


Kathodestraalbuis
Achtergrond
Een kathodestraalbuis, vaak CRT genoemd, is een elektronisch weergaveapparaat waarin een elektronenbundel kan worden gefocusseerd op een fosforescerend kijkscherm en snel kan worden gevarieerd in positie en intensiteit om een beeld te produceren. Waarschijnlijk de bekendste toepassing van een kathodestraalbuis is als beeldbuis in een televisie. Andere toepassingen zijn onder meer het gebruik in oscilloscopen, radarschermen, computermonitoren en vluchtsimulatoren.
De kathodestraalbuis werd in 1897 ontwikkeld door Ferdinand Braun uit Straatsburg in het toenmalige Frans-Duitse Elzas-Lotharingen. Het werd voor het eerst gebruikt als een oscilloscoop om elektrische signalen te bekijken en te meten. In 1908 werd A.A. Campbell-Swinton uit Engeland stelde voor om een CRT te gebruiken voor het elektronisch verzenden en ontvangen van afbeeldingen. Het was echter pas in de jaren 1920 dat het eerste praktische televisiesysteem werd ontwikkeld. Het concept voor een kleurenkathodestraalbuis werd in 1938 voorgesteld en in 1949 met succes ontwikkeld.
Hoewel General Electric in 1928 hun eerste televisietoestel voor thuisgebruik introduceerde, bleef commerciële televisie-uitzending een experimentele technologie met slechts een beperkt bereik en publiek. Het duurde tot het einde van de jaren veertig voordat de televisienetwerken zich voldoende hadden gevestigd om een hausse in de consumentenverkopen te veroorzaken. Zwart-wittelevisies maakten in de jaren zestig plaats voor de eerste kleurensets. In de daaropvolgende decennia werden kathodestraalbuizen voor televisies zowel groter als kleiner, omdat fabrikanten probeerden te voldoen aan de wensen van de consument. Recente ontwikkelingen omvatten buizen met plattere gezichten, scherpere hoeken en een hogere resolutie voor een betere weergave.
Een beeldbuis bestaat uit drie basisonderdelen:het elektronenkanonsamenstel, het fosforkijkoppervlak en de glazen omhulling. Het elektronenkanonsamenstel bestaat uit een verwarmde metalen kathode omgeven door een metalen anode. De kathode krijgt een negatieve elektrische spanning en de anode een positieve spanning. Elektronen van de kathode stromen door een klein gaatje in de anode om een elektronenbundel te produceren. Het elektronenkanon bevat ook elektrische spoelen of platen die de elektronenbundel versnellen, focusseren en afbuigen om het fosforkijkoppervlak te treffen in een snelle zijwaartse scanbeweging, beginnend bij de bovenkant van het oppervlak en naar beneden werkend. Het kijkoppervlak van de fosfor is een dunne laag materiaal die zichtbaar licht uitzendt wanneer het wordt geraakt door de elektronenstraal. De chemische samenstelling van de fosfor kan worden gewijzigd om de kleuren wit, blauw, geel, groen of rood te produceren. De glazen omhulling bestaat uit een relatief vlakke voorplaat, een trechtersectie en een neksectie. Het kijkoppervlak van de fosfor is afgezet aan de binnenkant van de glazen voorplaat en het elektronenkanonsamenstel is aan het andere uiteinde in de glazen hals afgedicht. Het doel van de trechter is om het elektronenkanon op de juiste afstand van de voorplaat te plaatsen en de glazen omhulling bij elkaar te houden zodat een vacuüm kan worden bereikt in de voltooide buis.
