


Over extrusie (krullen) op hoeken:hoe dit eenvoudig te repareren!
Zowel beginnende als ervaren 3D-printenthousiastelingen hebben regelmatig te maken met printproblemen om uiteindelijk lonende en mooie prints te maken. Het belangrijkste verschil tussen beide typen gebruikers is dat ervaren gebruikers doorgaans naar een afdruk kunnen kijken en snel problemen kunnen oplossen en kunnen bepalen wat er mis is gegaan en wat er moet worden gewijzigd om het op te lossen. Zoals we in dit artikel zullen ontdekken, is het kennen van de oorzaak van een probleem de moeilijkste en belangrijkste stap.
Laten we meteen aan de slag gaan en ontdekken hoe we over extrusie (curling) op de hoeken kunnen oplossen!
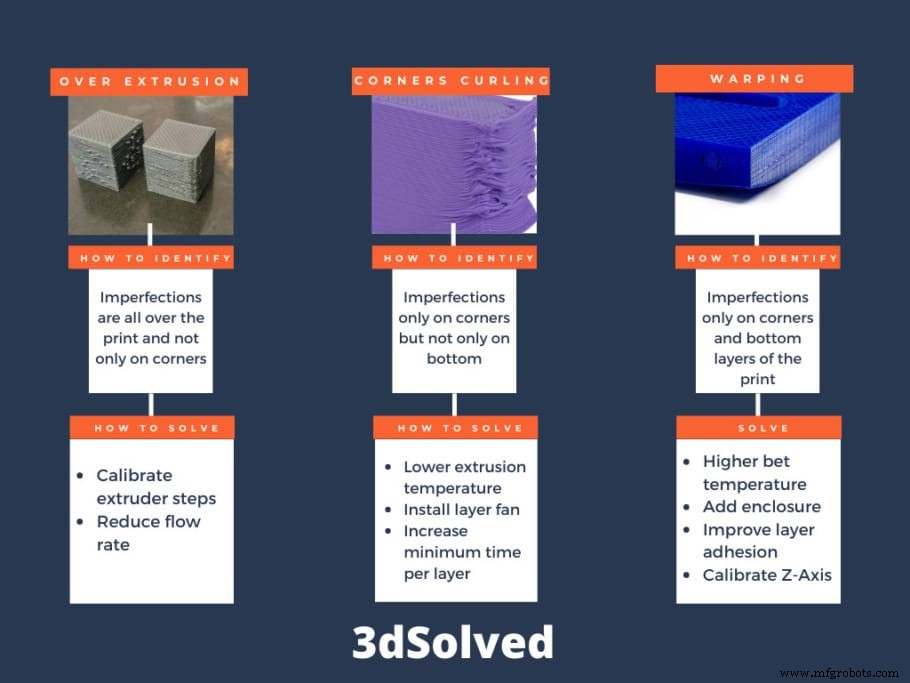
Om overextrusie of krullen op de hoeken te fixeren, wordt aanbevolen om de extrusietemperatuur te verlagen, de laagventilator op zijn maximale capaciteit in te schakelen en de minimale tijd per laag te verhogen tot ongeveer 15 seconden, waardoor de bewegingssnelheid wordt verminderd op kleinere lagen. Krullen op de hoeken wordt vaak verward met overextrusie, maar in tegenstelling tot dat probleem doet het probleem zich alleen voor op de hoeken van het object en niet op de gehele buitenste schil.
Door beide problemen te onderscheiden, is het mogelijk om het probleem te isoleren en te bepalen dat de oorzaak van het krullen op de hoeken niet wordt veroorzaakt door overextrusie, maar door langzame afkoeling van het afgezette thermoplast.
Vanwege de aard van dit probleem is het heel gemakkelijk om de oorzaak van het probleem verkeerd te bepalen. Dit is waarom ik zal proberen je te helpen krullen op de hoeken te onderscheiden van algemeen over extrusie, en ook van kromtrekken op de eerste paar lagen. Laten we beginnen!
