


Ender 3 (Pro &V2) ABS-instellingen; Voorkom kromtrekken en meer.
ABS is een van de moeilijkste materialen om goed te leren printen op een Ender 3, Pro of V2, en dit komt vooral doordat het geen gesloten printer is.
U kunt echter nog steeds ABS afdrukken op een Ender 3 door enkele instellingen aan te passen en enkele trucs te gebruiken om de hechting van het bed te verbeteren.
Hier is de korte versie:Om ABS op een Ender 3 te printen, moet je de printtemperatuur instellen tussen 230°C en 240°C, de bedtemperatuur op 100°C, de koelventilator van het onderdeel uitschakelen en wat lijm aanbrengen kleven aan het bouwoppervlak om de hechting te verbeteren en kromtrekken te voorkomen.
Dat is natuurlijk niet alles en ik raad u aan verder te lezen om erachter te komen hoe mijn tests zijn verlopen, hoe u de hechting van het bed kunt verbeteren, hoe u een aantal problemen kunt voorkomen en meer.
Als je niet alle vallen en opstaan wilt doorlopen om de ideale instellingen te vinden voor het maken van hoogwaardige prints op je Ender 3, bekijk dan zeker onze eigen speciaal op maat gemaakte Cura-profielen voor de Ender 3-printerserie (u kunt ze allemaal krijgen voor slechts $ 7).
Aanbevolen:gebruik een behuizing

Voordat ik inga op de instellingen, moet ik vermelden dat je absoluut een behuizing moet gebruiken om ABS op een Ender 3 te printen, omdat dit de temperatuur in de printer constant houdt en kromtrekken en laagscheiding voorkomt.
Het is echter vermeldenswaard dat u niet per se een behuizing hoeft te kopen, omdat u er absoluut zelf een kunt maken, of u kunt zelfs een grote kartonnen doos over de printer plaatsen en dit zal ook prima werken.
Dit kan natuurlijk een potentieel brandgevaar zijn, daarom raad ik het niet aan, maar het werkt. Mijn aanbeveling zou zijn om voor de zekerheid een betaalbare, niet-ontvlambare Creality-behuizing te kopen.
Als u uw afdrukinstellingen al kent en direct wilt doorgaan naar de tips over hoe u de hechting van het bed kunt verbeteren om kromtrekken te voorkomen, klik dan hier.
Afdruktemperatuur
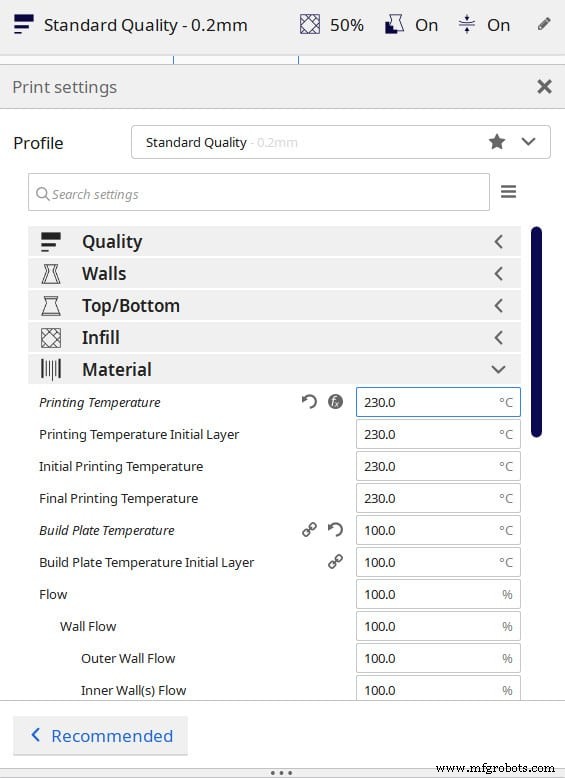
Op de Ender 3 (Pro en V2) lijkt 230 °C tot 240 °C de goede plek te zijn, niet alleen in termen van detail, maar ook qua overbruggings- en overhangkwaliteit en het voorkomen van ongewenste artefacten. Onder de 230°C gaan resulteert in een slechte laaghechting, terwijl boven de 240°C kan leiden tot een slechte overbruggingskwaliteit.
