


Klavecimbel
Achtergrond
Het klavecimbel is de voorname, klassieke voorouder van de piano. Zijn vorm, beschreven als een grote vleugelvorm, werd honderden jaren vóór de vergelijkbare vorm van de vleugel ontwikkeld. Maar de werking van het klavecimbel en zijn geschiedenis zijn heel anders dan die van zijn nakomeling.
De pianist maakt muziek door toetsen te vingeren die strak gespannen snaren in de piano raken, en door pedalen met de voeten in te drukken die de dynamiek (luidheid, zachtheid en lengte van de toon) van de aangeslagen snaren veranderen. Binnen het klavecimbel is de achterkant van de toets niet bevestigd aan een hamer, maar aan een verticale krik met een verticale gleuf met een zwaaiende tong. De tong grijpt een plectrum of plectrum. Als de vinger van de speler op de toets slaat, gaat de krik omhoog en het plectrum gaat omhoog en plukt de snaar. Terwijl het terugvalt langs de snaar, beweegt de zwaaiende tong om de snaar te passeren zonder deze aan te raken en een geluid te produceren. Een lichtgewicht veer duwt de tong terug naar zijn oorspronkelijke positie, zodat het plectrum klaar is om de snaar te tokkelen met de volgende toetsaanslag. In de eerste 500 jaar van de geschiedenis van het klavecimbel was het plectrum een ganzenveer van de vleugel van een kalkoen, adelaar, raaf of kraai; later werden plectrums gemaakt van leer of plastic. Na het tokkelen van de snaar (die niet zo strak is gebonden als een pianosnaar), heeft de krik een ontgrendelingsmechanisme dat hem terugbrengt naar de rustpositie. De toon van het klavecimbel hangt af van waar de snaar langs zijn lengte wordt getokkeld, en het materiaal waaruit het plectrum bestaat. Het klavecimbel heeft geen pedalen om de dynamiek aan te passen; nadat de snaar is aangeslagen, sterft het geluid snel weg. Grote klavecimbels waren beter in staat om dynamiekveranderingen teweeg te brengen, maar kwamen niet in de buurt van het dynamiekbereik dat mogelijk is met een piano.
De schijnbare beperkingen van de dynamiek van het klavecimbel zorgden ervoor dat componisten die voor het klavecimbel schreven creatief waren, en ook ervaren spelers kunnen de dynamiek tot op zekere hoogte versterken. Componisten gebruikten muziek gevuld met trillers en andere versieringen om een meer continu geluid te maken. Spelers leren om samengevoegde en onthechte geluiden te maken genaamd legato en staccato. Hoewel het gebrek aan dynamiek het klavecimbel lijkt te beperken, heeft het instrument ook een uniek mooie klank die wordt gewaardeerd door professionele muzikanten en andere bewonderaars die het elegante instrument in hun huis willen hebben en zelfs kits kopen om hun eigen klavecimbels te bouwen.
De kasten van klavecimbels zijn prachtig gevormd en historisch gezien elegant versierd en beschilderd. Maar de behuizing is ook cruciaal voor het geluid. De kast bestaat uit vijf delen:de lange rechte zijde links van de speler is de ruggengraat; het korte uiteinde is ook recht en wordt de staart genoemd; de gebogen kant aan de rechterkant van de speler vormt een lange, zachte curve (zoals de onderkant van de vleugelvorm); een ander kort, recht stuk, de wang genaamd, bevindt zich onmiddellijk rechts van de speler; en de bodem, die het instrument afsluit, vormt zowel een structurele als akoestische basis voor het toetsenbord. De worstelplank is een ander houten onderdeel dat het toetsenbord op zijn plaats houdt, zodat het op de bodem zit. De koffer moet de sterkte bieden om de spanning van de snaren te weerstaan, dus intern bevat de koffer een verstevigingssysteem om de spanningen in evenwicht te brengen.
