


Schaar
Achtergrond
Scharen zijn snij-instrumenten die bestaan uit een paar metalen bladen die op een zodanige manier zijn verbonden dat de bladen elkaar raken en materialen snijden die ertussen worden geplaatst wanneer de handgrepen worden samengebracht. Het woord schaar wordt gebruikt om grotere instrumenten van dezelfde soort te beschrijven. Als algemene regel geldt dat scharen bladen hebben die minder dan 15 cm lang zijn en gewoonlijk handvatten hebben met vingergaten van dezelfde grootte. Scharen hebben bladen die langer zijn dan 15 cm en hebben vaak een klein handvat met een gat dat in de duim past en een groot handvat met een gat waar twee of meer vingers in passen.
Scharen en scharen bestaan in een grote verscheidenheid aan vormen, afhankelijk van het beoogde gebruik. Kinderschaartjes, die alleen op papier worden gebruikt, hebben botte mesjes om de veiligheid te garanderen. Een schaar die wordt gebruikt om haar of stof te knippen, moet veel scherper zijn. De grootste schaar wordt gebruikt om metaal te snijden of om struiken te snoeien en moet zeer sterke messen hebben.
Gespecialiseerde scharen zijn onder meer een naaischaar, die vaak een scherpe punt en een stompe punt heeft voor het ingewikkeld knippen van stof, en een nagelschaartje, die gebogen bladen heeft voor het knippen van vingernagels en teennagels. Speciale soorten scharen zijn onder meer kartelscharen, die ingekeepte bladen hebben die stof snijden om het een golvende rand te geven, en dunner wordende scharen, die tanden hebben die het haar dunner maken in plaats van het te knippen.
De vroegste schaar waarvan bekend is dat deze bestaat, verscheen ongeveer 3.000 of 4.000 jaar geleden in het Midden-Oosten en stond bekend als veerschaar. Ze bestonden uit twee bronzen bladen die aan de handgrepen waren verbonden door een dunne, gebogen strook brons. Deze strip diende om de messen bij elkaar te brengen als ze werden samengeknepen en om ze uit elkaar te trekken als ze werden losgelaten. Stalen scharen van een soortgelijk ontwerp worden nog steeds gebruikt om wol van schapen te snijden.
Een scharnierende schaar van brons of ijzer, waarbij de bladen op een punt tussen de punten en de handvatten waren verbonden, werd gebruikt in het oude Rome, China, Japan en Korea. Ondanks de vroege uitvinding van dit ontwerp, dat nog steeds in bijna alle moderne scharen wordt gebruikt, bleef de veerschaar tot in de zestiende eeuw in Europa worden gebruikt.
Tijdens de middeleeuwen en de renaissance werden veerscharen gemaakt door een staaf van ijzer of staal te verhitten, de uiteinden vervolgens plat te maken en in bladen op een aambeeld te vormen. Het midden van de staaf werd verwarmd, gebogen om de veer te vormen, vervolgens afgekoeld en opnieuw verwarmd om het flexibel te maken. Scharen met scharnieren werden pas in 1761 in grote aantallen vervaardigd, toen Robert Hinchliffe uit Sheffield, Engeland, gegoten staal begon te gebruiken om ze te maken. Gietstaal, destijds onlangs uitgevonden door Benjamin Huntsman, ook uit Sheffield, werd gemaakt door staal in kleikroezen te smelten en in vormen te gieten. Dit resulteerde in een meer uniform staal met minder onzuiverheden.
In de negentiende eeuw werden scharen met de hand gesmeed met uitbundig versierde handvatten. Ze werden gemaakt door staal te hameren op ingesprongen oppervlakken die bekend staan als nokken om de messen te vormen. De ringen in de handvatten, bogen genoemd, zijn gemaakt door een gat in het staal te ponsen en dit te vergroten met het puntige uiteinde van een aambeeld.
Aan het begin van de twintigste eeuw werd het ontwerp van scharen vereenvoudigd om gemechaniseerde productie mogelijk te maken. In plaats van 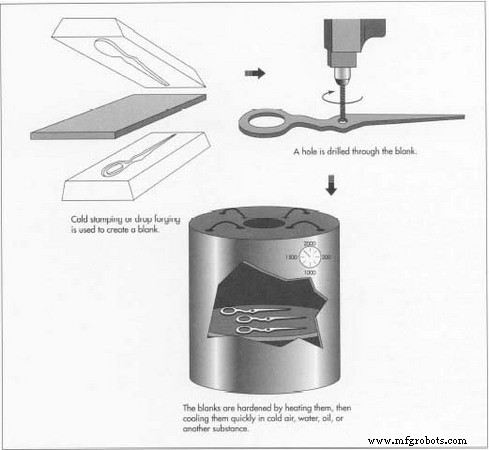 omdat ze volledig met de hand waren gesmeed, werden bladen en handvatten nu gevormd met behulp van valhamers. Deze grote, zware apparaten, aangedreven door stoom, gebruikten matrijzen om de schaar van stalen staven te vormen. Moderne versies van valhamers worden nog steeds gebruikt om scharen te maken.
omdat ze volledig met de hand waren gesmeed, werden bladen en handvatten nu gevormd met behulp van valhamers. Deze grote, zware apparaten, aangedreven door stoom, gebruikten matrijzen om de schaar van stalen staven te vormen. Moderne versies van valhamers worden nog steeds gebruikt om scharen te maken.
