


Pijl en boog
In de eenvoudigste bewoordingen is een boog een lange, flexibele staf; aan de twee uiteinden van de notenbalk is een kortere snaar bevestigd, waardoor de notenbalk buigt. Een pijl is een schacht met veervormige schoepen aan het ene uiteinde, dat is ingekeept, en een puntige kop aan het andere uiteinde. Het ingekeepte uiteinde van de pijl is tegen de pees gemonteerd, waarbij de puntige kop zich net voorbij de boog uitstrekt. Met één hand tegen de boog geschoord en de andere de pees vast, trekt een boogschutter de pees terug en slaat potentiële energie in de boog op. Wanneer de boogschutter de snaar loslaat, wordt die potentiële energie omgezet in kinetische energie, die aan de pijl wordt gegeven, waardoor deze plotseling en snel naar voren wordt gestuwd. Bogen worden voornamelijk gebruikt voor de jacht en voor het schieten op doelen.
Achtergrond
Archeologen geloven dat jagers al 50.000 jaar geleden pijl en boog gebruikten. Inheemse mensen gebruikten dergelijke wapens in alle delen van de wereld, behalve in Australië. Naast jacht en oorlogvoering werden pijl en boog gebruikt voor sport in oude culturen van Egypte, China en India.
Oorspronkelijk werden bogen gemaakt van elk veerkrachtig materiaal, inclusief bamboe en verschillende soorten hout, en de pezen waren gemaakt van dierlijke darm. Inheemse Amerikaanse en Aziatische boogmakers hebben onafhankelijk van elkaar een belangrijke innovatie doorgevoerd toen ze het wapen versterkten door dierlijke pezen (pees) aan de achterkant van de boog (de kant die naar het doelwit is gericht) te lijmen. De composietboog (een boog die bestaat uit drie of meer lagen van verschillende stoffen) is al 4.500 jaar geleden uitgevonden door verschillende culturen in Centraal-, Noord- en Zuidwest-Azië. De techniek omvatte het versterken van de rug van de boog met maximaal drie lagen versnipperde pezen gemengd met lijm, en het versterken van het gezicht van de boog (de kant die naar de boogschutter is gericht) met een gelijmde laag dierenhoorn. Noord-Europeanen gebruikten een andere methode om bogen te versterken; tegen het begin van de vierde eeuw A.D. , ze bonden een rug van spinthout aan een kern van kernhout (dicht hout uit de niet-levende kern van een boom).
Pijlen, die normaal gesproken van houten schachten waren gemaakt, waren voorzien van pijlpunten in de vorm van hardhout, been, hoorn, vuursteen, brons of (uiteindelijk) staal. In India experimenteerden wapenmakers op grote schaal met ijzer en staal, en in de derde eeuw
Boogschieten (met een boog om pijlen te schieten) was een dominante manier van oorlogvoering (met standaardbogen die over het algemeen superieur bleken te zijn aan mechanisch ondersteunde kruisbogen) tot het einde van de zestiende eeuw, toen vuurwapens praktisch werden. Sindsdien hebben jagen en schieten zich ontwikkeld tot de belangrijkste activiteiten in het boogschieten.
Van 1929-1946 bestudeerden zeven boogschutters die ook wetenschappers of ingenieurs waren de prestaties van apparatuurontwerpen en materialen met behulp van technieken zoals hogesnelheidsfotografie. Ze publiceerden hun bevindingen in verschillende tijdschriften en in 1947 bewerkten drie van hen een verzameling van deze artikelen, onder de titel Archery:The Technical Side. Deze experimentele en wiskundige analyses van boogdynamica legden de basis voor de eerste significante verbeteringen in het ontwerp van boogschietuitrustingen sinds de middeleeuwen. Tot de innovaties die na de Tweede Wereldoorlog verschenen, behoorden het gebruik van nieuwe materialen zoals plastic en glasvezel, en wijziging van het greepgedeelte van de boog om op een pistoolhandvat te lijken.
