


Vergrendelen
Achtergrond
Sinds de vroegste tijden worden sloten gebruikt om deuren tegen dieven te beveiligen. Het Oude Testament bevat verschillende verwijzingen naar sluizen en het eerste archeologische bewijs van sluizen is ongeveer 4.000 jaar oud. Dit zijn Egyptische sloten afgebeeld in de piramides. Deze vroegste sloten waren van een type dat bekend staat als pin-tuimelschakelaar, en ze verschillen eigenlijk niet veel van de gewone deursloten die tegenwoordig worden gebruikt. Het Egyptische slot bestond uit een zware houten behuizing die aan de deur was bevestigd. Een houten bout ging door het slot en werd op zijn plaats gehouden door ijzeren pinnen die in sleuven vielen en het stevig vasthielden. De sleutel was een recht stuk hout met pinnen die uit het uiteinde staken. Toen de sleutel werd ingestoken en naar boven werd geduwd, tilden de pinnen op de sleutel de pinnen in het slot op en werd de grendel losgemaakt.
De Grieken ontwikkelden rond 700
De Romeinen namen het Griekse slotsysteem over, maar losten het probleem van de zware sleutel op door deze aan een slaaf te ketenen en vervolgens de slaaf aan de deurpost te ketenen. Uiteindelijk ontwikkelden de Romeinen een nieuw soort slot, het bewaakte slot. In het bewaakte slot werden inkepingen en groeven die wards worden genoemd, in het sleutelgat gesneden en de sleutel werd gesneden met overeenkomstige inkepingen en groeven. Alleen de juiste sleutel kon in het sleutelgat passen, en toen greep de punt in de bout en trok hem terug. Het bewaakte slot was veel kleiner dan zijn voorganger en de sleutels waren zo klein dat er geen slaaf voor nodig was. Maar omdat de klassieke Romeinse toga geen zakken had, was de sleutel nog steeds niet gemakkelijk te dragen en zat hij dus meestal aan een vingerring. Bewaakte sluizen waren in de dertiende eeuw wijdverbreid in Europa en bleven tot ver in de achttiende eeuw in gebruik. Ze hielden vol ondanks het feit dat ze gemakkelijk te plukken waren en nauwelijks een obstakel vormden voor vastberaden dieven.
De Romeinen gebruikten ook hangsloten, waarbij een sleutel een bout draaide die een veer op een beugel losmaakte. Deze werden gebruikt voor het afsluiten van koffers. Vergelijkbare sloten werden in dezelfde tijd uitgevonden in China, India en Rusland. De Chinezen vonden ook het combinatieslot uit. Het had beweegbare ringen waarop cijfers of letters waren gegraveerd, en de grendel werd pas vrijgegeven als de ringen in de juiste volgorde van symbolen waren uitgelijnd. Cijfersloten vonden hun weg naar Europa en werden in de middeleeuwen vooral gebruikt op de verzenddozen van koeriers.
Europese slotenmakers maakten in de Middeleeuwen prachtige, ingewikkelde sloten die verschrikkelijk veel werk vergen om te bouwen en weinig echte veiligheid boden. Slotenmakers gingen 10 jaar in de leer om het niveau van gezel te bereiken. Om de rang van meester te bereiken, moest de slotenmaker een meesterwerkslot voltooien voor goedkeuring door zijn gilde. Deze meesterwerken duurden duizenden uren om te voltooien, en de resultaten waren over het algemeen veel meer decoratief dan functioneel. Sloten die een betere bescherming tegen diefstal boden, werden pas aan het einde van de achttiende eeuw ontwikkeld, toen een Engelse slotenmaker, Robert Barron, in 1788 patent nam op wat bekend stond als het dubbelwerkende hefboom-tuimelslot. Het slot van Barron had twee interne hendels die door een veer werden vastgehouden . Deze hefbomen, of tuimelaars, hadden inkepingen die over de bout haakten en hem dicht hielden. De sleutel had ook inkepingen die overeenkomen met de inkepingen op de hendels. Wanneer de juiste sleutel werd ingestoken, zou deze beide tuimelaars optillen en kon de bout worden getrokken. Andere uitvinders voegden veel meer tuimelaars toe aan dit ontwerp, en het bleek veel moeilijker te kiezen dan de eerder bewaakte sloten.