De CRT die in een kleurentelevisie of kleurencomputermonitor wordt gebruikt, heeft een paar extra onderdelen. In plaats van één elektronenkanon zijn er drie:één voor het rode kleursignaal, één voor blauw en één voor groen. Er zijn ook drie verschillende fosformaterialen gebruikt op het kijkoppervlak - opnieuw één voor elke kleur. Deze fosforen worden afgezet in de vorm van zeer kleine stippen in een herhaald patroon over het scherm - rood, blauw, groen, rood, blauw, groen, enzovoort. De sleutel tot een kleuren CRT is een stuk geperforeerd metaal, bekend als het schaduwmasker, dat tussen de elektronenkanonnen en het beeldscherm wordt geplaatst. De perforaties in het schaduwmasker zijn zo uitgelijnd dat het rode kanon alleen elektronen kan afvuren op de fosforstippen die de rode kleur produceren, het blauwe kanon op de blauwe stippen en het groene kanon op de groene stippen. Door de intensiteit van de straal voor elke kleur te regelen terwijl deze over het scherm scant, kunnen verschillende kleuren worden geproduceerd op verschillende delen van het scherm, waardoor een kleurenbeeld wordt geproduceerd. Om een idee te geven van hoe klein de perforaties en stippen moeten zijn, kan een 25-inch (63 cm) kleurentelevisiebeeldbuis een schaduwmasker hebben met 500.000 perforaties en 1,5 miljoen individuele fosforstippen.
Ontwerp
Het elektronenkanon moet voor elke nieuwe toepassing worden ontworpen. Nieuwe schermformaten, nieuwe algemene afmetingen van de glazen envelop en nieuwe vereisten voor beeldresolutie vereisen allemaal een nieuw pistoolontwerp. Voor helderdere beelden kunnen versnellende spoelen met een hoger vermogen nodig zijn. Voor een fijnere beeldresolutie zijn mogelijk verbeterde bundelfocusserende spoelen of platen nodig. Hoewel het basisontwerp hetzelfde blijft, worden de details voortdurend verfijnd.
Evenzo is het basisontwerp van het fosforkijkoppervlak redelijk goed gedefinieerd, maar de details kunnen veranderen. Nieuwe vereisten voor beeldresolutie vereisen mogelijk een nieuwe methode voor het afzetten van de fosforstippen op de voorplaat, wat op zijn beurt mogelijk nieuwe materiaalverwerkingstechnieken vereist. De zoektocht naar meer waarheidsgetrouwe kleuren kan resulteren in nieuwe materiaalformuleringen. De hoeveelheid tijd die de fosforen licht uitstralen, of gloeien, nadat ze door de elektronenstraal zijn geraakt, is ook belangrijk en wordt bepaald door de chemische samenstelling van de fosfor. Deze eigenschap wordt persistentie genoemd. Bij een kleurentelevisie scant de elektronenbundel 25 keer per seconde het scherm. Als de persistentie langer is dan een vijfentwintigste van een seconde (0,04 seconde), zou het beeld twee scans tegelijkertijd tonen en wazig lijken. Als de persistentie korter is dan deze tijd, zou het beeld van de eerste scan verdwenen zijn voordat de tweede scan langskwam, en zou het beeld lijken te flikkeren.
Zelfs de glazen omhulling vereist een uitgebreid ontwerp. Sterkte, stralingsabsorptie-eigenschappen, temperatuurtolerantie, slagvastheid, diëlektrische eigenschappen en optische helderheid zijn enkele van de ontwerpcriteria die worden gebruikt bij het ontwerpen van de glascomponenten. Computers kunnen worden gebruikt om eindige-elementenanalyse uit te voeren om de spanningen in complexe omhullingsvormen te evalueren. Deze techniek verdeelt het onderdeel in een eindig aantal kleinere, gemakkelijker definieerbare stukken of elementen, en voert vervolgens de berekeningen voor elk element uit om onaanvaardbaar hoge spanningsconcentraties op te sporen. Met behulp van de computer kunnen afmetingen voor contouren en wanddikte eenvoudig worden aangepast totdat een bevredigend ontwerp is bereikt.