Ontwerp
Het meest basale type boog, een lange boog genoemd, wordt gevormd door een in wezen rechte schacht. Extra kracht en stabiliteit worden bereikt door teruggebogen bogen, die permanente rondingen hebben waardoor de achterkant van de boog aan elk uiteinde hol is. Nog meer kracht kan worden bereikt met een samengestelde boog, een mechanisch ondersteund apparaat dat de pees aan een systeem van katrollen bevestigt in plaats van aan de uiteinden van de boog.
Een teruggebogen boog bestaat uit drie delen:twee flexibele ledematen die zich uitstrekken vanaf tegenoverliggende uiteinden van een stijve stijgbuis. De totale lengte van de boog kan 125-175 cm zijn. De riser, die ongeveer 50 cm lang is, biedt een comfortabele handgreep en een richel waarop de pijl rust voordat hij wordt losgelaten. De ledematen kunnen permanent aan de riser zijn bevestigd of ze kunnen verwijderbaar zijn, zodat de schutter de boog uit elkaar kan halen voor gemakkelijk transport en opslag of om ledematen met verschillende bedieningskenmerken te verwisselen.
Grondstoffen
Wanneer een boog uit één stuk hout is gemaakt, kan deze kromtrekken door vocht of broos worden bij koud weer. Het kan ook permanent vervormen in de gebogen vorm die wordt bereikt wanneer de boog wordt gespannen (de boogpees is aan beide uiteinden bevestigd, waardoor de boog wordt gebogen). Wanneer dit gebeurt, neemt de veerkracht van de boog af en verliest deze kracht. Het maken van bogen van glasvezel lost een aantal van deze problemen op, maar met verminderde prestatiekenmerken. De beste resultaten worden verkregen met composietmaterialen die worden gevormd door lagen van verschillende houtsoorten, glasvezel of koolstofvezel aan elkaar te lijmen. Onder de houtsoorten die gewoonlijk voor bogen worden gebruikt, bevinden zich rode iep, esdoorn, ceder, bamboe en exotische houtsoorten zoals bubinga.
Historisch gezien zijn pezen gemaakt van pezen, gedraaide ongelooide huid, darm, hennep, vlas of zijde. Tegenwoordig worden snaren voor houten handbogen vaak gemaakt van linnendraad. Samengestelde bogen kunnen worden bespannen met staaldraad. Bowstrings voor populaire recurved bogen zijn meestal gemaakt van Dacron, dat zeer weinig rekt en goed draagt. Nylondraad is om de pees gewikkeld om deze te versterken aan de uiteinden en in het midden waar de pijl en de vingers van de boogschutter tijdens het schieten contact maken met de pees.
Pijlen zijn van oudsher gemaakt van massieve schachten van hout zoals essen, iepen, wilgen, eiken, ceders of Sitka-sparren. Holle pijlschachten kunnen worden gevormd uit moderne materialen zoals aluminium, glasvezel, grafiet of koolstofvezel. Veren (meestal van kalkoenvleugels) die op de schacht aan één uiteinde zijn gemonteerd, zorgen ervoor dat de pijl tijdens de vlucht ronddraait, waardoor zijn pad stabiel wordt. Vanwege de betere duurzaamheid en vochtbestendigheid zijn schoepen van plastic of gegoten rubber voor dit doel populairder geworden dan natuurlijke veren. Een nok (een plastic stuk dat is gegroefd om rond de pees te passen) is bevestigd aan het achterste uiteinde van de pijl. Pijlpunten, die historisch gemaakt waren van vuursteen, been, hoorn, brons of hardhout, worden nu gewoonlijk gemaakt van staal. Ze kunnen twee tot zes uitstekende bladen hebben, of ze kunnen de schacht eenvoudig naar een afgerond of puntig uiteinde brengen.
Het fabricageproces
De boog
De volgende paragrafen beschrijven de constructie van een teruggebogen boog met permanent bevestigde ledematen.