Linus Yale Jr., een Amerikaanse slotenmaker geboren in 1821, maakte in 1861 een aanzienlijke verbetering in het slotontwerp met zijn uitvinding van het moderne pin-tuimelslot. Het ontwerpprincipe was vergelijkbaar met het Egyptische slot. Dit slot heeft een roterende cilinder die in de schoot wordt vastgehouden door een reeks van vijf verende pennen van verschillende hoogtes. De sleutel heeft vijf inkepingen die overeenkomen met de hoogte van de vijf pinnen. Wanneer de juiste sleutel is ingestoken, staan de pennen waterpas en kan de cilinder worden gedraaid om de bout los te maken. Als de verkeerde sleutel wordt ingestoken, blijven de pinnen hangen. Het kiezen van een Yale-slot bleek buitengewoon moeilijk en de onderdelen voor het slot konden goedkoop machinaal in massa worden geproduceerd. Binnen enkele jaren na zijn uitvinding werd het Yale-slot de standaard, waarbij vrijwel alle eerdere slottechnologie werd vervangen.
In de twintigste eeuw werden zelfs nog geavanceerdere sloten ontwikkeld, waaronder timersloten die worden gebruikt in bankkluizen, drukknopsloten en elektronische sloten die werken met een creditcard-achtige sleutel. Het productieproces dat volgt is voor een standaard pin-tuimelslot. Dit is het soort slot dat op elke voordeur of archiefkastlade te vinden is.
Grondstoffen
Standaard vijf-tuimelsleutelsloten zijn gemaakt van verschillende sterke metalen. De interne mechanismen van sloten zijn over het algemeen gemaakt van messing of gegoten zink. De nok, de tong die uit het slot steekt om het vast te zetten, is meestal gemaakt van staal of roestvrij staal. De buitenmantel van een slot kan zijn gemaakt van messing, chroom, staal, nikkel of een ander duurzaam metaal of legering.
Het fabricageproces
Ontwerp
- 1 Sloten zijn er in gradaties, van laag beveiligd tot hoog beveiligd. Een low-security slot is over het algemeen gemaakt van goedkopere materialen en de onderdelen ervan kunnen in massa worden geproduceerd. Een bedrijf dat sloten met een lage beveiliging produceert, heeft mogelijk twee of drie beschikbare modellen en houdt de onderdelen die nodig zijn om ze aan te passen op voorraad. Naast de lage beveiliging is de fabrikant van sloten over het algemeen een fabrikant van originele apparatuur, wat betekent dat ze zowel de onderdelen voor hun sloten als de eindproducten maken. Dit soort fabrikant houdt mogelijk alleen de meest elementaire en meest voorkomende onderdelen op voorraad, en de meeste van zijn bestellingen vereisen een aangepast ontwerp.
Het proces begint met het beoordelen van de specificaties van de klant door de fabrikant. De klant bestelt een slot voor bijvoorbeeld een bepaalde deurmaat en vraagt of de sloten met een hoofdsleutel kunnen worden geopend. De slotenfabrikant komt vervolgens met het beste ontwerp voor de behoeften van die klant. In sommige gevallen heeft een klant in het verleden sloten van het ene bedrijf gekocht en wil nu meer identieke sloten van een andere fabrikant, die belooft ze zuiniger te maken. Vervolgens onderzoekt de slotenfabrikant de originele sloten van de klant en doorloopt hij een zogenaamd reverse-engineeringproces. Het ontwerpteam van de fabrikant berekent aan de hand van het bestaande slot hoe ze hun product hierop kunnen afstemmen. In veel gevallen heeft het eerste sluizenbedrijf van de klant aspecten van zijn sluisconstructie gepatenteerd. De tweede fabrikant mag het niet dupliceren zonder inbreuk te maken op de octrooien van het andere bedrijf. De ontwerpers "ontwerpen" dus het product van het eerste bedrijf en produceren een slot dat overeenkomt met de originelen van de klant en hetzelfde doel dient, maar met verschillende mechanismen. Middelgrote en hoge veiligheidssloten doorlopen in de meeste gevallen deze ontwerpfase, waardoor de productie van sloten een tijdrovend proces is. Een gerenommeerde fabrikant die allesbehalve laagveilige sloten maakt, kan acht tot twaalf weken nodig hebben om sloten voor een bestelling te produceren, vanaf het moment dat de specificaties worden gegeven tot het moment waarop de sloten worden verpakt en verzonden.