Grondstoffen
Kathodestraalbuizen gebruiken een interessante en gevarieerde assemblage van grondstoffen. In veel gevallen zijn het de grondstoffen, niet het ontwerp- of fabricageproces, die de prestatiekenmerken van het eindproduct bepalen.
Het elektronenkanon is gemaakt van verschillende metalen stukken. De kathode, of elektronenemitter, is gemaakt van een cesiumlegering. Cesium wordt gebruikt als kathode in veel elektronische apparaten met vacuümbuizen, omdat het gemakkelijk elektronen afgeeft bij verhitting of stoten door licht. In een CRT wordt de kathode verwarmd met een elektrische draad met hoge weerstand. De versnellings-, focusserings- en afbuigspoelen kunnen zijn gemaakt van koperdraad met een kleine diameter. Een glazen buis steekt uit de achterkant van het elektronenkanonsamenstel en wordt gebruikt om de lucht uit de voltooide CRT te verwijderen.
Het fosforkijkoppervlak wordt gevormd uit een continue laag van een enkel materiaal in monochromatische CRT's, of is samengesteld uit individuele punten van drie verschillende materialen in kleuren CRT's. Zinksulfide is een veelgebruikt fosformateriaal. De kleur wordt bepaald door een zeer kleine hoeveelheid materiaal toe te voegen, een activator genaamd. Zinksulfide met 0,01% zilveractivator straalt een blauw licht uit. Wanneer een activator van 0,001% koper wordt gebruikt, geeft deze een groen licht. Een 50/50 mengsel van zinksulfide en cadmiumsulfide met een 0,005% zilveractivator produceert een geel licht. Rood licht kan worden geproduceerd door zilver of koper toe te voegen aan zinksulfide gemengd met a 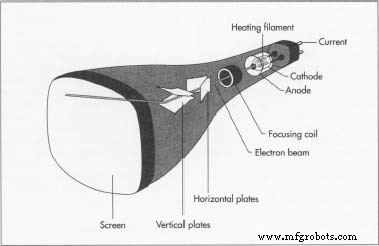 Een beeldbuis bestaat uit drie basisonderdelen:de elektronenkanonconstructie, het fosforkijkoppervlak en de glazen omhulling. Het elektronenkanonsamenstel bestaat uit een verwarmde metalen kathode omgeven door een metalen anode. Het kijkoppervlak van de fosfor is een dunne laag materiaal die zichtbaar licht uitzendt wanneer het wordt geraakt door een elektronenstraal. De glazen omhulling bestaat uit een relatief Rattenplaat, een trechtergedeelte en een nekgedeelte. hoog percentage cadmiumsulfide. De fosforen worden meestal vermalen tot een fijn poeder voordat ze aan de binnenkant van de frontplaat worden aangebracht.
Een beeldbuis bestaat uit drie basisonderdelen:de elektronenkanonconstructie, het fosforkijkoppervlak en de glazen omhulling. Het elektronenkanonsamenstel bestaat uit een verwarmde metalen kathode omgeven door een metalen anode. Het kijkoppervlak van de fosfor is een dunne laag materiaal die zichtbaar licht uitzendt wanneer het wordt geraakt door een elektronenstraal. De glazen omhulling bestaat uit een relatief Rattenplaat, een trechtergedeelte en een nekgedeelte. hoog percentage cadmiumsulfide. De fosforen worden meestal vermalen tot een fijn poeder voordat ze aan de binnenkant van de frontplaat worden aangebracht.
De glazen omhulling gebruikt voor elk van de drie onderdelen iets andere grondstoffen. De basisgrondstof voor alle glascomponenten is silica. Alumina kan worden toegevoegd om de vloei-eigenschappen van het gesmolten glas bij het vormen ervan aan te passen. Er worden verschillende oxiden gebruikt om de smelttemperatuur te verlagen. Bariumoxide, strontiumoxide en loodoxide worden gebruikt om stralingsbescherming in de nek en trechter te bieden. De voorplaat moet daarentegen een minimum aan loodoxide bevatten om een verkleuringsfenomeen dat bekend staat als elektronen- of röntgenbruining te voorkomen. Neodymiumoxide kan op de voorplaat worden gebruikt om het contrast van het bekeken beeld te verbeteren.