Geschiedenis
De geschiedenis van het klavecimbel wordt onderscheiden door het type instrument, de eeuw waarin het werd gemaakt en gespeeld, en de nationale school. De nationale scholen van het grootste belang zijn Frans, Italiaans, Duits, Vlaams en Engels. Tot de naaste verwanten van het klavecimbel behoren het clavicymbalum, het virginaal, het lautenwerk, het clavichord, het spinette en natuurlijk het latere instrument, de piano. De eerste hiervan, de clavicymbalsem, wordt genoemd in documenten uit 1397 in Padua, Italië. Het oudste nog bestaande clavicymbalsem werd in 1521 in Bologna, Italië gebouwd. Het vroegste instrument dat een klavecimbel werd genoemd, werd in 1514 genoemd. één set sleutels. Instrumenten die dubbele manualen worden genoemd en die twee sets toetsen hadden, zoals een modern orgel en registers, ook als een orgel, waren ongeveer tegelijkertijd bekend. Zo werd een klavecimbel die in 1530 werd vermeld als een van de uitgaven voor het hof van de Engelse koning Hendrik VIII, 'een paar virginalen in één koffer met vier registers' genoemd. De sets handleidingen werden intern afgestemd op sets strijkers die koren worden genoemd; dat wil zeggen, een enkel manuaal had een enkel koor, en een dubbel manuaal was verbonden met een dubbel koor van strijkers.
Venetië, Italië en Antwerpen, België, waren in de zestiende en zeventiende eeuw twee centra voor de productie van klavecimbels. De Venetiaanse stijl had een lang, dun lichaam dat was gemaakt van cipressenhout en had een sierlijk versierde buitenmantel. Het Venetiaanse instrument had ofwel een enkel 8 ft lang (2,4 m lang) koor of twee koren van 8 ft (2,5 m) lang (de lengte van het koor plus de diepte van de toetsen was de geschatte totale lengte van het klavecimbel). De Vlaamse school in Antwerpen werd geleid door de familie Ruckers. Ze bouwden zowel klavecimbels als virginalen met dikkere lichamen, beschilderde koffers en dubbele koren en handleidingen. De klavecimbels van de Ruckers werden gewaardeerd om hun prachtige resonantie en toon en werden door heel Europa geëxporteerd. In Engeland en Frankrijk waren de creaties van Ruckers populair en werden ze gekopieerd. De Franse familie Blanchet maakte zijn eigen versies van het Ruckers-klavecimbel, die nog uitgebreider waren beschilderd en gelakt; tegen 1750 waren zij de officiële klavecimbelmakers voor het koninklijk hof van Frankrijk.
De Duitsers maakten ook gewaardeerde instrumenten. Hamburg was hun productiecentrum en ze gaven de voorkeur aan grote, zware instrumenten met extra registers, pedaalachtige toetsenborden en evenzoveel van vijf koren snaarinstrumenten getokkeld door drie sets handleidingen. Deze instrumenten waren favoriet bij Johann Sebastian Bach (1685-1750), misschien wel de grootste componist en vriend van het klavecimbel. Instrumenten in Engelse stijl misten de schildering en versiering van de continentale stijlen en hadden kasten die waren bekleed met walnoot- of eikenfineer.
Tegen het begin van de 19e eeuw was het klavecimbel uit de gratie geraakt en werd de piano steeds populairder. Van 1809 tot ver in de twintigste eeuw werden klavecimbels niet bespeeld in Europa of Amerika. Als industrie verdween de klavecimbelbouw eenvoudigweg tot de huidige, moderne heropleving waarin instrumentenbouwers er trots op zijn de grote historische klavecimbels van de nationale scholen en vooral van de achttiende eeuw te reproduceren.
Grondstoffen
Hout is het belangrijkste materiaal voor het samenstellen van een klavecimbel. Hout van de Amerikaanse bomen lindenhout en gele populier, Noord-Europese linde en de Europese tulpenpopulier worden gebruikt om klavecimbelkoffers te maken voor de meeste soorten, behalve voor Duitse klavecimbels. De koffers van instrumenten in Duitse stijl zijn volledig gemaakt van grenen; Amerikaanse makers gebruiken Ponderosa-den. Hardere houtsoorten zoals eiken, esdoorn, walnoot, beuken en sparren worden gebruikt voor structurele ondersteuningen in de koffers.
Traditioneel worden klankborden gemaakt van fijnspar, dat over een groot deel van het Europese continent groeit, tot ver in het zuiden tot aan de Apennijnen in Noord-Italië. Een Amerikaanse soort, de Ingleman-spar, is vergelijkbaar met de fijnspar en wordt soms gebruikt in de Verenigde Staten. Dennenbomen worden ook af en toe gebruikt. Veel Amerikaanse makers importeren de fijnspar, maar de voorraden worden steeds beperkter omdat vervuiling de sparrenbossen bedreigt.
