


Mangatdeksel
Achtergrond
De ondergrond van een grote stad wemelt van de ondergrondse nutsvoorzieningen:riolen, regenafvoeren, stoomtunnels en gangen van nutsvoorzieningen. Toegangswegen, mangaten genaamd, worden met regelmatige tussenpozen naar deze ondergrondse leidingen gegraven zodat onderhoudspersoneel ze kan bereiken. Mangaten zijn nodig zodat mensen de ondergrondse voorzieningen kunnen reinigen, inspecteren of repareren. Mangaten kunnen vrij ondiep zijn of zo diep als 70 verdiepingen in de derde watertoevoertunnel van New York City. Putdeksels zijn de ronde ijzeren platen die in straten en trottoirs zijn verzonken en die voorkomen dat voorbijgangers in mangaten vallen.
Putdeksels moeten een diameter van minimaal 22 inch (56 cm) hebben, maar kunnen een diameter van maximaal 60 inch (1,5 m) hebben. De gemiddelde dekking weegt tussen 250 en 300 pond (113-136 kg). Het is belangrijk dat rioolputdeksels zwaar zijn, omdat riolen methaangas kunnen produceren dat lichtgewicht deksels uit de weg kan duwen, waardoor schadelijke gassen de straat op kunnen komen.
Geschiedenis
Zodra mensen in steden begonnen te leven, werd het probleem van wat te doen met menselijk afval een probleem. De eerste steden werden gebouwd langs grote rivieren die dienst deden als open riolen. Dit was nauwelijks bevredigend vanwege de periodieke plagen die het gevolg waren van te veel menselijk afval in nauw contact met mensen. Romeinse civiel ingenieurs losten dit probleem op met de uitvinding van het ondergrondse riool. De Romeinse riolen, met de hand gegraven en bekleed met baksteen, verzamelden het afval van een stad en deponeerden het ver stroomafwaarts. De Romeinen bouwden toegangswegen tot deze riolen om periodieke reiniging mogelijk te maken. De stenen putdeksels die deze toegangswegen afdekten, zijn nog steeds te zien in de oude Romeinse stad Jerash in Jordanië.
Het zou nog een hele tijd duren voordat de moderne beschaving het niveau van de Romeinen bereikte. De bouw van het Chicago-rioolsysteem begon in 1856. New York City had in 1870 slechts 200 mijl (320 km) rioolleiding aangelegd, vergeleken met 6.200 mijl (10.000 km) vandaag. De eerste mangaten met deksels werden waarschijnlijk in het begin van de negentiende eeuw aangelegd, niet voor rioleringen maar voor water- of stadsgasleidingen. Van geen van de afdekkingen voor deze mangaten is bekend dat ze tot op heden hebben overleefd.
Grondstoffen
Putdeksels zijn gemaakt van gietijzer. Gietijzer betekent dat het ijzer wordt gesmolten en vervolgens in een mal wordt gegoten of gegoten. Typische putdeksels worden gegoten met grijs gietijzer. Nodulair gietijzer wordt vanwege zijn grotere sterkte gebruikt voor speciale putdeksels, zoals die in de buurt van vliegtuigterminals te vinden zijn. Grijs gietijzer bestaat uit het element ijzer en de legeringselementen koolstof en silicium. De legeringsmiddelen, voornamelijk koolstof, geven gietijzer zijn sterkte en duurzaamheid. Nodulair gietijzer wordt geproduceerd door mangaan toe te voegen aan het gesmolten ijzer. Het mangaan zorgt ervoor dat de koolstof in het ijzer knobbeltjes vormt in plaats van vlokken, waardoor nodulair gietijzer zijn grotere sterkte en kneedbaarheid krijgt.
Naast ijzer is de andere grondstof voor het maken van putdeksels groen zand, dat is zand dat met klei is samengebonden. Het groene zand wordt gebruikt om de vormen te maken waarin het gesmolten ijzer wordt gegoten. Het zandmengsel bestaat uit ongeveer 90% kwartszand, 4-10% klei, 2-10% organische stoffen (bijvoorbeeld steenkool) en 2-5% water. Het zand is niet groen gekleurd. Groen verwijst naar het feit dat het nat mag blijven tijdens het gietproces.