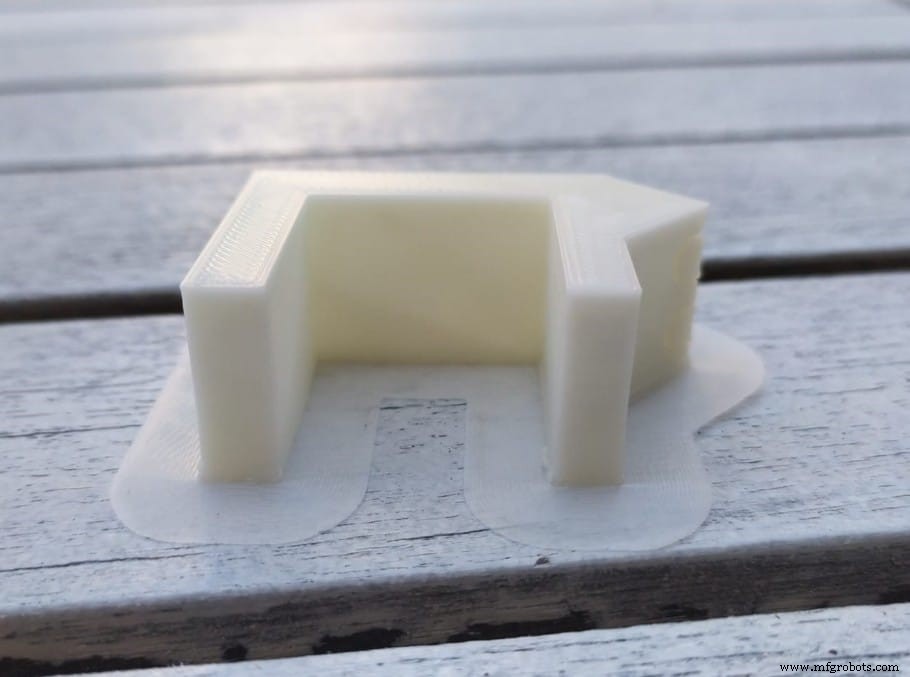
Ik heb meerdere temperatuurtorens geprint, sommige groter en sommige kleiner omdat ik tegelijkertijd de hechting van het bed wilde testen, en ik heb ook een eenvoudige kabelgeleider afgedrukt die ik heb ontworpen en die aan mijn bureau kan worden bevestigd.
Zoals ik net al zei, lijkt de beste temperatuur tussen 230°C en 240°C te zijn voor de Ender 3, vooral als er overbruggen en overhangen zijn. Wat de kabelgeleiders betreft, merkte ik geen kwaliteitsverschil tussen de verschillende temperaturen, omdat het eenvoudige ontwerpen waren.
Echter, en dit gaat terug naar het punt dat ik een behuizing nodig had, aangezien ik er geen heb gebruikt voor deze tests omdat ik aanneem dat de meesten van jullie er geen hebben, de kabelgeleiders barsten altijd op dezelfde plek (de 230°C had een grotere scheur dan die van 240°C), wat aantoont hoe belangrijk een behuizing is om een hoge en constante temperatuur rond het object te behouden.
Opmerking :Als je meer wilt weten over het belang van behuizingen en waarom je er een nodig hebt, lees dan dit artikel.
Nu is het vermeldenswaard dat ABS bij veel hogere temperaturen kan worden afgedrukt, maar de reden dat ik stopte bij 240 ° C is vanwege de PTFE-buis die niet in staat is om temperaturen boven 245 ° C aan te kunnen en beschadigd zal raken en een aantal zeer giftige dampen. Ga dus niet warmer dan 245°C, tenzij u de PTFE-slang vervangt of andere wijzigingen aan de printer aanbrengt.
