


Ideal Cura ABS-instellingen en profielen (voor alle printers)
ABS of acrylonitril-butadieen-styreen is een veelgebruikt polymeer vanwege zijn fysieke eigenschappen en lagere kosten. Het is ook een van de lastigste filamenten van het consumentenassortiment om mee te printen, omdat het gevoelig is voor kromtrekken en delaminatie. Het werd veel gebruikt door de eerste doe-het-zelf-printers, maar wordt nu vervangen door betere alternatieven.
Ingesloten printers hebben een grotere kans van slagen, maar met de juiste instellingen zou je op de meeste printers sommige onderdelen met ABS moeten kunnen printen. De extrusietemperatuur moet tussen 230°C en 250°C liggen en de bedtemperatuur op 100°C. Betere resultaten worden verkregen als de ventilatoren volledig zijn uitgeschakeld en het gebruik van een rand wordt aanbevolen. Een betere bedhechting wordt verkregen met PEI-platen of gecoate glasbedden.
Voor betere resultaten wordt een ander polymeer aanbevolen dat een kleine variatie is, bekend als ASA of acrylonitril-styreenacrylaat.
De problemen met ABS

Iedereen die met ABS heeft geprint, zal ten minste één van de bekende problemen met ABS zijn tegengekomen, zoals kromtrekken en delaminatie van lagen. ABS zet behoorlijk uit als het gesmolten is en als het stolt, trekt het weer samen. Dit fenomeen veroorzaakt spanningen in het afgedrukte object die de neiging hebben om het naar boven te buigen of langs de laaglijnen te barsten.
Kromtrekken en delaminatie kunnen worden opgelost met een omhulling en een goede hechting van het bed.
Er is ook het onderwerp dampen, geuren en deeltjes die vrijkomen tijdens het printen. ABS mag alleen worden geprint op geventileerde ruimtes of met beschermende filtersystemen. Misselijkheid en hoofdpijn zijn gemeld bij overmatige blootstelling aan ABS-emissies.
Hoewel het een beetje duurder is, heeft ASA minder neiging tot kromtrekken of delamineren en geeft het niet zoveel dampen en deeltjes af, terwijl de voordelen van ABS behouden blijven. Deze voordelen zorgen ervoor dat de hele 3D-printgemeenschap overgaat op ASA.
Waarom afdrukken met ABS?

De belangrijkste voordelen van ABS zijn het brede temperatuurbereik bij continu gebruik (-20ºC tot 80ºC) en de hoge slagvastheid. Omgekeerd wordt PLA bijvoorbeeld zacht bij slechts 50ºC, dus het zal de buitenomstandigheden niet goed aankunnen. PLA heeft ook de neiging om te versplinteren als glas bij impact, dus het is niet geschikt voor toepassingen waar taaiheid een vereiste is.
Er is ook de mogelijkheid van afvlakking van acetondamp, waardoor ABS (of ASA) onderdelen glad kunnen worden alsof ze door spuitgieten zijn gegoten.
Polymeren zijn zo gevoelig voor UV-stralen dat ze kunnen afbrokkelen bij langdurige blootstelling aan de zon. ASA brengt UV-bestendigheid samen met de andere voordelen van ABS.