Ontwerp
Elk putdeksel, van de eenvoudigste tot de meest sierlijke, wordt eerst gemodelleerd in hout of aluminium. Het model wordt gebruikt om de mal te maken waarin het gesmolten gietijzer wordt gegoten. De ontwerpen die zijn gemaakt voor het oppervlak van de mangaten zijn net zo gevarieerd als de bekwame ambachtslieden die ze hebben gemaakt. Alle putdeksels zijn rond omdat een rond voorwerp niet in een rond gat van dezelfde diameter kan vallen. Dit is van vitaal belang omdat het gewicht van het mangat een werknemer die eronder staat gemakkelijk zou kunnen doden. Ronde putdeksels zijn ook gemakkelijker te verplaatsen op het oppervlak omdat ze kunnen worden opgerold. Er zijn rechthoekige deksels voor nutskasten, maar deze worden niet boven mangaten geïnstalleerd.
Het fabricageproces
Alle gietstukken, inclusief putdeksels, worden gemaakt in grote fabrieken die gieterijen worden genoemd. Schroot komt de gieterij binnen, wordt gesmolten en gelegeerd en verlaat het als ijzergietwerk. Gietijzer is overal. Een typisch huis in de Verenigde Staten bevat ongeveer 900 kg ijzergietwerk, meestal als pijp en hulpstukken voor buizen, maar ook in ovens en airconditioners. Het gietproces bestaat uit vijf stappen, patroon maken, malvoorbereiding, smelten/gieten en afkoelen en afwerken.
Patroon maken
- 1 Mangatpatronen zijn ofwel uit hout gesneden of uit aluminium gefreesd. Aluminium modellen worden gebruikt voor grote productieruns vanwege hun grotere duurzaamheid. Patronen zijn ontworpen om iets groter te zijn dan het afgewerkte putdeksel om krimp mogelijk te maken als de gietstukken afkoelen. Voor elk mangat zijn twee patronen nodig, één voor de bovenste helft van het deksel en de andere voor de onderste helft. De bovenste helft van het patroon is meestal voorzien van een decoratief ontwerp, hoewel het ontwerp in de moderne tijd meestal beperkt is tot een basiswafel-, mandweefsel- of concentrisch cirkelpatroon. Vóór 1950 konden de patronen van alles zijn, van vallende sterren tot skylines van steden. De onderste helft van de mal kan eenvoudig plat zijn, of kan worden ontworpen in een driedimensionaal spinnenwebpatroon om veel meer sterkte te bieden zonder het gewicht van de afdekking zodanig te verhogen dat het verplaatsen van de afdekking onpraktisch zou worden.
Vormvoorbereiding
- 2 De zandvormen worden gemaakt door de twee helften van het mangatmodel in dozen, kolven genaamd, te plaatsen, zodat de modellen de basis van de doos vormen. De bovenste kolf staat bekend als een kap, terwijl de onderste kolf bekend staat als een sleep. Groen zand wordt stevig in de kolven gepakt om de twee mallen te maken. De bovenste mal bevat gaten (bekend als risers of sprues), waarin het gesmolten ijzer wordt gegoten, en ventilatieopeningen waardoor gassen uit de mal kunnen ontsnappen. Voor een putdeksel kunnen deze stootborden en ventilatieopeningen worden gemaakt door eenvoudig een stuk hout verticaal in de kolf te plaatsen en dit te verwijderen zodra het zand in de kolf is gepakt. De stijgbuis leidt meestal niet rechtstreeks in de mal. De riser sluit aan op lopers, horizontale kanalen op de "scheidingslijn" (het vlak waar de twee helften van de mal zijn samengevoegd). Door lopers te gebruiken, kan het gesmolten metaal op meer dan één locatie in de mal worden gevoerd, wat helpt voorkomen dat er holtes ontstaan in het uiteindelijke gietstuk.
- 3 Nadat de patronen zijn verwijderd, vormen de bodems van de kolven een hol beeld van de bovenste en onderste helft van het putdeksel. De onderste en bovenste helften van de mal worden vervolgens geassembleerd in een "drag flask", een groot metalen frame.