- Ideale Ender 3 ABS-afdruktemperatuur: 230°C tot 240°C.
Ideale bedtemperatuur
Als er één ding is dat je goed moet doen met ABS, dan is het de hechting van het bed, en het op de juiste temperatuur instellen van het bed is absoluut cruciaal (ook met een rand, maar hierover later meer).
Er is een onderzoek uitgevoerd naar de invloed van de bedtemperatuur op de hechting, en de conclusie is; "Deze studie toont een significante toename van de adhesiekrachten bij het printen van onderdelen bij een bedtemperatuur die iets boven de glasovergangstemperatuur van het printmateriaal ligt".
Als u problemen heeft met de hechting van het bed, moet u de bedtemperatuur iets verhogen tot boven de glasovergangstemperatuur van het filament (60°C voor PLA, 100°C voor ABS en 80°C voor PETG).
Voor de Ender 3 (Pro en V2) is de ideale bedtemperatuur bij het printen van ABS 100°C tot 110°C (voor een betere hechting). In sommige gevallen kan het gebruik van een lijmstift nodig zijn om te voorkomen dat de print losraakt van de bouwplaat.
Nu heb je zonder behuizing altijd te maken met kromtrekken, omdat ABS een beetje te veel samentrekt, en in sommige gevallen kan de print volledig loskomen van de bouwplaat, zelfs als je de bedtemperatuur instelt op 110°C (nogmaals, meer over het voorkomen van kromtrekken later in de post).
- Ideale Ender 3 ABS-bedtemperatuur: 100°C tot 110°C.
Gedeeltelijke koeling
Omdat ABS tijdens het afkoelen meer samentrekt dan andere kunststoffen, heeft de print een grotere kans op kromtrekken, omdat de bovenste lagen die niet door het bed worden verwarmd afkoelen en een trekkracht uitoefenen op de onderste lagen, waardoor de print kan gaan schering of lagen om te scheiden (minder gebruikelijk).
Daarom wil je misschien de koeling tot een minimum beperken of uitschakelen, niet alleen voor de eerste paar lagen, maar altijd.
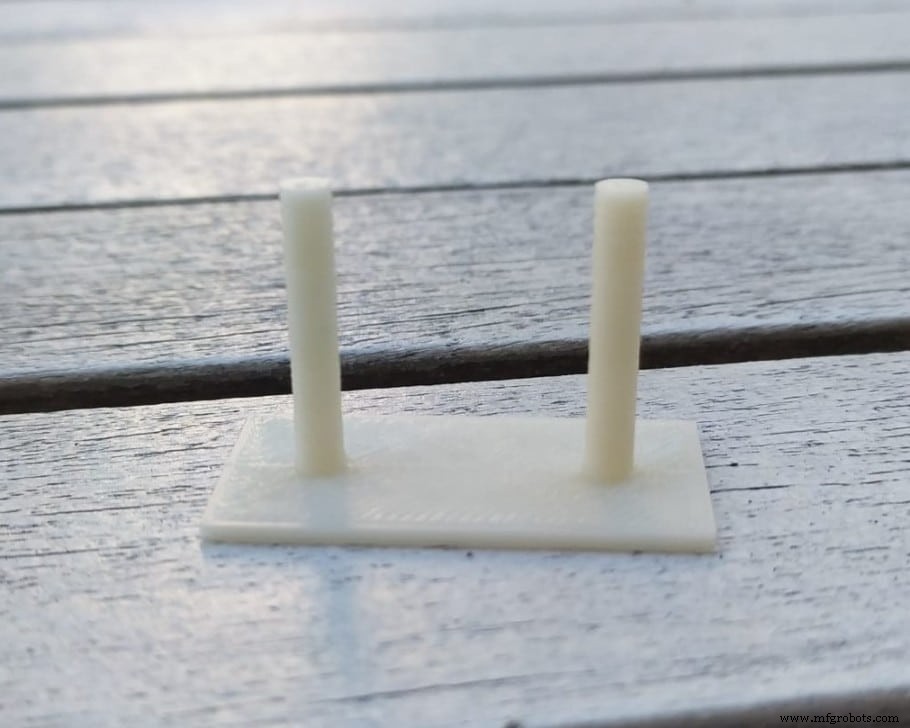
Tijdens mijn tests ontdekte ik dat het geweldige resultaten opleverde door de ventilator de eerste paar lagen uit te houden en vervolgens op 30% snelheid te laten draaien.