In kleuren CRT's is het schaduwmasker meestal gemaakt van een dunne laag van een nikkellegering.
Het fabricageproces
Het glazen omhulsel of zijn componenten worden gewoonlijk gevormd in een glasfabriek en verscheept naar de fabrikant van de kathodestraalbuis die het fosforscherm vormt, het elektronenkanon fabriceert en in elkaar zet, en de voltooide CRT assembleert.
De glazen envelop vormen
- 1 De ingrediënten van het glas worden gewogen en gemengd voordat ze worden gesmolten. Het glas wordt gesmolten in gasgestookte ovens van ongeveer 46-279 vierkante meter groot. Als dit een continu proces is, worden nieuwe ingrediënten toegevoegd om een constant niveau te behouden terwijl het gesmolten glas uit de oven naar de vormende gebieden stroomt. Alvorens te worden gevormd, moet het gesmolten glas enigszins worden afgekoeld en overal gelijkmatig van temperatuur worden gemaakt.
- 2 De frontplaat wordt normaal gesproken in de gewenste vorm geperst door een klomp gesmolten glas in een mal te laten vallen en met een plunjer op de klomp te drukken. De trechter kan worden gevormd door persen of door centrifugaalgieten. Bij de gietmethode valt een klodder gesmolten glas in een mal, die vervolgens snel ronddraait om het glas gelijkmatig over het binnenoppervlak van de mal te verspreiden. Een groefschijf aan de bovenkant van de mal snijdt het zachte glas op de gewenste hoogte zodat het overtollige glas gemakkelijk kan worden verwijderd. De hals is gemaakt van glazen buizen en een uiteinde is wijd uitlopend om het inbrengen van het elektronenkanon te vergemakkelijken.
- 3 In een monochromatische CRT worden de drie glascomponenten samengevoegd voordat ze naar de CRT-fabrikant worden verscheept. Bij een kleuren CRT zijn alleen de hals en trechter verbonden en wordt de voorplaat apart verzonden voor verdere verwerking. De glascomponenten worden gewoonlijk verbonden door de pasvlakken tot een hoge temperatuur te verhitten met gasstralen of elektrische verwarmers.
Aanbrengen van de fosforen
- 4 Bij monochromatische CRT's is het kijkoppervlak van de fosfor aan de binnenkant van de glazen frontplaat gecoat. Dit wordt gedaan door een vloeibare suspensie van de fosfor te bereiden en een afgemeten hoeveelheid samen met een geleermiddel in de hals van het glazen omhulsel te gieten. Na ongeveer 20 minuten is de coating uitgehard en wordt de overtollige vloeistof weggegoten. Het proces voor kleuren-CRT's is ingewikkelder. Eerst wordt het schaduwmasker gemaakt door een lichtgevoelige coating op het dunne maskermateriaal aan te brengen, het door een geperforeerde sjabloon aan licht bloot te stellen en vervolgens de blootgestelde coating weg te etsen met een zuur om de miljoenen gaten te vormen. Het masker wordt vervolgens in een licht gebogen vorm geperst en net achter de voorplaat bevestigd. De voorplaat wordt in een centrifuge geplaatst en het binnenoppervlak is bedekt met het groene fosformateriaal. De centrifuge laat de voorplaat ronddraaien om een gelijkmatige laag fosfor te verzekeren. Een sterk ultraviolet licht wordt door het masker getoond om het groene fosformateriaal uit te harden tot honderdduizenden stippen. Het resterende materiaal wordt vervolgens afgewassen. Dit proces wordt herhaald om de rode en blauwe fosforstippen te vormen, waarbij het ultraviolette licht elke keer een kleine hoeveelheid wordt verschoven. Wanneer dit proces is voltooid, wordt de glazen voorplaat met de trechter verbonden. Op kleurenbuizen zijn de fosforstippen gevoelig voor hoge temperaturen, dus in plaats van gasstralen op hoge temperatuur te gebruiken, wordt een mengsel van chemisch oplosmiddel en glaspoeder, een frit genoemd, op de verbinding aangebracht. Dit werkt als een glazen "soldeer" en de verbinding kan bij een veel lagere temperatuur worden afgedicht.