Verfijning van Cura's parameters voor printen met ABS
Cura's standaard ABS-profiel inschakelen (gebruik het als startpunt)
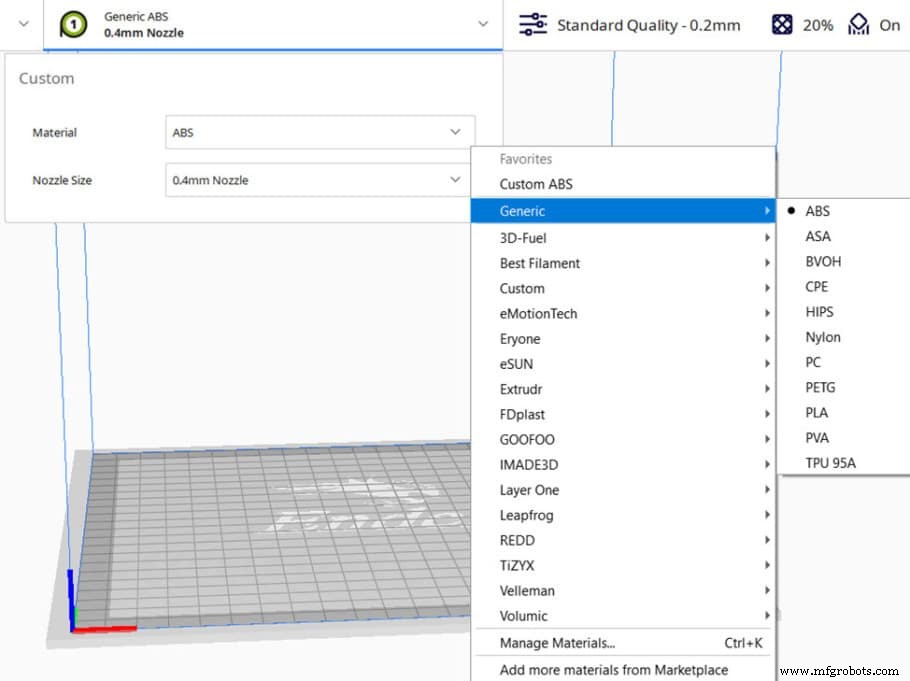
Cura heeft veel profielen voor bekende merken ingebouwd, dus het is een slim idee om ze als uitgangspunt te gebruiken en van daaruit kleine aanpassingen te doen. Als het merk niet in de lijst staat, kun je beginnen met een generiek ABS-profiel.
Laaghoogte
De hoogte van de laag heeft een grote invloed op de afdruktijd, details en sterkte. De afdruktijd neemt af met grotere laaghoogtes, maar ook detail en sterkte nemen af. Voor ABS is het beter om dunnere lagen te kiezen om delaminatie te voorkomen.
Een onderzoek toont aan dat een lagere verhouding tussen de hoogte van de laag en de grootte van de spuitmond de sterkte verhoogt omdat er minder openingen tussen de lagen achterblijven. Dus de aanbeveling zou zijn om een groter mondstuk te krijgen als je grotere lagen nodig hebt. U kunt ook een groter mondstuk nabootsen door de extrusiebreedte te wijzigen, maar het is waarschijnlijk het beste om niet verder te gaan dan 125-150% van uw werkelijke mondstukmaat. (bijv. 0,6 mm voor mondstuk van 0,4 mm.)
Voor een mondstuk van 0,4 mm (of extrusiebreedte) zou een laag van 0,2 mm de grootste aanbeveling zijn in ABS. Je kunt de krant hier bekijken
Meer informatie over dit onderwerp in dit artikel van ons.
Fijn afstemmen
Print alleen de laaghoogte een beetje en controleer de resultaten totdat u de perfecte laaghoogte voor uw specifieke project vindt.
Ideale hoogte van ABS-laag:
- Voor details: 25% van mondstukmaat of extrusiebreedte (0,1 mm voor mondstuk van 0,4 mm)
- Algemeen beste laaghoogte: 25% – 40% van mondstukmaat of extrusiebreedte (0,15 mm voor 0,4 mm mondstuk)
- Snel afdrukken/prototyping: 50% – 65% van mondstukmaat of extrusiebreedte (0,2 mm voor 0,4 mm mondstuk)
Afdruktemperatuur
Ideale ABS-afdruktemperatuur: 235 – 250 ºC
De afdruktemperatuur is vooral belangrijk bij ABS omdat het de laaghechting en detail op tegengestelde manieren verandert. Hoe hoger de printtemperatuur, hoe hoger de laaghechting, maar hoe lager het detail. Nadat de smelttemperatuur is bereikt, hebben polymeren de neiging minder viskeus te worden wanneer ze verder worden verhoogd, zodat details niet zo scherp zijn.
ABS (en ASA) printen bij verhoogde temperaturen, dus hoewel u zonder kunt wegkomen, kunt u met een volledig metalen hotend betere resultaten behalen.