- 4 Sommige gietstukken zijn gemaakt met zand dat is samengebonden met een chemische hars die thermohardend is, wat betekent dat het moet worden verwarmd om te worden gefixeerd. Dit proces heeft enkele voordelen doordat de vormen zeer snel kunnen worden geconstrueerd en minder arbeid vergen. Dit soort mallen is ideaal voor automatisering wanneer er grote aantallen gietstukken moeten worden gemaakt. Putdeksels worden echter meestal niet geproduceerd in de hoeveelheden die automatisering rechtvaardigen.
Smelten/gieten
- 5 Koepel-, vlamboog-, galm-, inductie- en smeltkroesovens worden vaak gebruikt om het schroot te smelten dat de meeste gieterijen gebruiken om gietijzer te produceren. De
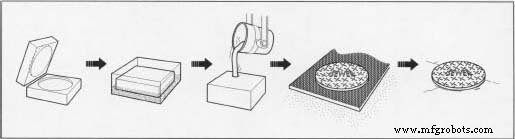 Het vervaardigen van een putdeksel met behulp van een zandvorm. schrootstaal wordt in de oven geplaatst en gesmolten bij ongeveer 2.700 ° F (1.500 ° C).
Het vervaardigen van een putdeksel met behulp van een zandvorm. schrootstaal wordt in de oven geplaatst en gesmolten bij ongeveer 2.700 ° F (1.500 ° C). - 6 Eventueel benodigde legeringsmetalen en flux worden vervolgens aan het gesmolten ijzer toegevoegd. Het doel van de flux is om zich te binden met eventuele onzuiverheden en een afvalproduct te creëren dat "slak" wordt genoemd. Omdat de slak lichter is dan ijzer, drijft het naar de bovenkant van het gesmolten ijzer en kan het worden verwijderd.
- 7 Het gesmolten ijzer wordt opgevangen in een grote metalen pollepel. Ze werken op afstand om te voorkomen dat ze worden bespat met gesmolten ijzer, en gieterijarbeiders kantelen de pollepel zodat het ijzer via de stijgbuis (of spruw) in de zandvorm stroomt. De stijgbuis is ontworpen om extra gesmolten ijzer vast te houden. Terwijl het gietstuk afkoelt en krimpt, vult het overtollige metaal zich in de mal. Omdat de temperatuur van het gesmolten ijzer veel hoger is dan de zelfontbrandingstemperatuur van de organische materialen in het groene zand, verbranden de organische materialen en verbruiken ze alle zuurstof die in de mal aanwezig is. Dit voorkomt oxidatie van het putdeksel. Gieterijarbeiders letten op de uitlaatproducten die uit de mal spuiten om ervoor te zorgen dat de gassen niet vast komen te zitten in de mal, waar ze bellen in het gietstuk kunnen veroorzaken.
Koeling
- 8 Het duurt ongeveer anderhalf uur voordat het metaal voldoende is afgekoeld zodat het uit de mal kan worden gehaald. Volledige afkoeling duurt ongeveer een dag.
- 9 In grote gieterijen wordt het afgekoelde gietstuk en de mal op een trilrooster geplaatst en geschud totdat al het zand is afgeschud. In een kleine gieterij kan hetzelfde proces worden uitgevoerd door een arbeider met een staalborstel.
- 10 Het hanteren van het gebruikte zand uit de w-mallen kan een grote hoofdpijn zijn voor het gieterijpersoneel, omdat er enorme hoeveelheden van kunnen worden gegenereerd tijdens het gietproces. Na elk gebruik wordt het zand gesorteerd in een cycloon om al het zand te verwijderen dat te fijn is om opnieuw te worden gebruikt en om alle eventueel aanwezige metaalslakken eruit te ziften.
Afwerking
- 11 Hoewel afwerking een groot deel van het gietproces kan zijn voor ingewikkelde gietstukken, vereisen putdeksels niet veel afwerking. Voor het grootste deel is het enige dat nodig is om de geleiders, poorten en stootborden te verwijderen (de kanalen waarin het gesmolten ijzer werd gegoten, worden kleine stalagmieten op de afgewerkte putdeksels), het oppervlak te stralen en vervolgens de lageroppervlakken te bewerken tot zorg ervoor dat de hoes plat in het frame ligt.
