


Nietmachine
Achtergrond
Er zijn vrijwel net zoveel soorten nietmachines als er toepassingen voor zijn. Nietmachines worden geproduceerd voor gebruik bij:de vervaardiging van meubelen; medische velden; tapijt overstag gaan; elektrische draad en isolatie installatie; vervaardiging van fotolijsten en natuurlijk voor thuis of op kantoor.
De grootte van nietmachines varieert ook - van een mini-nietmachine (zoals een kleine vinger) tot een die twee handen nodig heeft om te gebruiken. En hoewel er geen specifieke standaardmaat voor nietjes is, is het basistype huishouden (kantoor) - met een draadmaat van. 017 inch in diameter - wordt algemeen als typisch beschouwd. De gemiddelde nietmachine voor meervoudig gebruik werkt met gemiddelde draadafmetingen. 050 inch in diameter. Nietmachines die in de bouwsector worden gebruikt, gebruiken wat lijkt op spijkers die in voorgeladen magazijnen (pakketten) worden geleverd - vergelijkbaar met munitie voor vuurwapens en waarschijnlijk bijna net zo dodelijk op korte afstand.
Zelfs met het potentieel van tientallen toepassingen, worden nietmachines het meest gebruikt bij het inbinden van documenten met meerdere pagina's en andere soortgelijke gerelateerde kantoortaken. Ze zijn extreem goedkoop:een "typische" nietmachine voor thuis of op kantoor kost minder dan $ 10,00 en een pakket van 5.000 nietjes, minder dan $ 2,00.
Grondstoffen
Een nietmachine bestaat uit veel componenten, waarvan de meeste metalen stempels en onderdelen van het veertype zijn. De belangrijkste componenten van een typische nietmachine voor thuis of op kantoor zijn de basis; het aambeeld (de metalen plaat waarop je het document legt dat je wilt nieten); het tijdschrift (dat de nietjes vasthoudt); de metalen kop (die het tijdschrift bedekt); en de hanger (die aan de basis is gelast en de pen vasthoudt die het magazijn en de basis verbindt). Klinknagels worden gebruikt om de onderdelen bij elkaar te houden, en een pen is het scharnierpunt voor de bovenste en onderste helft. Er worden ook materialen van rubber en kunststof gebruikt, zowel om het product te verbeteren als om de nietmachine cosmetisch aantrekkelijk te maken. De veren in een nietmachine voeren meestal twee afzonderlijke taken uit:ze houden de rij nietjes in de baan en zijn klaar voor gebruik, en ze brengen het plunjerblad terug naar zijn oorspronkelijke opwaartse positie. (Het plunjerblad werkt als een guillotine, in die zin dat het een enkel nietje van de rij nietjes scheidt telkens wanneer het naar beneden wordt gedrukt.)
De meest recente nietmachines worden bijna volledig van plastic gemaakt. Momenteel zijn de meest gebruikte nietmachines echter nog steeds die van metaal. Het volgende richt zich dus uitsluitend op de metalen nietmachine en hoe deze wordt vervaardigd.
Het fabricageproces
Hoewel nietmachines worden geproduceerd voor een aantal verschillende toepassingen en in net zoveel maten, blijven de basisprincipes achter de werking van elk hetzelfde, en de belangrijkste componenten (veren, stempels, klinknagels, lijstwerk en pinnen), eenmaal voltooid, zijn geassembleerd om vergelijkbare eindproducten te maken.