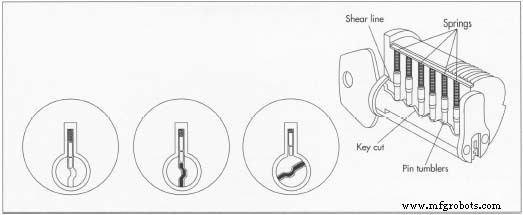 Een uitsnede van een standaard Yale-slot. Dit slot heeft een roterende cilinder die in de schoot wordt vastgehouden door een reeks van vijf veerpennen van verschillende hoogtes. De sleutel heeft vijf inkepingen die overeenkomen met de hoogte van de vijf pinnen. Wanneer de juiste sleutel is ingestoken, staan de pennen waterpas en kan de cilinder worden gedraaid om de bout los te maken. Als de verkeerde sleutel wordt ingestoken, blijven de pinnen hangen.
Een uitsnede van een standaard Yale-slot. Dit slot heeft een roterende cilinder die in de schoot wordt vastgehouden door een reeks van vijf veerpennen van verschillende hoogtes. De sleutel heeft vijf inkepingen die overeenkomen met de hoogte van de vijf pinnen. Wanneer de juiste sleutel is ingestoken, staan de pennen waterpas en kan de cilinder worden gedraaid om de bout los te maken. Als de verkeerde sleutel wordt ingestoken, blijven de pinnen hangen.
De sleutel
- 2 Bij het standaard vijf-tuimelsleutelslot wordt eerst de sleutel gemaakt. De slotfabrikant koopt losse sleutels en snijdt de ribbels, of combinaties, in elke sleutel. Elke toets heeft vijf hobbels die op verschillende niveaus zijn gesneden. Deze niveaus zijn aangegeven met nummers. Een laag uitgesneden is één, de volgende is twee, dan drie. In veel gevallen zijn er slechts vier niveaus, hoewel sommige fabrikanten er zelfs zeven kunnen gebruiken. Een sleutelslot met vijf tuimelaars met vier niveaus in de sleutel levert vier tot de vijfde macht, of 1024, verschillende mogelijke combinaties van richels in de sleutel op. De vijf richels worden gerangschikt op de hoogte van elk niveau, wat de combinatie voor de sleutel oplevert. Een sleutel met de combinatie 12341 wordt gesneden met de eerste richel op niveau één, de tweede op twee, de volgende op drie, enzovoort. De slotenfabrikant kiest de combinaties uit een willekeurige lijst en snijdt elke sleutel anders.
Interne mechanismen
- 3 Vervolgens worden de interne mechanismen gemaakt. Deze zijn ontworpen om in deze specifieke vergrendelingsvolgorde te passen en de machines die ze maken, moeten mogelijk opnieuw worden bewerkt of gereset. Omdat de kleine inwendige onderdelen, met name de pennen, met zeer fijne toleranties moeten worden vervaardigd, kunnen de machinisten een proefdraaien maken voordat ze aan een grote klus beginnen. Daarna kunnen de machines eventueel opnieuw worden ingesteld. De bewerking van kleine messing onderdelen gaat gepaard met veel stappen. Ze kunnen worden gegoten, vervolgens gegroefd, geribbeld, met juwelen getooid en gepolijst. Precisiegereedschappen voeren deze taken uit en snijden het metaal binnen toleranties van plus of min 0,001 inch.
Overige onderdelen
- 4 De fabrikant maakt ook de overige onderdelen van het slot. De cilinder of plug waar de sleutel in past, beschermplaten, ringen, de bout of nok en de behuizing zijn allemaal gemaakt volgens ontwerpspecificaties, door middel van spuitgieten en vervolgens verder machinaal. Het aantal onderdelen varieert met het ontwerp van het slot, maar zelfs een klein en relatief eenvoudig slot kan dertig afzonderlijke onderdelen hebben, en voor sommige van deze onderdelen zijn meerdere gereedschappen nodig. Het proces van het maken van de slotcomponenten kan enkele weken duren.
