


Hamer
Achtergrond
Een hamer is een handgereedschap dat wordt gebruikt om een ander object te slaan. Het bestaat uit een handvat waaraan een zware kop is bevestigd, meestal van metaal, met een of meer slagvlakken. Er zijn tientallen verschillende soorten hamers. De meest voorkomende is een klauwhamer, die wordt gebruikt om spijkers in te slaan en te trekken. Andere veel voorkomende soorten zijn de kogelhamer en de voorhamer.
Het concept van het gebruik van een zwaar object om een ander object te raken dateert van vóór de geschreven geschiedenis. Het gebruik van eenvoudige hulpmiddelen door onze menselijke voorouders dateert van ongeveer 2.400.000
De dageraad van de bronstijd bracht een verschuiving van steen naar metaal in de kunst van de gereedschapmaker. Rond 3.000
Met de ontwikkeling van de handel en de specialisatie van ambachten, ontwikkelden zich veel verschillende hamerontwerpen. Carrosseriebouwers, wagenmakers, smeden, stekelmakers, steenhouwers, meubelmakers, vatenmakers (kuipers), schoenmakers (schoenmakers), scheepsbouwers en vele andere ambachtslieden ontwierpen en gebruikten hun eigen unieke hamers. In 1840 introduceerde een smid in de Verenigde Staten, genaamd David Maydole, een klauwhamer met de kop taps toelopend naar beneden rond de opening voor het handvat. Dit zorgde voor extra draagvlak voor het handvat en voorkwam dat het werd losgerukt wanneer de hamer werd gebruikt om spijkers te trekken. Zijn hamer werd zo populair dat zijn smederij uitgroeide tot een fabriek om aan de vraag te kunnen blijven voldoen. De meeste klauwhamers die tegenwoordig worden gemaakt, gebruiken hetzelfde ontwerp.
Moderne hamers zijn er in verschillende vormen, materialen en gewichten. Hoewel sommige speciale hamers niet langer worden gebruikt, is er nog steeds een breed scala aan hamerconfiguraties omdat er nieuwe ontwerpen worden ontwikkeld voor nieuwe toepassingen.
Soorten hamers
Over het algemeen hebben hamers metalen koppen en worden ze gebruikt om metalen voorwerpen te slaan. De gebogen klauwhamer die wordt gebruikt om spijkers in hout te slaan, is daar een voorbeeld van. Andere hamers zijn de framehamer met een rechte klauw die tussen genagelde planken kan worden gedreven om ze uit elkaar te wrikken. Het wordt vaak gebruikt in zware constructies waar tijdelijke vormen of steunen moeten worden verwijderd. De kogelhamer heeft een half bolvormig uiteinde en wordt gebruikt om metaal te vormen. Een tack hammer is een van de kleinste hamers. Het wordt door stoffeerders gebruikt om kleine spijkers in houten meubelframes te slaan. Een voorhamer is een van de grootste hamers. Het heeft meestal een lange steel en wordt gebruikt voor het inslaan van spikes en ander zwaar werk. Andere moderne hamers zijn onder andere steenhamers, klinkhamers, lashamers, handboorhamers, ingenieurshamers en vele andere.
Een verwante klasse van hamerachtige gereedschappen worden hamers genoemd. Ze hebben grote koppen van rubber, plastic, hout of leer. Mallets worden gebruikt om voorwerpen te slaan die zouden worden beschadigd door een slag van een metalen hamer. Rubberen hamers worden gebruikt om meubels in elkaar te zetten of om deuken uit metaal te slaan. Houten en leren hamers worden gebruikt om met hout behandelde beitels te slaan. Kunststof hamers hebben kleinere koppen en worden gebruikt om kleine pinnen in machines te slaan. Een zeer grote houten hamer wordt ook wel een maul genoemd.
Ontwerp
De twee belangrijkste onderdelen van een hamer zijn de kop en het handvat. Het ontwerp van deze twee componenten is afhankelijk van de specifieke toepassing, maar alle hamers hebben veel gemeenschappelijke kenmerken.
Het slagoppervlak van het hoofd wordt het gezicht genoemd. Het kan plat zijn, een vlak gezicht genoemd, of licht convex, een klokvormig gezicht genoemd. Een hamer met klokvormige kop zal minder snel een spijker buigen als de spijker onder een hoek wordt geslagen. Een ander gezichtsontwerp wordt een geblokt gezicht genoemd. Het heeft gearceerde groeven die in het oppervlak zijn gesneden om te voorkomen dat de hamer van de spijkerkop afkijkt. Omdat het een geblokte indruk op het hout achterlaat, is het meestal alleen te vinden op lijstenhamers die worden gebruikt voor ruwe constructie.