De veren vormen
- 1 In de basisnietmachine worden twee soorten veren gebruikt:de spoel en het blad. Een spiraalveer is gemaakt van metaal dat bestand is tegen een constante druk en vrijkomt en toch zijn vorm behoudt. Het materiaal van de spiraalveer is op de juiste manier rond een
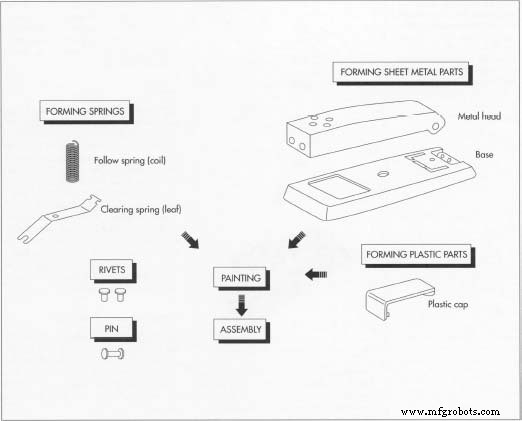 De onderdelen van een nietmachine worden op verschillende manieren gevormd voordat ze samenkomen om het eindproduct te vormen. Spiraalveren zoals de volgveer worden rond staven gewikkeld en met warmte behandeld, terwijl bladveren zoals de opruimveer in hun juiste vorm worden gerold of gebogen. Plaatmetalen onderdelen zoals de kop en de basis worden meestal tussen een stempel en matrijs gestanst, terwijl plastic onderdelen kunnen worden gespuitgiet. staaf (vergelijkbaar met het wikkelen van een dunne draad om een potlood) en wordt vervolgens met warmte behandeld om veranderingen in de kenmerken van het metaal te produceren - veranderingen die het metaal "elasticiteit" geven. De warmtebehandelde spiraalveer kan redelijkerwijs uit elkaar worden getrokken en samengedrukt en toch terugkeren naar de oorspronkelijke opgewonden toestand. Een goed voorbeeld van een spiraalveer is de volgveer, die de case verbindt met het volgblok — het metalen stuk in het magazijn dat de nietjes aan het ene uiteinde van het magazijn vasthoudt.
De onderdelen van een nietmachine worden op verschillende manieren gevormd voordat ze samenkomen om het eindproduct te vormen. Spiraalveren zoals de volgveer worden rond staven gewikkeld en met warmte behandeld, terwijl bladveren zoals de opruimveer in hun juiste vorm worden gerold of gebogen. Plaatmetalen onderdelen zoals de kop en de basis worden meestal tussen een stempel en matrijs gestanst, terwijl plastic onderdelen kunnen worden gespuitgiet. staaf (vergelijkbaar met het wikkelen van een dunne draad om een potlood) en wordt vervolgens met warmte behandeld om veranderingen in de kenmerken van het metaal te produceren - veranderingen die het metaal "elasticiteit" geven. De warmtebehandelde spiraalveer kan redelijkerwijs uit elkaar worden getrokken en samengedrukt en toch terugkeren naar de oorspronkelijke opgewonden toestand. Een goed voorbeeld van een spiraalveer is de volgveer, die de case verbindt met het volgblok — het metalen stuk in het magazijn dat de nietjes aan het ene uiteinde van het magazijn vasthoudt. - 2 Bladveren, die op een duikplank lijken, worden meestal gemaakt door een dun stuk staal te buigen of te rollen (licht te krullen) en het vervolgens voorzichtig te verwarmen tot een temperatuur die interne spanningen veroorzaakt. Door een wortel in de lengte in dunne reepjes te snijden en vervolgens in ijswater te leggen, krullen de reepjes op; dit is hetzelfde effect dat wordt waargenomen wanneer veren op de juiste manier met warmte worden behandeld. Het staal behoudt ofwel een gekrulde of vlakke positie en is bestand tegen elke buigbeweging die erop wordt toegepast. Een voorbeeld van een bladveer is de opruimveer, het gedeelte aan de onderkant van de nietmachine waarmee u de basis van de bovenste assemblage (het magazijn en de metalen kop) kunt ontgrendelen.