Andere materialen zijn ebbenhout, lindehout en ivoor voor de toetsbladen. Er worden dierlijke lijmen gebruikt (moderne synthetische lijmen werken niet zo goed) en metaal wordt gebruikt voor de snaren. Messingdraad wordt getrokken in een gesmeed proces; klavecimbelmakers werken samen met lokale koperblazers om ervoor te zorgen dat het fabricageproces correct is. Andere hardware omvat houtschroeven, draaipennen die zijn gemaakt door een Europese leverancier, onderdelen van de klavecimbelactie zoals jacks en jack slides die in grote hoeveelheden worden gekocht, haken die ook gebruikelijk zijn bij het maken van piano's en "rozen" (sierstukken die de opening in het klankbord afdekken).
Om klavecimbels af te werken, kan het natuurlijke hout worden gelakt en gepolijst, maar de buitenkant van de meeste klavecimbels is geverfd en het schilderen begint met het aanbrengen van een gesso-afwerking. Gesso is een mengsel van fijngemalen krijt en lijm. Gekleurde verven zijn meestal zogenaamde "Japanned colors" gemaakt van pigment en olie die over de gesso wordt aangebracht en die een hoge glans geeft. Er kunnen veel jassen worden gebruikt. De leren roos is verguld en verguld werk kan ook een onderdeel zijn van de geschilderde versiering of andere versiering.
Ontwerp
Het ontwerp van een klavecimbel is uitsluitend gebaseerd op traditie en bestaande, historische instrumenten; dat wil zeggen, er bestaat niet zoiets als een nieuw klavecimbelpatroon, -stijl of -geluid. Klavecimbelbouwers maken wel aanpassingen aan bestaande ontwerpen, maar de meeste hiervan zijn uit noodzaak omdat historische materialen niet beschikbaar zijn of niet wenselijk zijn. Zo werden in het verleden op lood gebaseerde verven gebruikt om klavecimbels te versieren, en deze zijn niet langer wenselijk om gezondheids- en milieuredenen.
Om een bestaand klavecimbel te reproduceren, bijvoorbeeld een instrument dat in 1707 in Parijs is gemaakt, vraagt de klavecimbelmaker tekeningen en afmetingen op bij het museum of de instelling waar het model uit 1707 nu staat. Museumexperts hebben vaak historische instrumenten gerestaureerd en moderne technieken gebruikt om de constructie van het klavecimbel te analyseren. Röntgenstralen zijn nuttig bij het identificeren van soorten interne bevestigingsmiddelen en glasvezel kan worden gebruikt om door de roos en in de ingewanden van het instrument te kijken.
Als er geen gegevens zijn, kan de bouwer toestemming vragen om het instrument nader te onderzoeken. De bouwer maakt tekeningen van elk zichtbaar deel van het instrument, te beginnen met het meten van de breedte en vervolgens de andere delen in verhouding te brengen. De bouwer moet er rekening mee houden dat het klavecimbel uit 1707 is gebouwd op het oude inch-systeem, dus alle informatie die mogelijk beschikbaar is uit de oorspronkelijke constructie, moet worden omgezet in meetsystemen die tegenwoordig worden gebruikt. De oorspronkelijke bouwers hadden niet direct papier om elke constructie te documenteren en vertrouwden waarschijnlijk op geheugen of een hoofdboek met richtlijnen. Door eenvoudig te proportioneren, kan de moderne maker de onderdelen van de kast meten (inclusief breedte, lengte, snaarlengte en interne geometrie) tot binnen ± 0,03 inch (± 1 mm); dit valt ruim binnen de toleranties voor modern handwerk. Het is niet nodig om nauwkeuriger te zijn dan het origineel; soms kan een bouwer een ontwerp of restauratie overbelasten en het bederven door te exact te zijn.
Het fabricageproces
- De constructie van een klavecimbel begint met het selecteren van het hout op basis van het bestelde type klavecimbel. Zoals hierboven vermeld, worden er verschillende soorten hout gebruikt, afhankelijk van de nationale stijl of het model, en deze hebben zeker invloed op de geluidskwaliteit van het voltooide instrument. Het hout moet minimaal twee jaar worden gerijpt om het natuurlijke vochtgehalte te verminderen dat zou leiden tot kromtrekken of krullen. De bentside - de kant van de behuizing die buigt - is met stoom gebogen om in een mal te passen, wat een voorgeconstrueerde vorm is met de juiste curve voor een bepaald instrument.