Grondstoffen
Scharen zijn meestal gemaakt van staal. Sommige scharen die voor speciale doeleinden worden gebruikt, zijn gemaakt van andere metaallegeringen. Scharen die worden gebruikt om cordiet (een explosieve stof die lijkt op touw) te snijden, mogen geen vonken produceren. Scharen die worden gebruikt om magneetband te snijden, mogen het magnetisme niet verstoren.
Stalen scharen bestaan in twee basisvormen. Koolstofstaal wordt gebruikt om scharen te maken waarbij het mes en het handvat één doorlopend stuk vormen. Koolstofstaal wordt gemaakt van ijzer en ongeveer 1% koolstof. Het heeft de voordelen sterk te zijn en scherp te blijven. Scharen gemaakt van koolstofstaal zijn meestal bedekt met nikkel of chroom om roesten te voorkomen.
Roestvrij staal wordt gebruikt om scharen te maken waarbij een plastic handvat aan het metalen mes is bevestigd. Roestvrij staal is vervaardigd uit: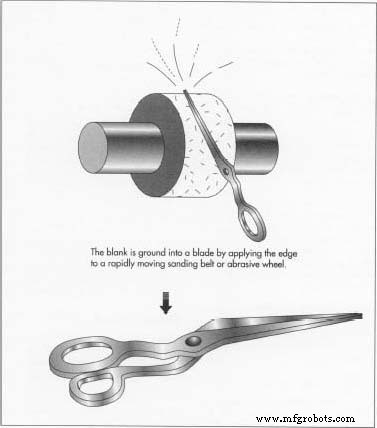 ijzer, ongeveer 1% koolstof en ten minste 10% chroom. Het heeft de voordelen dat het licht en roestvrij is. De handvatten van RVS scharen zijn gemaakt van een sterke, lichte stof zoals ABS (acrylonitril-butadieen-styreen) kunststof.
ijzer, ongeveer 1% koolstof en ten minste 10% chroom. Het heeft de voordelen dat het licht en roestvrij is. De handvatten van RVS scharen zijn gemaakt van een sterke, lichte stof zoals ABS (acrylonitril-butadieen-styreen) kunststof.
Het fabricageproces
De lege plekken maken
- 1 Voordat ze worden geslepen en bevestigd, staan de twee helften van een schaar bekend als blanco's. Een plano kan bestaan uit een mes en een handvat uit één stuk of het kan alleen uit het mes bestaan. In het laatste geval wordt er een metalen handvat aan het mes gelast of wordt er een plastic handvat aan bevestigd.
- 2 Een goedkope schaar kan worden gemaakt van blanco's die zijn gevormd door koud stempelen. Bij dit proces wordt een scherpe matrijs in de vorm van de plano in een plaat van onverwarmd staal gestanst. De matrijs snijdt door het staal om de blanco te vormen.
- 3 Blanks kunnen ook worden gemaakt door te gieten. O Gesmolten staal wordt in een mal gegoten in de vorm van de blank. Het staal koelt weer af tot een vaste stof en de plano wordt verwijderd.
- 4 De meeste kwaliteitsscharen zijn gemaakt van blanks gevormd door middel van drop-smeden. Net als koud stempelen, omvat dit proces het vormen van de blanco's met een matrijs. Deze dobbelsteen, bekend als een valhamer, beukt in een staaf van roodgloeiend staal om de blanco te vormen. De druk van de valhamer versterkt ook het staal.
De blanco's verwerken
- 5 De blanks worden in de juiste vorm getrimd door overtollig metaal weg te snijden. Er wordt een gat door de plano geboord. Met dit gat kunnen later twee voltooide bladen aan elkaar worden bevestigd.
- 6 De getrimde plano's worden gehard door ze te verwarmen en vervolgens snel af te koelen in koude lucht, water, olie of een andere substantie. De temperatuur waarop ze worden verwarmd en het medium waarin ze worden gekoeld, is afhankelijk van het type staal waaruit ze zijn gemaakt en de gewenste eigenschappen van het blad.
- 7 De uitgeharde plano's worden opnieuw verhit en langzaam aan de lucht afgekoeld. Deze tweede verhitting, ook wel temperen genoemd, geeft de blank een uniforme hardheid. Als de bladen van een schaar geen uniforme hardheid zouden hebben, zouden de hardere plaatsen op het ene blad spoedig de zachtere plaatsen op het andere blad verslijten.