Overbrugging kan echter een probleem zijn met ABS, omdat het plastic zo snel mogelijk moet worden afgekoeld om te werken, wat betekent dat hoe hoger de ventilatorsnelheid, hoe beter de bruggen uitkomen.
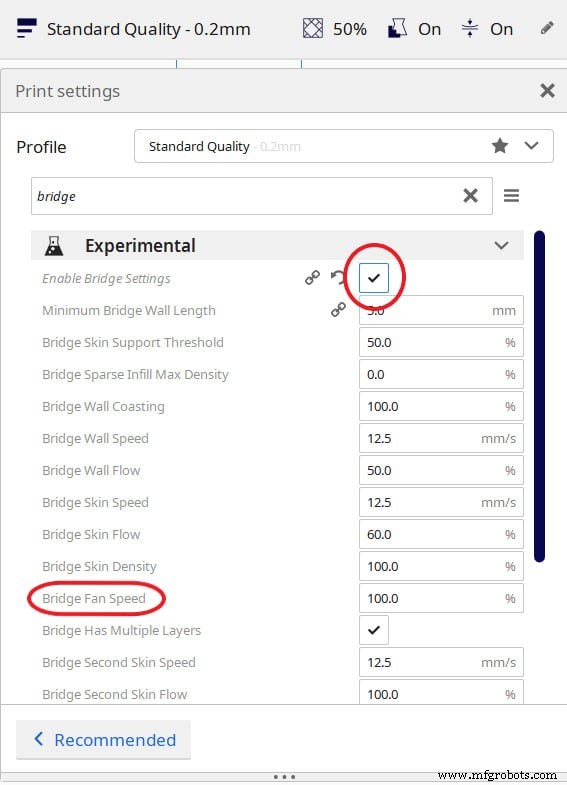
Gelukkig is er een experimentele instelling in Cura genaamd "Enable Print Cooling" waar je de "Bridge fan speed" kunt aanpassen, waarmee je de print cooling fan alleen op 100% kunt instellen bij het printen van bridges (om het instellingstype "bridge" te vinden in de zoekbalk voor instellingen, vink het vakje "Afdrukkoeling inschakelen" aan en scrol omlaag naar "Bridge fan speed" om dit aan te passen).
Ideale Ender 3 ABS-koelingsinstellingen:
- Waaier helemaal uit voor de eerste lagen.
- Ventilator met 30% of korting op de rest van de print.
- Ventilator op 100% voor bruggen.
Intrekkingsinstellingen
Ik heb een intrekkings-/snaartest uitgevoerd en kreeg absoluut perfecte resultaten met dezelfde instellingen die ik gebruik voor PLA, wat ook de standaardinstellingen zijn in Cura, die als volgt zijn:
- Kammodus:AAN en ingesteld op "Binnen Infill" (standaard is "niet in Skin", beide werken).
- Intrekafstand:6,5 mm
- Intreksnelheid:25 mm/s
- Maximum aantal intrekkingen:100
- Minimum venster voor extrusieafstand:10 mm
Met deze instellingen kwam mijn stringtekst extreem schoon uit zonder zichtbare strings ergens.