De winkel van de klavecimbelmaker lijkt op die van een meubelmaker, en klavecimbelbouw heeft veel gemeen met scheepsbouw en kastenbouw. Het proces van het stomen van hout en het vormen ervan in specifieke bochten maakt deel uit van de kunst van de scheepsbouwer om de gebogen boeg van een schip te construeren. Het proces van het snijden en passen van de kleinere stukken van het klavecimbel vereist de vaardigheden van een meubelmaker of meester-houtbewerker. De winkel is ook gevuld met gereedschap voor het maken van kasten, zoals schaven, beitels, raspen en vijlen. Het grote verschil tussen de winkels van een moderne klavecimbelbouwer en die uit de achttiende eeuw is de aanwezigheid van elektrisch aangedreven gereedschappen, met name band- en tafelzagen, in de huidige winkel.
Andere kleinere stukken worden ook gesneden en gebogen door stoombuigen in sets van kleinere mallen terwijl de bentside wordt gemaakt. De andere delen van de behuizing zijn recht; deze omvatten
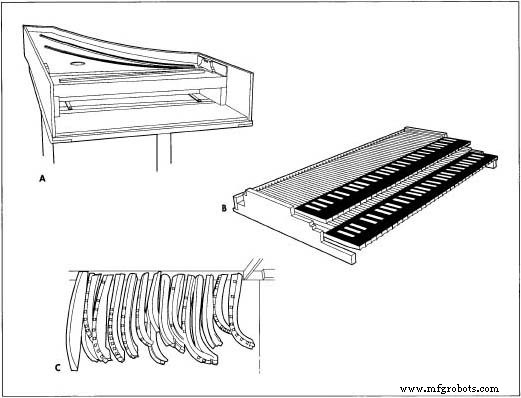 A. Klavecimbel met klankbord. B. Dubbel handmatig toetsenbord. C. Jigs. de staart, de wang, de voorkant, de rompplank (de zware plaat hout die de bovenkant van het instrument kruist en de ruggengraat met de wang verbindt), en de hoektoetsen (verstevigingsblokken die worden gebruikt om de hoeken van de kast te versterken) die met de hand worden gesneden, afgeplat en in elkaar worden gezet. Als de zijkanten van de kast allemaal zijn gemonteerd, is de omtrek van het klavecimbel voltooid.
A. Klavecimbel met klankbord. B. Dubbel handmatig toetsenbord. C. Jigs. de staart, de wang, de voorkant, de rompplank (de zware plaat hout die de bovenkant van het instrument kruist en de ruggengraat met de wang verbindt), en de hoektoetsen (verstevigingsblokken die worden gebruikt om de hoeken van de kast te versterken) die met de hand worden gesneden, afgeplat en in elkaar worden gezet. Als de zijkanten van de kast allemaal zijn gemonteerd, is de omtrek van het klavecimbel voltooid. - Het klankbord is een uitgebreide constructie gemaakt van een groot stuk zeer dun hout. Het stuk bestaat uit een reeks lamellen met een dikte van 0,08-0,09 inch (2,5-3 mm). De lamellen zijn aan elkaar gelijmd en een patroon of sjabloon is gemarkeerd op het klankbord om het in vorm te snijden. De vorm is iets groter dan bij het klavecimbel, omdat het klankbord nauwsluitend moet passen en naar binnen moet buigen of kronen om te voorkomen dat het zoemt wanneer het instrument wordt bespeeld. De klankkast wordt eerst op het instrument gemonteerd; later wordt het op de voering in de behuizing gelijmd. Een even uitgebreid schema van ribben ondersteunt het klankbord en houdt zijn kromming vast. Een grote ribbe, de cutoff bar genaamd, wordt ook op zijn plaats gepast; het verstevigt de zangbodem en snijdt ook de akoestische of geluidsproducerende holte van het klavecimbel in twee gebieden voor hoge en lage geluiden. De ribben worden met een lintzaag gesneden en met de hand gevormd en taps toelopend. De bruggen worden aan de zangbodem gelijmd en worden op hun plaats gehouden totdat de lijm droogt met een systeem van go-bars die als grote klemmen langs elke brug werken en een aantal contactpunten hebben die passen bij de kromming van de brug. Het rozetgat wordt ook door de zangbodem gesneden nadat de bruggen zijn vastgezet.
