belangrijkste reden waarom de winkel zijn vijfassige NMV5000 van DMG MORI heeft toegevoegd, was om de opstellingen te verminderen door de spil toegang te geven tot vijf zijden van een onderdeel in één klemming. Dit is algemeen bekend als 3+2 bewerking. De werkplaats werd ook aangetrokken door volledige vijfassige contourmogelijkheden, hoewel slechts een deel van de onderdelen die over die machine lopen die techniek nodig hebben.
Hij zegt dat een ander kenmerk dat de winkel aantrok, de stijfheid was van het tafel-in-tafelontwerp van de NMV5000 met de B- en C-as. De machine biedt B-as rotatie van +160 tot -180 graden en 360 graden C-as rotatie, en het maximale tafellaadvermogen is 661 pond. Het heeft ook een meer open ontwerp dan taptafels die de C-astafel op twee locaties ondersteunen, en onderdelen kunnen ondersteboven worden gedraaid om toegang te krijgen tot functies dicht bij hun basis. In dit geval vallen spanen onschadelijk weg in plaats van opnieuw te worden gesneden, wat de standtijd kan verkorten en de oppervlakteafwerking kan aantasten. De mogelijkheid om onderdelen onder vreemde hoeken te plaatsen, maakt het gebruik van kortere, stijvere gereedschappen mogelijk die ook agressievere sneden aankunnen.
De machine werd geleverd met een houder van Esprit Cam CAD/CAM-software. Hoewel het tijd kostte om deze nieuwe software te leren, is simulatie van deelprogramma's waardevol gebleken. De software was vooraf geladen met een CAD-model van de NMV5000-machine en alle primaire bewegende componenten. Om machinale bewerkingen voor een taak te simuleren, voegen CAD/CAM-programmeurs eenvoudig CAD-modellen van de opspaninrichtingen en het werkstuk toe aan het machinemodel. Door de bewerking te simuleren, worden mogelijke interferentiepunten tussen spil, frezen, opspanningen of onderdelen geïdentificeerd, zodat deze problemen kunnen worden verholpen voordat de taak op de machine wordt uitgevoerd.
Een andere handige programmeerfunctie voor vijf assen is Composite Frezen vijfassig, dat meerdere bewerkingspatronen en gereedschapsasoriëntaties biedt om alle assen tegelijk te besturen voor complexe onderdelen. ProfitMilling-gereedschapsbanen zijn vooral handig voor het voorbewerken van cilindrische vloeren op de Z-as, voegt Wolfe eraan toe. Deze strategie is ontworpen om de standtijd en cyclustijd van het gereedschap te verbeteren door de aangrijpingshoeken van het gereedschap en de spaanbelasting te optimaliseren.
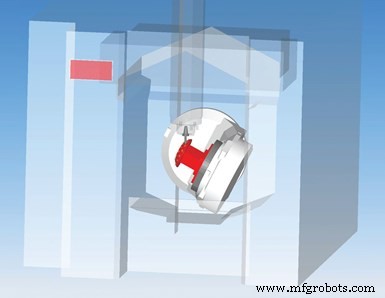
De CAD/CAM-software die bij de vijfassige machine van de winkel werd geleverd, was geladen met een CAD-model van die specifieke machine. Programmeurs kunnen dan eenvoudig CAD-modellen van opspanningen en onderdelen toevoegen om simulatie van onderdeelprogramma's uit te voeren om ervoor te zorgen dat er geen crashes of interferenties zijn met onderdelen die onder vreemde hoeken zijn georiënteerd.
Op naar Thunderdome
Een klus met een batchgrootte van 1.000 complexe, voorgevormde onderdelen gemaakt van Inconel 625 leidde de werkplaats om een armatuur te creëren die plaats bood aan 27 werkstukken. In feite is het armatuur machinaal bewerkt op de NMV5000.