Het oppervlak van het hoofd rond het gezicht wordt de peiling genoemd. De nek is verbonden met het hoofdgedeelte van het hoofd door de licht taps toelopende nek. Het gat waar het handvat in het hoofd past, wordt het dissel (adz) oog genoemd. De zijkant van het hoofd naast het disseloog wordt de wang genoemd.
Aan het andere uiteinde van de kop kan er een klauw, een houweel, een halfbolvormige balpen of een taps toelopende kruispen zijn, afhankelijk van het type hamer. Er kan ook een tweede gezicht zijn, zoals bij een dubbelzijdige voorhamer.
Hamers worden geclassificeerd op basis van het gewicht van de kop en de lengte van het handvat. De gemeenschappelijke gebogen klauwhamer heeft een 7-20 oz (0,2-0,6 kg) kop en een 12-13 inch (30,5-33,0 cm) handvat. Een inlijsthamer, die normaal gesproken veel grotere spijkers aandrijft, heeft een kop van 16-28 oz (0,5-0,8 kg) en een handvat van 30,5-45,5 cm van 12-18 inch.
Grondstoffen
Hamerkoppen zijn gemaakt van hoog koolstofgehalte, warmtebehandeld staal voor sterkte en duurzaamheid. De warmtebehandeling helpt afbrokkelen of barsten te voorkomen die worden veroorzaakt door herhaalde slagen tegen andere metalen voorwerpen. Bepaalde speciale hamers kunnen koppen hebben die zijn gemaakt van koper, messing, babbet-metaal en andere materialen. Doodslaghamers hebben een holle kop gevuld met kleine stalen kogels om maximale impact te geven met weinig of geen terugslag.
De handgrepen kunnen zijn gemaakt van hout, staal of een composietmateriaal. Houten handgrepen zijn meestal gemaakt van essenhout met een rechte nerf of hickory. Deze twee houtsoorten hebben een goede dwarsdoorsnedesterkte, uitstekende duurzaamheid en een zekere mate van veerkracht om de schokken van herhaalde slagen te absorberen. Stalen handgrepen zijn sterker en stijver dan hout, maar ze brengen ook meer schokken over op de gebruiker en zijn onderhevig aan roest. Composiet handgrepen kunnen worden gemaakt van glasvezel of grafietvezelversterkte epoxy. Deze handvatten bieden een mix van stijfheid, lichtgewicht en duurzaamheid.
Handgrepen van staal en composiet hebben meestal een voorgevormde greep die is gemaakt van synthetisch rubber of een ander elastomeer. Houten handgrepen hebben geen aparte greep. Handgrepen van staal en composiet kunnen ook worden omhuld met een slagvaste polycarbonaathars. De toevoeging van dit materiaal rond het handvat verhoogt de schokabsorptie, verbetert de chemische weerstand en biedt bescherming tegen onbedoelde overslagen. Een overslag is wanneer de hamerkop de spijker mist en het handvat in plaats daarvan de impact opvangt. Dit is een veelvoorkomende oorzaak van het falen van de handgreep.
Er zijn verschillende materialen en methoden die worden gebruikt om de kop aan het handvat te bevestigen. Hamers met houten handvat gebruiken een enkele dunne houten wig die diagonaal in het bovenste uiteinde wordt gedreven 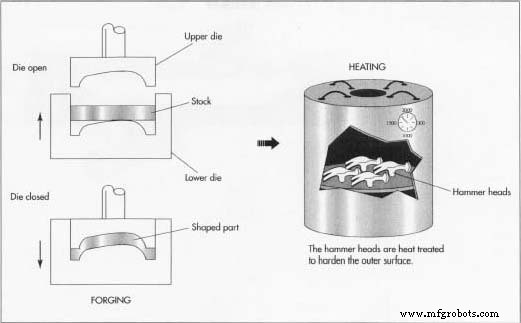 De kop wordt gemaakt door een proces dat heet smeden wordt genoemd. Een stuk stalen staaf wordt verwarmd tot ongeveer 2.200-2.350° F (1.200-1.300° C) en vervolgens gestanst in de vorm van de hamerkop. Eenmaal gesneden, wordt de hamerkop met warmte behandeld om het staal te harden. van het handvat, met twee stalen wiggen die haaks door de houten wig worden gedreven om het op zijn plaats te houden.