- 1 Verschillende materialen worden in rechthoeken gesneden voor de lagen van de ledematen. Houtlagen worden in de gewenste kleur geverfd. Er wordt lijm aangebracht en de lagen worden in de juiste volgorde gestapeld.
- 2 Het meerlagige ledemaatgedeelte is gemonteerd op een vorm die de uiteindelijke kromming bepaalt. Terwijl het aan de vorm is bevestigd, wordt het ledemaat gedurende zes uur in een oven op 180 ° F (80 ° C) uitgehard.
- 3 De riser is gemaakt van een massief blok aluminium of een blok gevormd door verschillende lagen hout te lamineren. Nadat het blok is afgesneden tot een basisomtrek van zijn uiteindelijke vorm, worden pinnen in de buurt van de uiteinden van de stijgbuis gestoken om bevestiging van de ledematen mogelijk te maken.
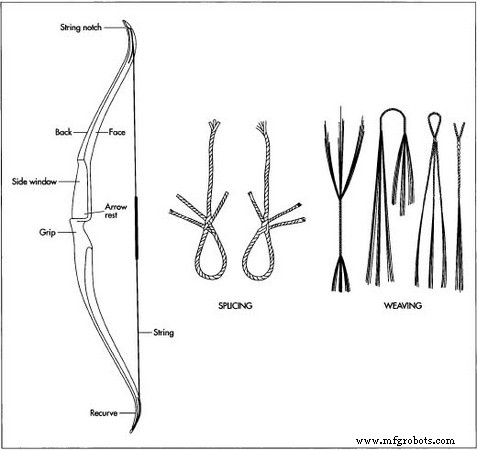 Een typische boog. Om een boogpeeslus te vormen, kan de pees worden gesplitst of geweven.
Een typische boog. Om een boogpeeslus te vormen, kan de pees worden gesplitst of geweven. - Er worden 4 gaten geboord in de ledematen om overeen te komen met de positie van de pinnen in de riser, en de ledematen worden tijdelijk aan de riser bevestigd. Nadat de voegen glad zijn geschuurd, worden de ledematen van de stijgbuis verwijderd.
- 5 Met behulp van een sjabloon markeert de bowyer (strikkenmaker) de te snijden ledematen. Met behulp van een elektrische zaag en een schuurmachine snijdt en vormt de vakman de uiteinden van de ledematen vanuit hun oorspronkelijk rechthoekige vorm. De uiteinden van de ledematen zijn gevijld om groeven te maken waar de pees kan worden gemonteerd.
- 6 De bowyer begint de stijgbuis vorm te geven door secties uit te snijden om een plank te vormen waarop de pijl kan rusten en om een kijkvenster te bieden. Met behulp van een elektrische zaag, een schuurmachine en een handrasp (houtvijl), vormt de bowyer de riser in een vorm die comfortabel in de hand ligt.
- 7 De ledematen worden aan de voltooide stijgbuis bevestigd en op hun plaats gelijmd. De definitieve vormgeving wordt gedaan op de uiteinden van de ledematen. De gehele boog wordt met de hand geschuurd en vervolgens afgewerkt met een beschermende coating van heldere epoxy.
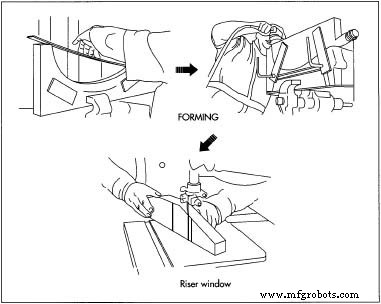 Tijdens de fabricage van de boog wordt de ledemaat gemonteerd op een vorm die de uiteindelijke kromming bepaalt. Terwijl het aan de vorm is bevestigd, wordt het ledemaat bij hoge temperatuur uitgehard en wordt de stijgbuis vervolgens met pinnen aan de boog bevestigd.