Kwaliteitscontrole
Gietijzer wordt meestal gemaakt van schroot. Omdat de grondstoffen niet worden gecontroleerd, moeten gieterijen het gesmolten metaal zorgvuldig analyseren voordat het wordt gebruikt om er zeker van te zijn dat het de juiste percentages ijzer, koolstof en legeringsmetalen bevat. Na het gieten moeten de sterkte en taaiheid van het gietijzer worden getest om er zeker van te zijn dat de putdeksels die van het ijzer zijn gemaakt, zullen presteren zoals ontworpen. De sterkte en taaiheid worden beoordeeld door staaftestmonsters te gieten van hetzelfde metaal dat is gebruikt om de putdeksels te gieten. De staven worden in een tensiometer geplaatst die aan hun uiteinden trekt totdat ze breken of langer worden dan hun elastische limiet - de elastische limiet is het punt waar de staaf naartoe kan worden getrokken en nog steeds zijn oorspronkelijke vorm terugkrijgt als de spanning wordt opgeheven. Nodulair gietijzer kan gewoonlijk tussen de 2% en 10% rek weerstaan voordat het zal breken. Grijs gietijzer is broos en zal daarom breken voordat het aanzienlijk verlengt. Ingenieurs die producten van grijs gietijzer ontwerpen, moeten er altijd rekening mee houden dat het product, omdat het bros is, bij overbelasting zonder waarschuwing zal breken. Omdat dit een ramp zou kunnen veroorzaken, hebben gietijzeren componenten meestal veel hogere veiligheidsfactoren dan nodulair gietijzeren componenten.
Bijproducten/afval
Gasvormige emissies, zoals koolmonoxide, waterstofsulfide, zwaveldioxide, lachgas en benzeen worden geproduceerd wanneer het gesmolten ijzer in contact komt met het groene zand. In het verleden werd lood vaak gebruikt als bindmiddel in sommige soorten mallen. Het storten van deze gebruikte mallen zorgde voor problemen met de vervuiling door zware metalen. Harsgebonden gietstukken produceren vluchtige organische stoffen wanneer ze worden gebakken om ze te fixeren.
Het meeste zand in groen zand kan worden hergebruikt in nieuwe gietstukken. Een bepaald percentage van het zand wordt echter te fijn tijdens het gieten en moet worden weggegooid.
De Toekomst
Het is onwaarschijnlijk dat het productieproces voor putdeksels in de toekomst veel zal veranderen. Het is ook niet waarschijnlijk dat alternatieve materialen zullen worden gebruikt om putdeksels te produceren, aangezien gietijzer uiterst economisch is. Het opwindende vooruitzicht voor putdeksels omvat computerondersteund ontwerp en computerondersteunde fabricage (CAD-CAM). Met CAD-CAM kunnen ontwerpers van putdeksels ingewikkelde patronen produceren die met automatische machines uit plastic mallen kunnen worden gesneden. Het is voor een hoogbetaalde ambachtsman niet nodig om dagen of weken te besteden aan het maken van bijzonder ingewikkelde modellen voor speciale putdeksels. Als het ontwerp klaar is, kan het model in slechts enkele minuten worden gesneden. Een gouden eeuw van het ontwerpen van putdeksels kan nabij zijn. In plaats van saaie, utilitaire cirkels, kunnen putdeksels opnieuw een vleugje kunstenaarschap toevoegen aan stadsstraten en trottoirs.
Waar meer te leren
Boeken
Baumeister, Theodore, et al. Marks' standaardhandboek voor werktuigbouwkundigen. 8e druk. McGraw Hill Book Company, 1979.
Davis, J.R., uitg. ASM Specialty Handbook, Gietijzers. ASM International, 1996.
Melnick, Mimi. Putdeksels. Cambridge:The MIT Press, 1994.
Samokhin, V.S., uitg. Ontwerphandboek van afvalwatersystemen. New York:Allerton Press, Inc., 1986.
Overige
Architectural Iron Company webpagina. 28 september 2001.
Riolen van de wereld verenigt u. 28 september 2001.
Jeff Raines
Productieproces