- 8 Door de herhaalde verwarming en afkoeling gaan de blanco's kromtrekken. Ze worden rechtgetrokken door ze op een aambeeld te plaatsen en er lichtjes op te tikken met een hamer. Dit proces staat bekend als peening.
Slijpen en polijsten
- 9 De blank wordt vermalen tot een mes door de snede op een snel bewegende schuurband of schuurschijf aan te brengen. Het oppervlak van de riem of het wiel is bedekt met kleine deeltjes van een schurende substantie en werkt op dezelfde manier als schuurpapier. Het harde schuurmiddel maalt voldoende staal weg om een scherpe rand te vormen. Tijdens dit proces wordt het mes gekoeld met water of verschillende vloeistoffen, ook wel snijvloeistoffen genoemd, om te voorkomen dat het opwarmt en kromtrekt. Het geslepen mes wordt vervolgens op een vergelijkbare manier gepolijst met behulp van riemen of wielen, die veel kleinere deeltjes schuurmiddel bevatten.
De handvatten maken
- 10 Bij veel scharen zijn de handvatten I 0 / gevormd vanaf het begin als onderdeel van de plano. Zo niet, dan kunnen ze gemaakt zijn van een metaallegering of van plastic. Als ze van metaal zijn, worden ze op dezelfde manier gemaakt als de plano's en vervolgens eraan gelast. Als ze van plastic zijn, worden ze gemaakt door spuitgieten. Hierbij wordt gesmolten kunststof onder druk in een mal in de vorm van de handvatten geperst. Het wordt afgekoeld en de mal wordt geopend om de handvatten te verwijderen. De handvatten bevatten holle sleuven waarin het uiteinde van de plano's kan worden gestoken. Een sterke lijm wordt gebruikt om het handvat stevig vast te houden.
De schaar in elkaar zetten
- 11 Twee gepolijste bladen worden aan elkaar bevestigd door middel van een klinknagel of schroef door de eerder geboorde gaten. Klinknagels, die niet door de consument kunnen worden afgesteld, worden gebruikt om goedkopere scharen te maken. In de duurdere scharen worden verstelbare schroeven gebruikt.
- 12 De schaar is aangepast om ervoor te zorgen. dat de twee bladen correct samenwerken. Ze kunnen worden geverfd of geplateerd met nikkel of chroom om ze tegen roest te beschermen. De schaar wordt gecontroleerd op gebreken, de schroef of klinknagel wordt gesmeerd en de schaar wordt verpakt voor verzending naar de consument.
Kwaliteitscontrole
Het belangrijkste aspect van kwaliteitscontrole voor scharen is de juiste uitlijning van de twee mesjes. Om ervoor te zorgen dat de schaar soepel snijdt, mogen de messen elkaar slechts op twee punten ontmoeten. Deze twee punten zijn de wartel (het punt waar de klinknagel of schroef de messen verbindt) en het snijpunt. Het snijpunt beweegt van net voorbij de wartel naar de punt als de schaar wordt gesloten. De bladen kunnen elkaar niet op andere punten ontmoeten door ze tijdens de fabricage een lichte horizontale en verticale kromming van elkaar te geven.
Om ervoor te zorgen dat de messen goed op elkaar aansluiten, moeten de gaten worden geboord tot op een tienduizendste inch (ongeveer een vierhonderdste van een millimeter) van de juiste positie. De positie van de messen wordt visueel geïnspecteerd om te zien of de messen gelijkmatig op elkaar aansluiten. Als dat niet het geval is, zal een deel van het ene mes het andere overlappen. Dit defect staat bekend als een vleugel. De tips worden ook gecontroleerd om ervoor te zorgen dat ze gelijkmatig op elkaar aansluiten, zonder een opening ertussen of enige overlap.
Omdat zelfs een saaie scharen papier goed kunnen knippen, worden kwaliteitsscharen getest op taaie synthetische stoffen. De scherpte wordt getest door ervoor te zorgen dat de messen de stof snijden in plaats van scheuren. De sterkte wordt getest door meerdere lagen stof door te snijden. De messen moeten tijdens het snijden met een constante druk samenkomen.
De consument is verantwoordelijk voor het in stand houden van de kwaliteit van de schaar. Een schaar mag alleen worden gebruikt om de materialen te knippen waarvoor ze zijn ontworpen. Ze moeten regelmatig worden geolied en geslepen en de schroef moet zo nodig worden afgesteld. Een schaar moet in gesloten positie worden bewaard. Een schaar in een open positie neerzetten is de meest voorkomende oorzaak van botte mesjes.
De Toekomst
Hoewel scharen al honderden jaren in een standaardvorm zijn gebleven, kunnen recente innovaties het uiterlijk van dit gewone huishoudelijke gereedschap veranderen. Er is een schaar ontworpen met ronde, rollende bladen. Keramiek gemaakt van zirkoniumoxide is gebruikt om scharen te maken met bladen die extreem sterk en roestvrij zijn en die nooit geslepen hoeven te worden.
Productieproces