De winkel probeerde in eerste instantie zoveel mogelijk onderdelen op een rechthoekig armatuur te passen. De uitdaging bij dit type prismatisch opspanconcept was om voldoende ruimte rond elk onderdeel te bieden voor alle vijfassige contourbewerkingen. (Eenmaal voltooid, zijn er geen rechte zijden aan dit onderdeel.) Helaas kon dit voorlopige armatuurontwerp maximaal 10 onderdelen bevatten.
Wolfe dacht dat een koepelachtige armatuurvorm meer onderdelen zou kunnen bevatten. Door ze rond een bolvormig profiel te plaatsen, kan voldoende toegang worden verkregen, terwijl er meer tegelijk kunnen worden vastgeklemd. Het resulterende armatuur is gemaakt van reserve staalmateriaal dat de winkel bij de hand had en werd bovenop een rechthoekige stijgbuis gemonteerd. Iemand zei voor de grap dat het leek op de Thunderdome-arena uit de film "Mad Max Beyond Thunderdome", en de bijnaam bleef hangen.
Een uitdaging was om te bepalen hoe de blanks in dit armatuur het beste konden worden vastgehouden. Het was tenslotte logisch om te beginnen met ronde voorraad die dichter bij de netvorm van het onderdeel lag. Om dat te doen, worden er platte vlakken in elke plano gefreesd, zodat door nokken aangedreven klemmen van Mitee Bite ze kunnen vastgrijpen. Voor elk onderdeel zijn twee pockets gemaakt, één voor de kleminrichting en één voor de ronde voorraad.
Er zijn andere uitdagingen bij het maken van zo'n armatuur om meerdere onderdelen te bevatten. De onderdelen moeten bijvoorbeeld ver genoeg uit elkaar worden geplaatst en zodanig worden gepositioneerd dat er voldoende ruimte rond elk is. Bovendien moet een evenwicht worden gevonden tussen het aantal onderdelen dat een armatuur kan bevatten en de algehele stijfheid van de armatuur. Door te veel materiaal te verwijderen om een groot aantal onderdelen te kunnen herbergen, kan zowel de stijfheid als hoe agressief (hoe snel) die onderdelen kunnen worden bewerkt, worden beperkt.
Thunderdome is ontworpen om onderdelen in twee rijen vast te houden. Door deze rijen zakken te compenseren, konden nog een paar zakken op de onderste rij worden geplaatst (15 delen, vergeleken met 12 op de bovenste rij). De totale cyclustijd om alle 27 geklemde onderdelen te bewerken is zes uur. Daarna worden onderdelen gemonteerd in aangepaste bankschroefbekken op een VMC die de onderkant bewerkt en de achterkant van een doorgaand gat verzinkt.

Dit armatuur heeft vier palen met hun toppen onder een hoek van 45 graden. Dit zorgt voor voldoende afstand en speling rond onderdelen wanneer ze worden geïnstalleerd in de zwaluwstaartklemmen die bovenop de palen staan.
Als alternatief heeft een armatuur met vier stijlen die de winkel heeft gemaakt, een aluminium basis met vier stalen palen, elk met een zwaluwstaartinterface die de armatuur geschikt maakt voor verschillende taken. Deze veelzijdigheid hielp de tijd en de kosten van het maken van de armatuur te rechtvaardigen.
Het eerste doel van het armatuur was echter om zo snel mogelijk aan de slag te gaan met een bepaalde klus:een brandstofblok vervaardigd uit een knuppel van 1215 staal met batchorderhoeveelheden van meer dan 300 onderdelen. Deze grote batchgrootte was de belangrijkste reden waarom de winkel een aangepast armatuur in overweging nam dat meerdere onderdelen tegelijk kon monteren.