De kop wordt gemaakt door een proces dat heet smeden wordt genoemd. Een stuk stalen staaf wordt verwarmd tot ongeveer 2.200-2.350° F (1.200-1.300° C) en vervolgens gestanst in de vorm van de hamerkop. Eenmaal gesneden, wordt de hamerkop met warmte behandeld om het staal te harden. van het handvat, met twee stalen wiggen die haaks door de houten wig worden gedreven om het op zijn plaats te houden.
Het fabricageproces
Het fabricageproces verschilt van bedrijf tot bedrijf, afhankelijk van de productiecapaciteit van het bedrijf en de eigen methoden. Sommige bedrijven maken hun eigen handvatten, terwijl anderen de handvatten van externe leveranciers kopen.
Hier is een typische volgorde van bewerkingen voor het maken van een klauwhamer.
Het hoofd vormen
- 1 Het hoofd wordt gemaakt door een proces dat heet smeden wordt genoemd. Een stuk stalen staaf wordt verwarmd tot ongeveer 2.200-2.350° F (1.200-1.300° C). Dit kan worden gedaan met toortsen met open vlam of door de staaf door een krachtige elektrische inductiespoel te leiden.
- 2 De hete staaf kan dan in kortere stukken worden gesneden, blanco's genoemd, of hij kan continu in een hete smidse worden gevoerd. De staaf of blanco's worden tussen twee gevormde holtes, matrijzen genoemd, in de smidse geplaatst. Eén matrijs wordt in een vaste positie gehouden en de andere is bevestigd aan een beweegbare ram. De ram dwingt de twee matrijzen samen onder grote druk, waardoor het hete staal in de vorm van de twee holtes wordt geperst. Dit proces wordt verschillende keren herhaald met behulp van verschillende gevormde matrijzen om geleidelijk de hamerkop te vormen. Het smeedproces lijnt de interne korrelstructuur van het staal uit en zorgt voor een veel sterker en duurzamer stuk.
- 3 Tijdens dit proces wordt een deel van het hete staal rond de randen van de matrijsholten geperst om een flits te vormen, die moet worden verwijderd. Als laatste stap wordt de kop tussen twee snijmallen geplaatst, die tegen elkaar worden gedrukt om een uitstekende flits af te snijden. De kop wordt vervolgens afgekoeld en eventuele ruwe plekken worden gladgeslepen.
- 4 Om afbrokkelen en barsten van de hamerkop tijdens gebruik te voorkomen, worden het gezicht, de nek en de klauwen met warmte behandeld om ze te harden. Dit doe je door die te verhitten
 Om een houten handvat te maken, wordt het hout op de gewenste lengte gesneden en vervolgens gevormd tot een handvat op een draaibank. gebieden, hetzij met een vlam of een inductiespoel, en deze vervolgens snel af te koelen. Hierdoor vormt het staal nabij het oppervlak een andere korrelstructuur die veel harder is dan de rest van de kop.
Om een houten handvat te maken, wordt het hout op de gewenste lengte gesneden en vervolgens gevormd tot een handvat op een draaibank. gebieden, hetzij met een vlam of een inductiespoel, en deze vervolgens snel af te koelen. Hierdoor vormt het staal nabij het oppervlak een andere korrelstructuur die veel harder is dan de rest van de kop. - 5 De koppen worden gereinigd met een luchtstroom met daarin kleine staaldeeltjes. dit proces wordt kogelstralen genoemd. Het hoofd kan dan worden geverfd.
- 6 Het gezicht, de nek, de klauwen en de wangen zijn glad gepolijst. Dit verwijdert de verf in die gebieden. Als onderdeel van deze bewerking wordt de V-vormige sleuf in de klauwen gladgemaakt met behulp van een schuurschijf.