- Het deksel en de voorklep zijn op het instrument aangebracht zodat ze met de hand kunnen worden beschilderd terwijl de klavecimbelkoffer verder wordt gebouwd. Het klankbord kan ook met de hand worden beschilderd, afhankelijk van de stijl van het instrument. Wanneer het schilderen voltooid is, wordt de messing rozet in het rozetgat geïnstalleerd en ondersteund met stoffen strips. Het is met grote zorg verguld om schade aan de aangrenzende, geschilderde ornamentiek te voorkomen. Er wordt ten onrechte gedacht dat de roos en de opening een akoestisch doel hebben, maar het klavecimbel is eigenlijk een gesloten instrument. Sommige fabrikanten laten het klankbord na het schilderen en voor de installatie in het zonlicht drogen om het iets te laten krimpen om te voorkomen dat er scheuren ontstaan tijdens latere veroudering en droging.
- De klavecimbelkoffer heeft op dit moment nog steeds geen onder- of bovenblad (de zangbodem). Het systeem van omlijsting en versteviging is uitgesneden en met de hand op zijn plaats aangebracht om de vorm van de behuizing te behouden en het klankbord te ondersteunen. Onderste framedelen kruisen de onderkant van het instrument van de gebogen kant naar de ruggengraat om de behuizing te versterken. De koffer heeft ook een voering - een verzameling stukken die lijkt op de stukken waaruit de koffer bestaat - en wordt zowel van boven als van onder ingezet. De voering biedt een richel om de zangbodem te ondersteunen, behalve aan de voorkant van het klavecimbel, waar de zangbodem wordt ondersteund door de bovenste buikrail. Rails zijn extra houten stukken aan de binnenkant die de snaren verankeren. Nadat de voeringsecties aan de zijkanten van de behuizing zijn gelijmd, worden de bovenste framedelen op hun plaats gelijmd; ze kruisen van de gebogen kant naar de ruggengraat om de structurele integriteit van het bovenste deel van de klankkast te behouden.
- De onderkant van het klavecimbel wordt vastgezet met een combinatie van houtschroeven en lijm. Hoewel het deksel uit één stuk hout is gemaakt, voornamelijk voor het uiterlijk, is de bodem nog steeds een akoestisch onderdeel van het instrument. Het is gemaakt van twee stukken hout voor een gemakkelijke installatie en voor goede eigenschappen. Aan de achterkant van het instrument (van de onderste buikrail tot de staart) loopt de nerf van het hout in de lengterichting. Vanaf de voorkant van de buikrail tot aan de voorkant van het klavecimbel loopt de houtnerf over het instrument. De twee stukken ontmoeten elkaar bij een verbinding langs de buikrail.
- Het klankbord is op zijn plaats gelijmd. Gobars klemmen het op een aantal plaatsen langs de voering, terwijl ponyklemmen de voorkant van het klankbord aan de bovenkant van de bovenste buikrail bevestigen. Nadat de lijm droog is, worden trekpennen geïnstalleerd om het instrument klaar te maken voor besnaring. Maar eerst moet de buitenkant van de koffer (die nu klaar is met uitzondering van de installatie van het deksel en de klep) worden voorbereid voor de uiteindelijke oppervlakteafwerking. De geschilderde klankkast is beschermd met plastic zeilen en de andere oppervlakken van het instrument zijn bedekt met gesso, een mengsel van krijt en lijm. De gesso verzegelt het hout en vormt een basis voor de uiteindelijke afwerking.
-
In een andere afzonderlijke bewerking worden de sleutelblanco's en sleutelframes gesneden. De frames zijn gemaakt met pen-en-gatverbindingen. De meeste klavecimbels die tegenwoordig worden gereproduceerd, zijn 'dubbele handleidingen', wat betekent dat ze twee toetsenborden hebben. Een gedetailleerd toetsenbordpatroon is gemarkeerd op het enkele stuk hout dat voor elk toetsenbord wordt gebruikt. Het patroon toont de posities van de gaten in de toetsen en de vorm van de toetsen. De gaten worden geboord en de sleutels worden langs hun voorkant afgewerkt voordat ze worden gesneden. De scherpe sneden zijn gemarkeerd en de beplatingen (oppervlaktebekledingen) voor de natuurlijke sleutels worden op de plano's gelijmd voordat de sleutels worden gesneden met een lintzaag. Concentratie en opmerkelijke vaardigheid zijn nodig voor het maken van toetsen, omdat er 1008 gaten nodig zijn voor een set van twee keyboards en de klavecimbeltoetsen een kleinere tussenruimte hebben dan die op een piano. De dwarssneden langs de voorkanten van de naalden zijn gemaakt en getrimd, de beplating voor de naalden is getrimd en de voorkanten van de naturals zijn ondersneden, zodat ze een lichter gewicht hebben en een betere balans in de frames.