Tijdens de fabricage van de boog wordt de ledemaat gemonteerd op een vorm die de uiteindelijke kromming bepaalt. Terwijl het aan de vorm is bevestigd, wordt het ledemaat bij hoge temperatuur uitgehard en wordt de stijgbuis vervolgens met pinnen aan de boog bevestigd.
De boogpees
Hoewel er gefabriceerde boogstrings beschikbaar zijn, geven sommige boogschutters er de voorkeur aan om ze zelf te maken.
- 8 Het aantal benodigde draadstrengen wordt bepaald. Dit is afhankelijk van de sterkte van de gebruikte draad en het trekgewicht (sterkte) van de boog. De bundel strengen is verdeeld in drie gelijke sets en elke set is bedekt met bijenwas (misschien met toegevoegde hars). De sets strengen worden vervolgens tot een koord gevormd door ze in elkaar te draaien en te weven.
- 9 Als er voldoende koord is gevormd, wordt een lus gevormd door het uiteinde van het koord rond te brengen en het te splitsen of te weven in het nieuwe gedeelte dat wordt gesnoerd. Wanneer de gewenste lengte van de boogpees bijna bereikt is, wordt de pees voorgespannen door hem aan de initiële lus te hangen terwijl een gewicht aan het vrije uiteinde wordt bevestigd. De lengte wordt dan opnieuw geëvalueerd en het snoeren gaat door totdat de gewenste lengte is bereikt. Het vormen van nog een lus maakt de snaar af.
- 10 "Serving" wordt aangebracht door nylondraad om een gedeelte van 25 cm in het midden van de pees en een gedeelte van 13 cm bij elke eindlus te wikkelen. Een versterking, een nocking point genoemd, die is gemaakt van rubber of plastic, wordt bevestigd op het punt waar pijlen tegen de snaar worden gemonteerd.
De pijl
De volgende stappen beschrijven hoe houten pijlen worden gemaakt.
- 11 Er wordt een "twee bij vier" (2 in [5 cm] dik en 4 in [10 cm] breed) van geschikt hout geselecteerd, waarbij ervoor wordt gezorgd dat de nerf van het hout zo dicht mogelijk bij de lengte van de bord. Er wordt een sectie gesneden die ongeveer 7,5 cm langer is dan de geplande lengte van de pijl. Met behulp van een zwaar mes of een bijl wordt het bord aan één kant gespleten om een rand te vormen die echt langs de nerf van het hout loopt.
- 12 Na de splitrand worden vierkante plano's gezaagd die iets groter zijn dan de gewenste asdiameter. Indien nodig kunnen de plano's worden rechtgetrokken door ze te verwarmen en te buigen.
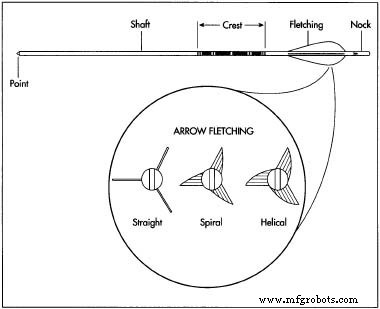 De pijl is meestal gemaakt van hout en bedekt met polyurethaan en verf. Bijgesneden veren of plastic schoepen worden op de schacht tussen de kuif en de nok gelijmd in een patroon dat evenwijdig is aan de schacht, spiraalvormig (in een rechte lijn diagonaal op de schacht) of spiraalvormig (in een curve die parallel begint en eindigt naar de as). Op de schacht is een pijlpunt gemonteerd. De vorm van het hoofd wordt bepaald door het doel waarvoor de pijl zal worden gebruikt:schieten of jagen op specifieke soorten dieren.