Montage van het elektronenkanon
- 5 De metalen onderdelen van het elektronenkanon zijn nauwkeurig gevormd. Als er spoelen worden gebruikt, zijn deze gewikkeld uit fijn koperdraad. Sommige elektronenkanonnen gebruiken metalen platen in plaats van spoelen, en deze platen zijn gestempeld en gevormd. De componenten worden met de hand of met geautomatiseerde machines in een schone omgeving geassembleerd. De glazen buis is in de basis verzegeld en de basis is in het pistoolsamenstel gelast.
Eindmontage en verpakking
- 6 De binnenkant van de hals van het glazen omhulsel wordt gesmeerd met grafiet en het elektronenkanon wordt ingebracht en uitgelijnd. De nek wordt dan rond het pistool verzegeld. Een vacuümpomp is bevestigd aan de glazen buis die zich uitstrekt vanaf de achterkant van het pistool, en de binnenkant van de CRT wordt ontdaan van lucht. Wanneer het juiste vacuüm is bereikt, wordt de glazen buis verwarmd en snel dichtgeknepen om een afdichting te vormen.
- 7 De voltooide CRT is getest op prestaties en zorgvuldig verpakt om schade te voorkomen. Omdat de CRT onder een hoog vacuüm staat, kan elke breuk in de glazen omhulling resulteren in een inwendige explosie die bekend staat als een implosie.
Kwaliteitscontrole
Hoewel het werkingsprincipe van een kathodestraalbuis eenvoudig is, vereist het fabricageproces strikte controles en nauwkeurige uitlijningen. De fosformaterialen moeten extreem zuiver zijn om de gewenste kleuren te verkrijgen. Zelfs een kleine afwijking in de gebruikte hoeveelheid activator kan resulteren in een significante verandering in kleur. Evenzo, als je bedenkt dat een kleurentelevisie CRT de plaatsing van meer dan een miljoen kleine puntjes naast elkaar op het kijkoppervlak vereist, kan zelfs een kleine fout in de uitlijning rampzalig zijn.
Bijproducten en recycling
Het belangrijkste bijproduct van de CRT-productie is schroot. Veel van dit glas wordt gerecycled. Gerecycled glas met een hoog gehalte aan loodoxide wordt gebruikt om stralingsbescherming te bieden in CRT-trechters en heeft eerdere bronnen van loodoxide voor deze toepassing volledig vervangen.
De Toekomst
De wereldwijde markt voor kathodestraalbuizen werd in 1994 op bijna 400 miljoen stuks geschat en zal naar verwachting tot 2000 met 6% per jaar groeien. De markt voor kleurentelevisie zal naar verwachting jaarlijks met 5% groeien, terwijl de kleurencomputermarkt monitormarkt zal naar verwachting met 20% groeien. In de televisiemarkt zal naar verwachting de vraag naar grotere televisiebeeldbuizen met een hogere beeldresolutie aanhouden.
Een belangrijke trend is de ontwikkeling van high definition televisie (HDTV), die scansnelheden heeft die meer dan twee keer zo hoog zijn als die van conventionele systemen. Dit vereist nieuwe ontwerpen voor elektronenkanonnen en nieuwe glasmaterialen en -technologieën om de verdubbelde stralingssnelheid aan te kunnen.
Productieproces