Fijn afstemmen
Het afstemmen van de temperatuur kan door een temperatuurkalibratietoren te printen en de extrusietemperatuur na een vaste afstand te wijzigen. Zodra de print klaar is, kun je duidelijk zien in welk bereik je filament de beste laaghechting en details heeft.
Hier is een goede video over dit onderwerp:
Bedtemperatuur
Ideale ABS-bedtemperatuur: 100ºC+.
Bedtemperatuur is de sleutel bij het printen met ABS. Zonder een verwarmd bed is het vrijwel onmogelijk om te printen. Door ABS stevig aan het bed te laten plakken, krijgt u een succesvolle afdruk.
Een onderzoek toont aan dat een bedtemperatuur die iets hoger is dan de glasovergangstemperatuur van het filament de hechting aanzienlijk verbetert. Bekijk het hier
Polymeren hebben, in tegenstelling tot stoffen als water, een extra karakteristieke temperatuur, namelijk de glasovergangstemperatuur. Wanneer het polymeer boven die drempel wordt verwarmd, veranderen de fysieke eigenschappen van breekbaar en hard in ductiel en taai.
De temperatuur van ABS-glas is ongeveer 110ºC, dus als uw machine een dergelijke temperatuur kan bereiken, is het ten zeerste aan te raden om deze in te stellen op 110ºC of hoger. Een meer uitgesproken olifantenvoet is te verwachten, maar dat kan worden gecompenseerd op de snijmachine of het model zelf door een afschuining aan de onderkant toe te voegen.
Fijn afstemmen
De bedtemperatuur hoeft niet heel precies te worden afgesteld. Probeer gewoon boven de 100ºC te komen en verhoog het totdat je afdruk succesvol is.
Afdrukkoeling
Gebruik bij ABS geen koeling om laagscheiding en kromtrekken te voorkomen. Gedeeltelijke koelventilatoren kunnen in sommige gevallen tot 30% worden gebruikt wanneer details een belangrijk punt van zorg zijn en de omgevingstemperatuur hoog is. De beste eerste gok is om gedeeltelijke koeling helemaal uit te schakelen, behalve voor overbrugging. Houd er rekening mee dat hoewel het overbruggingsvermogen wordt verbeterd, de kans op delaminatie drastisch toeneemt.
Fijn afstemmen
Een toren kan op dezelfde manier worden geprint als de temperatuurkalibratietoren, maar alleen de koeling van het onderdeel wijzigen.
Ideale instellingen voor ABS-koeling:
- Initiële ventilatorsnelheid laag: uit
- Ventilatorsnelheid: uit
- Type bedhechting: PEI-platen of gecoat glas
- Brandbreedte: Minimaal 10 mm
Afdruksnelheid
Omdat ABS niet goed samengaat met gedeeltelijke koeling, moet de snelheid worden verlaagd om het plastic te laten stollen. Hangt af van uw printer en de grootte van het onderdeel, maar een goed startpunt is 20 – 30 mm/s voor de eerste lagen en 30 – 60 mm/s voor andere.
De perimeters moeten zo laag mogelijk worden gehouden en de vulsnelheden kunnen worden verhoogd.
Fijn afstemmen
Druk hetzelfde deel af en verander alleen de afdruksnelheid om te zien hoe dit uw instellingen beïnvloedt.
Ideale ABS-snelheidsinstellingen:
- Afdruksnelheid: 30 – 50 mm/sec
- Initiële afdruksnelheid van de laag: 20 – 30 mm/sec
- Infill-snelheid: 40 – 60 mm/sec
- Reissnelheid: 60+ mm/s afhankelijk van de printer
Intrekken
ABS kan behoorlijk draderig zijn omdat de betrokken temperaturen hoog zijn en er geen koeling wordt gebruikt, maar als de retractie correct is afgesteld en een paar andere opties zijn geactiveerd, kunt u indrukwekkende resultaten behalen.
Een besnaringstest kan helpen om de retractie af te stemmen. Gebruik om te beginnen een terugtrekafstand van 3 mm als u een extruder met directe aandrijving heeft en 6 mm als u een Bowden-opstelling heeft. Een terugtreksnelheid van 25 mm/s in beide opstellingen zou een goede eerste gok zijn. De aandeleninstellingen van Cura werken meestal goed.