De pijl is meestal gemaakt van hout en bedekt met polyurethaan en verf. Bijgesneden veren of plastic schoepen worden op de schacht tussen de kuif en de nok gelijmd in een patroon dat evenwijdig is aan de schacht, spiraalvormig (in een rechte lijn diagonaal op de schacht) of spiraalvormig (in een curve die parallel begint en eindigt naar de as). Op de schacht is een pijlpunt gemonteerd. De vorm van het hoofd wordt bepaald door het doel waarvoor de pijl zal worden gebruikt:schieten of jagen op specifieke soorten dieren. - 13 Elke kant van de blank is geschaafd om de gladheid en rechtheid te garanderen. Vervolgens worden de vier hoeken afgeschaafd om een achthoekige staaf te vormen. Nogmaals, de hoeken zijn geschaafd. Ten slotte wordt de as geschuurd tot een ronde plug.
- 14 In een uiteinde van de pijlschacht is een nok of gleuf gesneden. Als alternatief kan het uiteinde van de schacht in een kunststof nok worden gestoken.
- 15 De schacht is gecoat met polyurethaan of vernis. Cresting (kleurbanden die de eigenaar of fabrikant van de pijl identificeren) wordt rond de schacht aangebracht.
- 16 De pijl wordt geplooid door getrimde veren of plastic schoepen op de schacht tussen de kam en de nok te lijmen. Deze echte of kunstmatige veren kunnen evenwijdig aan de schacht worden aangebracht, spiraalvormig (in een rechte lijn diagonaal op de schacht), of spiraalvormig (in een curve die parallel aan de schacht begint en eindigt). Gewoonlijk worden drie veren aangebracht, waarvan er één direct van de boog af wijst wanneer de pijl is gemonteerd om te schieten. Dit wordt de hanenveer genoemd en de andere twee worden schachtveren genoemd.
- 17 Op de schacht is een pijlpunt gemonteerd. De vorm van het hoofd wordt bepaald door het doel waarvoor de pijl zal worden gebruikt:schieten of jagen op specifieke soorten dieren.
De Toekomst
Voortbouwend op de analytische benadering die in de jaren dertig is begonnen, verfijnen moderne onderzoekers wiskundige modellen die de prestaties van bogen beschrijven, om mogelijke ontwerpwijzigingen te evalueren. Naast het variëren van de grootte en vorm van boogcomponenten, experimenteren bowyers ook met nieuwe materialen. Zo biedt ten minste één fabrikant nu ledematen aan die zijn gemaakt met een kernlaag van syntactisch schuim (een zeer sterk materiaal met een lage dichtheid, samengesteld uit epoxyhars en microscopisch kleine glasparels die kunnen worden gegoten en bewerkt).
Sommige boogschutters gebruiken hulpstukken op hun bogen om hun prestaties te verbeteren, en fabrikanten ontwikkelen steeds geavanceerdere modellen van dergelijke accessoires. Er is nu bijvoorbeeld een elektronisch vizier beschikbaar dat boogschutters niet alleen helpt hun doel op een doel te richten, maar dat ook fungeert als een digitale afstandsmeter. Er worden ook nieuwe ontwerpen ontwikkeld voor stabilisatoren die zijn gemonteerd op stangen die zich vanaf de achterkant van de boeg naar buiten uitstrekken. Deze stabilisatoren bestaan uit gewichten of hydraulische dempingsinrichtingen (beweegbare gewichten ingesloten in een met vloeistof gevulde cilinder) die het draaien van de boog tijdens het schieten helpen voorkomen door een deel van de schok te absorberen wanneer de pees wordt losgelaten.
Productieproces
- Cijfers en symbolen
- Parallel R, L en C
- Serie-parallel R, L en C
- R-, L- en C-samenvatting
- Arrow en Freelancer.com lanceren Electronics &Electrical Engineering Services Marketplace
- Arrow Electronics, Infineon en Arkessa kondigen wereldwijde overeenkomst aan
- Arrow Electronics, Rigado en Iconics lanceren marktklare Smart Buildings-oplossing
- Raspberry Pi temperatuur- en lichtsensor
- Raspberry Pi-sensor en actuatorbediening
- C - Constanten en Letters
- C# - Constanten en Letters