Stempelen van onderdelen
- 3 Stempels zijn meestal gemaakt van plat plaatmateriaal van verschillende diktes dat tussen een pons en een matrijs is geplaatst. Wanneer de pons op het materiaal drukt, "schaaft" hij een stuk materiaal (de vorm van de pons) uit het vel. Een soortgelijk principe wordt toegepast bij het gebruik van een koekjesvormer op uitgerold deeg. Stempelmateriaal kan ook in
 De pinnen, stempels en veren worden in fasen gesubassembleerd en vervolgens samengevoegd met de bovenste en onderste helften van de nietmachine frame. De laatste items die moeten worden gemonteerd, zijn de voetjes (Lanti-slip rubberen pads) en de plastic klikdop. de vorm van een spoel van materiaal die lijkt op een rol keukenpapier. (Het materiaaltype en de dikte zijn afhankelijk van de configuratie van het onderdeel dat wordt gemaakt). De spoel maakt het mogelijk om het materiaal automatisch over een pons en matrijs te voeren met behulp van een spoelaanvoer. De spoel wordt geleidelijk afgewikkeld terwijl er onderdelen uit worden gestempeld. Dit is een zeer kostenefficiënte manier om stempels in massa te produceren, omdat er geen operator nodig is om het materiaal tussen de pons en de matrijs te houden. De meeste van de belangrijkste metalen componenten naast veren en klinknagels, zoals de basis, metalen kop en aambeeld, zijn op deze manier gemaakt.
De pinnen, stempels en veren worden in fasen gesubassembleerd en vervolgens samengevoegd met de bovenste en onderste helften van de nietmachine frame. De laatste items die moeten worden gemonteerd, zijn de voetjes (Lanti-slip rubberen pads) en de plastic klikdop. de vorm van een spoel van materiaal die lijkt op een rol keukenpapier. (Het materiaaltype en de dikte zijn afhankelijk van de configuratie van het onderdeel dat wordt gemaakt). De spoel maakt het mogelijk om het materiaal automatisch over een pons en matrijs te voeren met behulp van een spoelaanvoer. De spoel wordt geleidelijk afgewikkeld terwijl er onderdelen uit worden gestempeld. Dit is een zeer kostenefficiënte manier om stempels in massa te produceren, omdat er geen operator nodig is om het materiaal tussen de pons en de matrijs te houden. De meeste van de belangrijkste metalen componenten naast veren en klinknagels, zoals de basis, metalen kop en aambeeld, zijn op deze manier gemaakt.
Remvorming
- 4 Nadat een onderdeel is gestempeld, wordt het meestal in een vorm gevormd. Als de vorm ingewikkeld is, wordt een ander type pons en matrijs gebruikt. Het materiaal kan ook worden verwarmd om het zachter te maken, waardoor het materiaal gemakkelijker kan buigen. De meeste onderdelen van de nietmachine hebben enigszins vierkante hoeken, dus meestal wordt het materiaal in een hoek van 90 graden gebogen. Er zijn nu machines die stempel- en remvormprocessen uitvoeren tijdens dezelfde bewerking; ze ponsen tegelijkertijd vormen uit en buigen ze om de juiste onderdelen te maken. Dit elimineert de hoeveelheid instellingen en verschillende machines die nodig zijn om alle onderdelen te maken.
Klinknagels
- 5 Een klinknagel is meestal gemaakt van een vrij sterk staalmateriaal, maar het moet ook enige elasticiteit hebben. Een klinknagel is ontworpen om onderdelen op hun plaats te houden, net als een schroef en een moer, behalve dat de klinknagel uit één stuk bestaat en niet gemakkelijk kan worden gedemonteerd. Het ene uiteinde heeft meestal een kop (zoals een spijker of een schroef), en het andere uiteinde is meestal hol (gedeeltelijk of over de hele lengte). Klinknagels worden gemaakt door een stuk stafmateriaal af te snijden en te smeden om de gewenste configuratie te verkrijgen. Smeden is een proces vergelijkbaar met stempelen, behalve dat het uitgangsmateriaal al bijna op maat is. Smeden zal de grootte en vorm minimaal veranderen; de sterkte van het materiaal wordt echter aanzienlijk verhoogd.
Kunststof profielen maken
- 6 Kunststof onderdelen van nietmachines worden gemaakt door middel van spuitgieten, waarbij een vloeibaar gemaakt plastic in een matrijs wordt gespoten. De vloeistof stroomt in de open ruimte en wordt vervolgens afgekoeld. Terwijl de matrijs afkoelt, stolt het plastic en neemt de vorm van de matrijs aan. De matrijs wordt geopend en het onderdeel wordt verwijderd.