Wat is kammen en welke instelling moet je gebruiken?
Kammen schakelt terugtrekking uit en past reisbewegingen aan om over de vulling te gaan om al het plastic dat eruit sijpelt te deponeren. Het kan helpen om het in te stellen op "Binnen infill"
Fijn afstemmen
Druk verschillende stringing-tests af en verander elke keer uw intreksnelheid of -afstand een beetje om deze instellingen te verfijnen.
Ideale instellingen voor het intrekken van ABS:
- Intrekafstand: 3 mm voor direct of 6 mm voor bowden
- Intreksnelheid: 25 mm/sec
- Kammen: AAN en ingesteld op “Binnen Invulling“
Bedadhesie
Zoals vermeld in het hoofdstuk over bedtemperatuur, wordt de hechting aanzienlijk verhoogd als de temperatuur boven de glasovergangstemperatuur van het filament wordt ingesteld.
Brims zijn een eenlaagse dikke rand die het contact met het bed vergroot. Het gebruik ervan kan veel helpen bij modellen die geen goede basis hebben om aan het bed te plakken. Rokken zijn hetzelfde, maar komen niet in contact met het model, het werkt alleen als priming van het mondstuk, dus het zal niet veel doen voor de hechting van de laag.
Een vlot werkt op dezelfde manier als boorden, maar is samengesteld uit ten minste twee of drie lagen die onder het hele model gaan. Het kan ook helpen om oneffenheden van het bed te compenseren.
Lijmstift, haarlak en schilderstape zijn bondgenoten bij het bestrijden van bedhechting. Als niets werkt, probeer dan een lijmstift, een speciaal samengestelde bedlijm, of breng netjes schilderstape aan en probeer het.
Ideale instellingen voor ABS-bedhechting:
- Bedtemperatuur: 100+ºC
- Type bedhechting: PEI-platen of gecoat glas
- Brandbreedte: Minimaal 10 mm
- Producten die helpen bij de hechting: Lijmstift, haarlak, schilderstape.
Heeft u een behuizing nodig om ABS te printen?
Hoewel je bij kleine modellen zonder behuizing kunt komen, zal het hebben van een behuizing zeker helpen bij het printen met ABS. Als uw printer een verwarmde kamer heeft, nog beter.
Samenvatting:Ideale Cura-instellingen/profiel voor het afdrukken van ABS
- Laaghoogte: 25% – 40% van mondstukmaat of extrusiebreedte (0,15 mm voor 0,4 mm mondstuk)
- Afdruktemperatuur: 235 – 250 ºC
- Bedtemperatuur: 100+ºC
- Type bedhechting: PEI-platen of gecoat glas
- Intrekafstand: 3 mm voor direct of 6 mm voor bowden
- Intreksnelheid: 25 mm/sec
- Afdruksnelheid: 30 – 50 mm/sec
- Reissnelheid: 60+ mm/s afhankelijk van de printer
- Initiële lagen ventilatorsnelheid: uit
- Ventilatorsnelheid rest van de afdruk: uit (behalve voor overbrugging)
3d printen
- 3D-printen met ABS-kunststof:alles wat u moet weten
- Criteria voor kleurstoffen die worden gebruikt in inkjetprinters
- Formlabs lanceert bijgewerkte 3D-verpakkingsfunctie voor alle Fuse 1-klanten
- Nieuwe materialen voor Stratasys FDM-printers
- Waarom Pantone-validatie enorm is voor Stratasys 3D-printers
- Hoe de ROI voor metalen 3D-printers te berekenen
- Markforged 3D-printers gebruiken voor BattleBots
- Koolstofvezel-ABS voor een breder scala aan FDM 3D-printers
- Ideale toepassingen voor pneumatische aandrijvingen
- De 11 beste 3D-printers voor het printen van terreinen:FDM- en harsprinters (2022)
- Beste 3D-printers voor beginners (bijgewerkt in 2022)!