Snelheidsinstellingen
Net als bij PLA is printen met snelheden tussen 40 mm/s en 60 mm/s ideaal voor ABS op de Ender 3 en zal resulteren in fantastisch uitziende prints zonder veel artefacten, ghosting &ringing. De beste afweging tussen snelheid en kwaliteit is 50 mm/s.
Hoewel je misschien geweldige resultaten krijgt bij 50 mm/s en 60 mm/s, kunnen er momenten zijn waarop je het misschien wilt waarderen tot 35 of 40 mm/s, afhankelijk van de complexiteit van het model en het detailniveau, aangezien je ' Ik wil zo veel mogelijk rinkelen en ghosting vermijden.
- Ideale Ender 3 ABS Snelheidsinstellingen: Tussen 40 mm/s en 60 mm/s.
Als je niet alle vallen en opstaan wilt doorlopen om de ideale instellingen te vinden voor het maken van hoogwaardige prints op je Ender 3, bekijk dan zeker onze eigen speciaal op maat gemaakte Cura-profielen voor de Ender 3-printerserie (u kunt ze allemaal krijgen voor slechts $ 7).
ABS-problemen op de Ender 3 oplossen
Zoals ik eerder al zei, trekt ABS veel meer samen dan andere thermoplasten bij het afkoelen en dit zorgt ervoor dat het kromtrekt en soms zelfs barst langs de laaglijnen.
Dit betekent dat er meer rekening moet worden gehouden met de koeling van de print dan bij het gebruik van andere gemakkelijker te printen filamenten, zoals PLA of PETG. problemen, zoals kromtrekken, slechte hechting van het bed (aangezien dit ook wordt veroorzaakt door kromtrekken), delaminatie/scheuren van de laag, enz.
Als u er echter geen wilt hebben en met een Stock Ender 3 gaat afdrukken, volgen hier enkele tips om uw kansen op succes te vergroten:
Houd de printer uit de buurt van tocht
Koude tocht koelt de print sneller af dan nodig is en het koelt hem ook onregelmatig af. Dit betekent dat het plastic aan de ene kant meer samentrekt dan aan de andere kant, waardoor de print kromtrekt en misschien ook barst.
Als je print zonder behuizing, plaats de printer dan in een zo warm mogelijke ruimte en sluit alle ramen/deuren om tocht te voorkomen.
Opmerking :ABS stoot giftige dampen uit en u mag zich niet in dezelfde ruimte bevinden als de printer terwijl deze aan staat.
Afdrukken met een rand
Aangezien de hechting van het bed een ernstig probleem kan zijn met ABS, moet u alle instellingen van de snijmachine gebruiken om het te verbeteren, en het gebruik van een rand is waarschijnlijk de beste manier om hiermee om te gaan.
Een rand is in wezen een rok die contact maakt met de print en die vooral helpt bij bedadhesie en kromtrekken, dus print ABS altijd met een rand.
Gebruik lijmstift voor betere hechting
Ik slaagde erin te voorkomen dat mijn print losraakte van het bed en zelfs niet krom trok door een kleine hoeveelheid lijmstift op het printoppervlak aan te brengen.
Lijmstift verbetert de hechting drastisch en helpt ook bij het verwijderen van de print zodra het bed is afgekoeld.
Het is vermeldenswaard dat het bijna onmogelijk is om de print te verwijderen terwijl het bed nog heet is, vanwege de sterke binding met de lijm, dus laat het eerst afkoelen tot kamertemperatuur en verwijder het dan.
Het gebruik van Glue Stick was zonder twijfel wat me de beste resultaten opleverde tijdens het printen van ABS voor zover het de hechting van het bed betreft, en hoewel er een lichte kromming aan de gang was, was het nauwelijks merkbaar.
Gebruik schilderstape
Het plakken van wat schilderstape op het bouwoppervlak helpt ook veel bij de hechting van het bed. Zorg ervoor dat u de stroken van de tape zo netjes mogelijk aanbrengt en dat er geen openingen tussen de tapes blijven.