Het handvat vormen
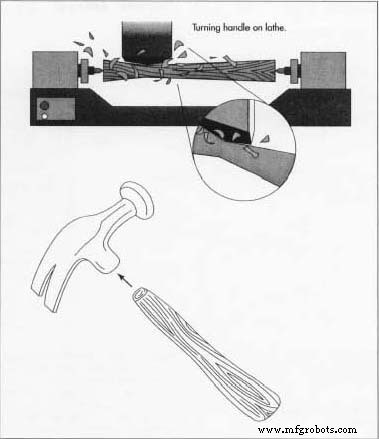
- 7 Als de hamer een houten handvat heeft, wordt deze gevormd op een draaibank. Een stuk hout wordt op de gewenste lengte gesneden en aan elk uiteinde in de draaibank vastgezet. Terwijl het hout rond de lange as van het handvat draait, beweegt een snijgereedschap snel in en uit om het handvatprofiel te snijden. De positie van het snijgereedschap wordt aangedreven door een nok die dezelfde vorm heeft als de afgewerkte handgreep. Terwijl het snijgereedschap over de lengte van het handvat naar beneden beweegt, volgt het de vorm van de nok en snijdt het handvat om het te evenaren. Het afgewerkte handvat wordt in een houder geklemd en een gleuf wordt diagonaal over de bovenkant van het handvat gesneden. Het handvat wordt vervolgens geschuurd om het een glad oppervlak te geven.
- 8 Als de hamer een handvat met stalen kern heeft, wordt de kern gevormd door een stalen staaf te verhitten totdat deze plastic wordt en deze door een opening te duwen die de gewenste dwarsdoorsnedevorm heeft. Dit proces wordt extrusie genoemd. Als de hamer een met grafietvezel versterkte kern heeft, wordt de kern gevormd door een bundel grafietvezels bij elkaar te brengen en door een opening te trekken die de gewenste dwarsdoorsnedevorm heeft, terwijl tegelijkertijd epoxyhars door de opening wordt geperst. Dit proces wordt pultrusie genoemd. In beide gevallen kan de kern dan een beschermend plastic omhulsel hebben dat eromheen is gegoten.
De hamer in elkaar zetten
- 9 Als de hamer een houten handvat heeft, wordt het handvat omhoog gestoken door het disseloog van het hoofd. Een houten wig wordt in de diagonale gleuf aan de bovenkant van het handvat getikt om de twee helften naar buiten te dwingen om tegen het hoofd te drukken. Dit zorgt voor voldoende wrijving om de kop op het handvat te houden. De houten wig wordt op zijn plaats vastgezet met twee kleinere stalen wiggen die er dwars doorheen worden gedreven. Het handvat kan vervolgens worden gestencild met inkt of worden gelabeld met een zelfklevende sticker om de fabrikant, merknaam of andere informatie weer te geven.
- 10 Als de hamer een met staal of grafietvezel versterkte kern heeft, wordt de steel door het disseloog van de kop naar boven gestoken. Vloeibare epoxyhars wordt vervolgens door de bovenkant van het gat gegoten om het handvat op zijn plaats te hechten. Het handvat is in een holle matrijs geplaatst en rond het onderste gedeelte is een rubberen greep gegoten. Het handvat kan dan worden gelabeld met een zelfklevende sticker om de fabrikant, merknaam of andere informatie te tonen.
Kwaliteitscontrole
Naast de normale visuele inspecties en maatmetingen worden verschillende stappen in het productieproces gecontroleerd. Waarschijnlijk de belangrijkste stap is de warmtebehandeling die wordt gebruikt om delen van het hoofd te verharden. De temperaturen en de snelheid van verwarming en afkoeling zijn van cruciaal belang bij het vormen van de juiste hardheid, en de hele operatie wordt nauwkeurig gecontroleerd.
De Toekomst
Na duizenden jaren te hebben overleefd, is het onwaarschijnlijk dat de hamer snel uit de gereedschapskist van de beschaving zal verdwijnen. Het heeft wel een serieuze concurrentie. De meest geduchte concurrent is het door gas aangedreven schiethamer. Dit apparaat gebruikt een samengeperst gas, meestal lucht, om met één schot een spijker in hout te slaan. Hoewel schiethamers zwaarder en duurder zijn dan hamers, zijn ze ook aanzienlijk sneller. Dit geldt met name bij repetitieve spijkerbewerkingen zoals het installeren van vloer- of dakbekleding voor nieuwbouwwoningen. Nagelpistolen hebben ook de voorkeur in gebieden waar lawaai een probleem is. Omdat een schiethamer in één keer een spijker kan slaan, produceert het veel minder algemeen geluid dan de vijf of zes hamerslagen die nodig zijn om een spijker in te slaan.
Productieproces