De naturals worden op de keyframes gemonteerd en geëgaliseerd. De sleutels voor de kruizen worden dan tussen de naturals gepast en genivelleerd. De scherpe stijging (het verhoogde deel van de scherpe toetsen) is op elke scherpe leest gelijmd. De beplating op klavecimbeltoetsen verschilt ook van die op piano's. Franse, Duitse en Vlaamse instrumenten hebben ebben- of buxusplaten op de naturals en ivoor op de kruizen. Alleen Italiaanse instrumenten lijken de voorkeur te geven aan witte of ivoren natuurlijke kleuren en zwarte kruizen. Dit verschil, samen met de kleinere toetsafstanden, maakt het onmogelijk om in de fabriek gemaakte pianotoetsen voor klavecimbels te gebruiken.
-
Om de toetsen af te werken, wordt vilt op de achterkant van de toetsen gelijmd, tussen elke toets uit elkaar geknipt en bijgesneden. De bovenste toetsen hebben gewichten aan de uiteinden en worden geleid door pinnen
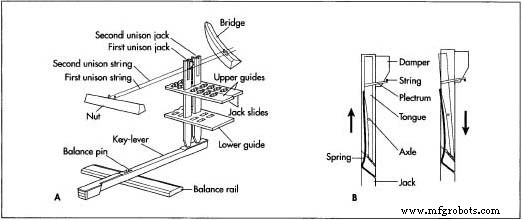 A. Klavecimbelmechanisme. B. Wanneer een toets wordt ingedrukt, gaat de krik aan de achterkant van de toets omhoog. Bij loslaten beweegt de krik naar beneden, waardoor het plectrum de snaar raakt. door sleuven in de toetsen. Het geleidingssysteem voor de onderste toetsen is een rek aan de achterkant met een pin in de achterkant van elke toets die door een gleuf in het rek past. Pianobrugpennen kunnen in klavecimbels worden gebruikt als trekpennen, pianomiddenpennen werken als brugpennen en citerpennen worden gebruikt als klavecimbel-stempennen.
A. Klavecimbelmechanisme. B. Wanneer een toets wordt ingedrukt, gaat de krik aan de achterkant van de toets omhoog. Bij loslaten beweegt de krik naar beneden, waardoor het plectrum de snaar raakt. door sleuven in de toetsen. Het geleidingssysteem voor de onderste toetsen is een rek aan de achterkant met een pin in de achterkant van elke toets die door een gleuf in het rek past. Pianobrugpennen kunnen in klavecimbels worden gebruikt als trekpennen, pianomiddenpennen werken als brugpennen en citerpennen worden gebruikt als klavecimbel-stempennen. Het klavecimbel is bespannen en de aansluitingen waarmee de snaren worden aangeslagen, worden geïnstalleerd voordat de toetsen in het instrument worden gemonteerd en op de aansluitingen worden aangesloten om de actie van het instrument te voltooien. Het instrument is stemhebbend (gestemd) met een kleine bijwerking van de punt van de plectra en aanpassing van de actie.
- Het decoreren van de kast wordt voltooid door het toevoegen van lijstwerk, het voltooien van het buitenschilderwerk en het vergulden van de lijstwerk. Andere gouden banden kunnen ook op de zijkanten van het instrument worden aangebracht. Het deksel en de klep zijn scharnierend en bevestigd aan het instrument nadat de buitenafwerking is voltooid. Een klavecimbel verschilt ook van een piano doordat het geen vaste poten heeft. Bij een andere houtbewerkings- en afwerkingsbewerking worden een standaard of L-vormige steunen gemaakt die passen bij de buitenkant van het instrument.
- Elk klavecimbel wordt na voltooiing verzonden. Een gewatteerde stoffen hoes wordt gebruikt om het instrument volledig in te pakken, en gewatteerde stoffen lakens beschermen de standaard. Pianoverhuizers of andere ervaren verhuizers hanteren het instrument, dat kan worden getaxeerd op meer dan $ 30.000.