Wat de hechting betreft, hecht ABS heel goed aan de tape en veroorzaakt het minder rommel in vergelijking met de lijmstift en het verwijderen is ook veel gemakkelijker.
De lijmstift presteerde echter iets beter, daarom raad ik aan om hem over de tape te gebruiken.
Print Cracking (lagen scheiden)
Hoewel de enige echte manier om dit op te lossen is door te printen met een behuizing, hoe sterker de binding tussen de lagen, hoe kleiner het risico op delaminatie, en dit betekent dat het gebruik van een grotere spuitmond ervoor kan zorgen dat de print niet barst, omdat het een veel groter contact geeft oppervlakte tussen de lagen, waardoor de hechtsterkte tussen de lagen aanzienlijk wordt vergroot.
Koude omgevingen en tocht vergroten het risico op gebarsten afdrukken, dus zorg ervoor dat u de printer in een afgesloten ruimte met een zo hoog mogelijke omgevingstemperatuur plaatst.
Conclusie
De grootste vijand van ABS is meestal snelle en ongelijkmatige koeling, omdat hierdoor de print kan kromtrekken, losraken van het bed en zelfs barsten.
Printen met een behuizing lost al deze problemen op en printen met ABS is een fluitje van een cent, maar als je geen behuizing hebt, kun je wat lijmstift of schilderstape op het bouwoppervlak aanbrengen voor een betere hechting, en de printer in een afgesloten ruimte uit de buurt van koude tocht.
Het verhogen van de bedtemperatuur tot net iets boven de glasovergangstemperatuur van ABS (100°C) zal ook helpen bij de hechting van het bed, dus speel wat met de bedtemperatuur. Ik kreeg de beste resultaten, zonder lijmstift te gebruiken, bij 110°C.
Het verschil tussen 100°C en 110°C zonder lijmstift was behoorlijk merkbaar, maar daarmee niet zo veel. Daarom raad ik aan om het bed op 100°C te houden en er wat lijmstift op aan te brengen, aangezien dit verreweg de beste hechting is die ik heb kunnen krijgen.
Denk er ten slotte aan om de koelventilator lager of helemaal uit te zetten om betere resultaten te krijgen. Vergeet niet om de instelling in te schakelen die de ventilator inschakelt tijdens het printen van bridges, anders zien ze er niet goed uit.
Bekijk onze sectie met aanbevolen producten

We hebben een sectie met aanbevolen producten gemaakt waarmee u het giswerk kunt verwijderen en de tijd kunt verminderen die u besteedt aan het onderzoeken van welke printer, filament of upgrades u moet krijgen, omdat we weten dat dit een zeer ontmoedigende taak kan zijn en over het algemeen tot veel verwarring leidt .
We hebben slechts een handvol 3D-printers geselecteerd die we goed vinden voor zowel beginners als gevorderden, en zelfs experts, waardoor de beslissing gemakkelijker wordt, en de filamenten, evenals de vermelde upgrades, zijn allemaal door ons getest en zorgvuldig geselecteerd , zodat u weet dat welke u ook kiest, zal werken zoals bedoeld.
3d printen
- Het mondstuk op een Ender 3 (Pro &V2) vervangen!
- Is ABS recyclebaar en ook biologisch afbreekbaar?
- Ender 3 Z-offset; Hoe het aan te passen!
- Ender 3 X Axis Sagging; Hoe op te lossen!
- Is PLA hittebestendig? ABS, ASA, PETG en meer!
- Ender 3 Pro Review:is het de moeite waard om in 2022 te komen?
- Ender 3 Bed Nivelleerproblemen; Hoe u ze kunt oplossen!
- Ender 3:Hoe het bed waterpas te zetten en waterpas te houden!
- Ender 3 (Pro &V2)-upgrades; Afdrukbaar en te koop!
- Ideal Ender 3 (Pro en V2) PETG-instellingen!
- 3D-printsnelheid en temperatuur:beste instellingen