Het armatuur moest stijf genoeg zijn om ruw freeswerk aan te kunnen, maar toch de benodigde ruimte bieden voor graveerwerkzaamheden en het boren van gaten in samengestelde hoeken naar de onderkant van het onderdeel. Bovenaan elk bericht

Deze aangepaste armatuur die de winkel heeft gemaakt voor zijn vijfassige machine, biedt ruimte voor het gereedschap en de spil om toegang te krijgen tot de onderdelen.
werd onder een hoek van 45 graden bewerkt om de werkstukken naar buiten en van elkaar af te schuiven en de benodigde gereedschapsruimte te bieden om toegang te krijgen tot alle vijf de vlakken van elk onderdeel. De simulatiefunctie en het voorkomen van botsingen in de CAD/CAM-software kwamen goed van pas om voldoende ruimte te garanderen.
Onbewerkte werkstukken worden eerst geprepareerd op een VMC, die zwaluwstaartprofielen op het oppervlak bewerkt dat de minste hoeveelheid bewerkingswerk vereist (of helemaal geen). Zodra de plano's op de opspanning zijn bevestigd, is de cyclustijd om de vier brandstofblokken te bewerken (zonder het zwaluwstaartprofiel te verwijderen en extra bewerking uit te voeren op dat zesde vlak) 2,5 uur. Voor bepaalde functies is de B-astafel van de machine 135 graden gekanteld om functies nabij de onderkant van de onderdelen te bereiken. De zwaluwstaartprofielen worden vervolgens weggefreesd op een HMC, die ook vier gaten bewerkt die de poorten kruisen die op de vijfassige machine zijn gemaakt. Om dit onderdeel op een van de HMC's van de winkel te voltooien, zouden drie afzonderlijke bewerkingen en ten minste één aangepaste armatuur nodig zijn geweest. Powill heeft dit armatuur vervolgens voor diverse andere onderdelen gebruikt.

Voorafgaand aan het installeren van deze brandstofblokblanco in de vierstijlige opspanning op de vijfassige machine, worden de zwaluwstaartfunctie en de bijbehorende pingleuf machinaal bewerkt op een VMC. De winkel zegt dat deze configuratie beweging van onderdelen elimineert, zelfs tijdens zware voorbewerkingen. De pingleuf plaatst de plano ook in de juiste positie in de zwaluwstaartbevestiging voor herhaalbaarheid. Deze functies worden weggefreesd nadat het werk aan de vijfassige machine is voltooid (dit wordt hier halverwege weggefreesd weergegeven).
Terug in de tijd
Naast het maken van op maat gemaakte opspanningen voor nieuwe taken, heeft Powill zijn expertise op het gebied van werkstukopspanning gebruikt om taken die eerder op drieassige apparatuur waren bewerkt, over te brengen naar de vijfassige machine. De winkel heeft ook programma's geschreven om andere onderdelen op de flexibele armatuur met vier stijlen te laten draaien. Het consolideren van meerdere opstellingen om onderdelen in één opspanning op de vijfassige machine te produceren, vermindert niet alleen de productietijd, maar verbetert ook de nauwkeurigheid van de onderdelen. In feite gebruikt Powill zijn vijfassige machine ook om nauwkeurigere opspanningen te maken voor zijn drieassige apparatuur, omdat het kritieke opspanningslokalisatiefuncties in een enkele opstelling nauwkeuriger kan bewerken.
Industrieel materiaal
- om geld te besparen op CNC-machineonderdelen
- 10 eenvoudige stappen om de reparatietijd van de machine te verkorten
- Wat is een freesmachine? - Onderdelen, bediening, diagram
- Wat is een boormachine? - Definitie, onderdelen en typen
- Wat is Shaper-machine? - Definitie, onderdelen, werken?
- Productie Machine Shop bewijst zijn waarde
- Spiraalgevoede draaimachine ontworpen voor kleine onderdelen
- Een definitieve gids voor Lights-Out Manufacturing
- Hoe u een bedrijf voor apparatuur of machineonderdelen kiest
- Hoe de machinenauwkeurigheid te verbeteren
- CNC-machines:typen, onderdelen en voordelen