De speld maken
- 7 De pen is niet meer dan een stuk stafmateriaal, op een bepaalde lengte afgesneden met een zaag of op een bewerkingscentrum. Omdat de pin wordt gebruikt als scharnierpunt voor de bovenste en onderste helft van de nietmachine, is deze meestal gemaakt van een sterk, warmtebehandelbaar metaal.
Schilderen
- 8 Zoals vereist om roest te voorkomen, of om cosmetische redenen, zijn sommige onderdelen geverfd. De onderdelen worden op kleine rekken gehangen, op een transportband gezet en door een sproeikop geleid. Sommige automatische verfbewerkingen maken gebruik van elektrostatisch spuiten, waarbij de onderdelen en verf zijn elektrisch geladen. De verf en de onderdelen krijgen tegengestelde ladingen - de verf krijgt bijvoorbeeld een negatieve lading terwijl het onderdeel een positieve lading krijgt - omdat tegengestelde elektrische ladingen elkaar aantrekken. Elektrostatisch schilderen zorgt ervoor dat elke mogelijke ruimte op het onderdeel gelijkmatig wordt geverfd. Deze methode elimineert ook verspilling van verf (overspray).
Montage
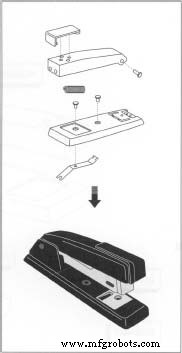
- 9 De pennen, stempels en veren worden in fasen in elkaar gezet en vervolgens samen met de bovenste en onderste helften van het frame van de nietmachine gemonteerd. Voor het onderste deel, bestaande uit de basis, hanger, aambeeld en ontruimingsveer, worden de onderdelen in een montagemal geplaatst die ze op hun plaats houdt zodat de klinknagels in de juiste gaten kunnen worden geplaatst. Zodra de klinknagels op hun plaats zijn vergrendeld, wordt een gereedschap genaamd een orbitale klinknagel draait het holle uiteinde van de klinknagel totdat deze naar buiten klapt en de delen samenpakt. De bovenste helft, bestaande uit de magazijn-subassemblage, de behuizing, de volgveer, de veer van de driver-ram en de metalen kop, wordt op dezelfde manier geassembleerd in zijn eigen montagemal.
- 10 De bovenste en onderste helften komen samen in een andere mal, en de pen die de twee verbindt, wordt op zijn plaats geklonken. Tot slot worden de finishing touch zoals de voetjes (antislip rubberen pads) en de kunststof dop erop geklikt.
Kwaliteitscontrole
Monsters van alle componenten worden afzonderlijk getest terwijl ze worden vervaardigd. Een bepaald percentage onderdelen wordt grondig gecontroleerd als ze van de automatische machines komen. Kritische afmetingen worden onder de loep genomen en er worden aanpassingen gedaan aan de machines of de gereedschappen worden gerepareerd/vervangen als ze verslijten.
Zodra de onderdelen zijn geassembleerd, worden ze door monsters gecontroleerd op functionaliteit en opnieuw wordt een klein aantal eenheden continu gecycleerd totdat ze verslijten. Het onderdeel dat verslijt, wordt gecontroleerd op conformiteit om te bepalen of het normale slijtage of een ontwerpfout was.
Een belangrijk item dat de levensduur en productgarantie bepaalt, is het gebruik van door de fabriek aanbevolen nietjes. Het gebruik van verkeerde nietjes zou de oorzaak zijn van de meeste storingen van de nietmachine. Opgemerkt moet worden dat sommige nietmachinebedrijven hun nietmachines (gratis of tegen een kleine vergoeding) alleen onderhouden als hun nietjes uitsluitend in het apparaat worden gebruikt.
De Toekomst
Nietmachines worden, net als de meeste andere mechanismen, voortdurend aangepast en verbeterd. Naarmate nieuwe materialen en processen worden ontwikkeld, worden veel toepassingen in allerlei soorten producten verwerkt, de nietmachine is daarop geen uitzondering. Evenzo zal het gebruik van nietmachines blijven toenemen, aangezien een van de nieuwste toepassingen op medisch gebied is als vervanging voor hechtingen.
Productieproces