Montage
- 5 Als alle onderdelen klaar zijn, worden de sloten met de hand in elkaar gezet. Slotenwerkers zitten aan goed verlichte tafels met een set van de onderdelen van het slot in een bak en de sleutel op een standaard voor hen. Een ervaren werknemer kan de combinatie van de sleutel zien door er gewoon naar te kijken. De arbeider vult eerst de plug of cilinder van het slot met de pinnen die overeenkomen met de combinatie van de sleutel. De arbeider brengt een kleine veer in en vervolgens de borgpen, met behulp van een klein hulpmiddel dat een montageplectrum wordt genoemd om de kleine onderdelen vast te houden. De montageplectrum heeft een kleine schroevendraaier aan het ene uiteinde en een punt aan het andere, en de arbeider gebruikt het om de delicate onderdelen te prikken waar ze thuishoren. Zodra de
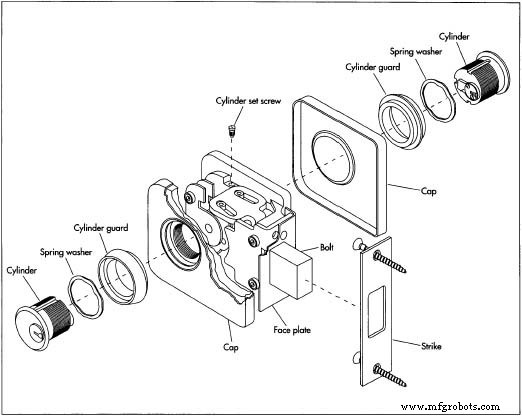 Dwarsdoorsnede van een typisch slot. plug wordt gevuld volgens de toetsencombinatie, de werknemer klikt of schroeft de andere delen rond het slot aan elkaar. Hoewel het vakwerk is, is er geen speciale training voor nodig, en deze arbeiders zijn geen slotenmakers.
Dwarsdoorsnede van een typisch slot. plug wordt gevuld volgens de toetsencombinatie, de werknemer klikt of schroeft de andere delen rond het slot aan elkaar. Hoewel het vakwerk is, is er geen speciale training voor nodig, en deze arbeiders zijn geen slotenmakers.
Laatste stappen
- 6 Zodra een slot volledig is gemonteerd, controleert de werknemer het met de sleutel om te controleren of het werkt. Het kan op dit punt naar een kwaliteitscontrolestation gaan en vervolgens worden afgestoft of gepolijst. Werknemers verpakken de voltooide sloten en dozen voor verzending.
Kwaliteitscontrole
Het belangrijkste aspect van kwaliteitscontrole bij de fabricage van sloten is ervoor te zorgen dat de kleine bewerkte onderdelen exact de gespecificeerde afmetingen hebben. Voor een nieuwe bestelling op maat produceren de machinisten gewoonlijk proefmonsters van de onderdelen, en elk van deze kan handmatig worden geïnspecteerd en gemeten met behulp van nauwkeurige meters. Als alles goed lijkt te gaan, zullen de machinisten de rest van de bestelling uitvoeren, en dan wordt misschien een van elke 500 of 1.000 onderdelen gecontroleerd. Nadat de werknemer het slot heeft gemonteerd, test hij of zij het met de sleutel om te controleren of het goed werkt. Een kwaliteitscontrolespecialist kan in dit stadium ook de sloten controleren.
De Toekomst
Veel entiteiten, zoals universiteiten en grote hoofdkantoren van bedrijven die grote aantallen sloten gebruiken, stappen over op elektronische toegangssleutelsystemen. Deze gebruiken een magnetische pas om een deur te openen. De kaarten kunnen een streepjescode bevatten en computers kunnen worden gebruikt om informatie op te slaan over wie er door elke deur naar binnen gaat, wat voor sommige bezorgde mensen privacyproblemen oplevert. Andere hightech sloten openen met spraakactivering of handpalm- of vingerafdrukherkenning. Dergelijke sloten bieden een relatief hoge beveiliging, maar zijn over het algemeen te duur en ingewikkeld voor de woning van de gewone burger. De trend naar dit soort elektronische en computergestuurde sloten groeit echter aan het eind van de jaren negentig en ze zullen in de toekomst ongetwijfeld vaker voorkomen.
Productieproces