Kwaliteitscontrole
Het klavecimbel is een creatie van kunstenaars voor kunstenaars. Klavecimbelmakers zijn hoogopgeleide houtbewerkers, schilders en kunstenaars in vele ondersteunende ambachten; ze bespelen ook het instrument zelf en hebben grote eerbied voor medemuzikanten die liefdevol de muziek reproduceren van grote componisten die werken hebben geschreven die uniek zijn voor het geluid van het klavecimbel. Hun vermogen om dit respect terug te kanaliseren in elk aspect van de constructie van een enkel klavecimbel is een zeer effectieve kwaliteitscontrole.
Bijproducten/afval
Klavecimbelmakers produceren doorgaans verschillende modellen in de stijlen van de nationale scholen en verschillende tijdperken in de klavecimbelgeschiedenis. Het vervaardigen van klavecimbelkits voor de thuisvakman is een aparte industrie, en de meeste klavecimbelmakers maken ook geen kits, hoewel ze het ambacht wellicht hebben geleerd door te experimenteren met kits. Ook leveren zij hun handgemaakte klavecimbelpartijen niet aan anderen; onderdelen (zoals jacks, toetsvilt of draad) kunnen worden gekocht bij gespecialiseerde leveranciers of de klavecimbelmaker maakt zijn of haar eigen onderdelen voor privégebruik.
Afval is zeer beperkt. Er wordt wat houtafval gegenereerd, maar de waarde van deze zeldzame houtsoorten zet houtbewerkers ertoe aan om ze efficiënt te gebruiken. Er is ook weinig verspilling van verf, gesso en andere afwerkingsmaterialen omdat ze met de hand worden gemengd in de benodigde hoeveelheid. De sleutel tot de productie van een prachtig muziekinstrument is om vroeg in het proces bijzonder voorzichtig te zijn, zodat kleine fouten zich niet vermenigvuldigen en problemen veroorzaken bij het voltooien van de constructie of bij het stemmen en bespelen van het instrument.
Veiligheid is een issue bij de bediening van elektrisch aangedreven gereedschappen en bij de oppervlakteafwerking van klavecimbels. Voorzichtigheid met de elektrische voeding en gereedschappen zoals elektrische zagen en schuurmachines is essentieel. Wanneer er stof vrijkomt bij het bewerken van hout, dragen ambachtslieden maskers en soms ademhalingstoestellen. Al het schilderwerk wordt gedaan in een geventileerde verfruimte.
De Toekomst
De toekomst van het klavecimbel lijkt voorlopig zeker. De ontwikkeling van de klavecimbelkit heeft geleid tot een nieuwe groep enthousiastelingen die houden van de stem van het instrument, de mogelijkheid om hun eigen vaardigheden te gebruiken bij het maken van een dergelijk project, en de kans om een groots stuk muziekgeschiedenis te bezitten. Een groot aantal mensen koopt klavecimbels van professionele bouwers uit dezelfde waardering. In de Verenigde Staten zijn ongeveer 25 professionele klavecimbelbouwers actief en in de Verenigde Staten worden jaarlijks ongeveer 100 instrumenten gemaakt voor universiteiten, orkesten, andere muziekorganisaties en particuliere spelers.
Volgens klavecimbelmaker John Phillips (een autodidactische bouwer die begon met klavecimbelkits), is de grootste potentiële bedreiging voor de toekomst van het klavecimbel het niveau van de muziekcultuur, vooral in de Verenigde Staten. Muziekonderwijs op scholen wordt bezuinigd vanwege de kosten, en het lijdt geen twijfel dat privémuzieklessen voor de meeste gezinnen duur zijn. Maar het is door muziekeducatie die al op jonge leeftijd begint dat kinderen fijne muziek gaan waarderen en minder bekende instrumenten zoals het klavecimbel ontdekken. Hoop ligt in het feit dat, eenmaal gehoord, de suggestieve klank van het klavecimbel zelden wordt vergeten.
Productieproces
- C#-tekenreeks
- Java-strings
- Java enum Strings
- Java String charAt() Methode met Voorbeeld
- Java String endsWith() Methode met voorbeeld
- Java String Replace(), ReplaceAll() en ReplaceFirst() methode
- Python String strip() Functie met VOORBEELD
- Python String count() met VOORBEELDEN
- Python String format() Leg uit met VOORBEELDEN
- Python-tekenreekslengte | len() methode Voorbeeld
- Methode Python String find() met voorbeelden