Alleen krullen op hoeken versus overal extrusie
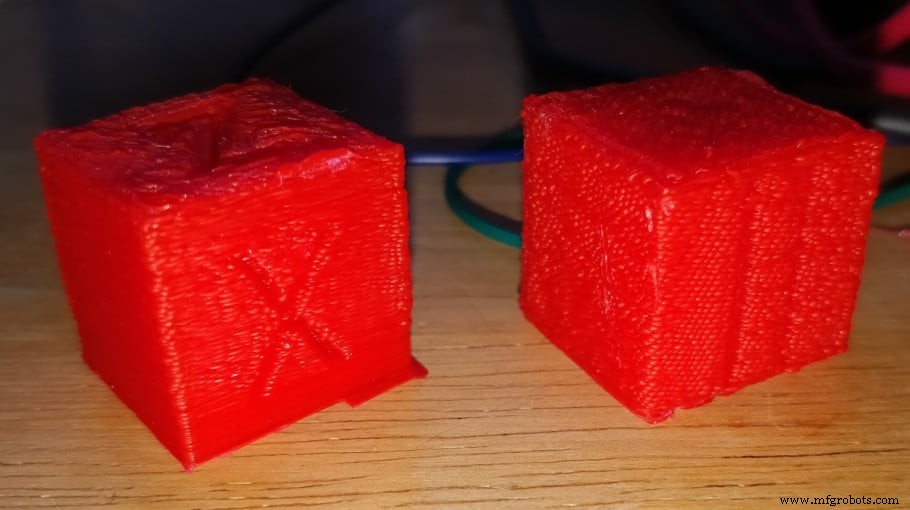
Het probleem van het krullen in de hoeken wordt vaak geassocieerd met overextrusie, hoewel dit niet altijd de oorzaak is. Veel mensen proberen dit op te lossen door de stroomparameters aan te passen, waardoor de printer minder materiaal hoeft te extruderen, maar hoewel dit soms kan helpen, wordt het krullen niet volledig geëlimineerd.
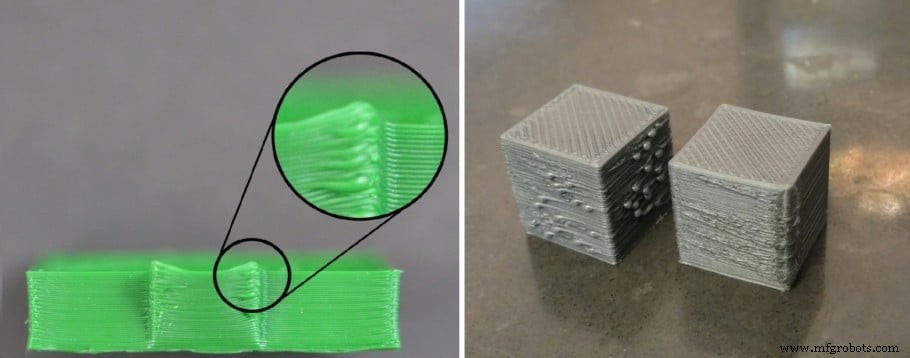
Een manier om te onderscheiden in welke gevallen de krulling wordt geproduceerd door overextrusie, is door de grootte en vorm van de verticale wanden van het object te verifiëren. Wanneer de extruder meer materiaal levert dan nodig is, kan dit defect door het hele onderdeel worden waargenomen, niet alleen in de hoeken.
Nu we weten hoe we beide problemen kunnen onderscheiden, laten we ons concentreren op curling. Het grootste verschil is dat overextrusie optreedt door het hele stuk, terwijl curling optreedt in gebieden waar het object meer materiaal nodig heeft, zoals een scherpe hoek.
Curling bestaat uit het optillen van de laatste bedrukte laag, wat op bepaalde scherpe plekken optreedt. Het gebeurt omdat het materiaal samentrekt als het afkoelt, en de gebieden met meer materiaal de hoeken naar binnen slepen, waardoor ze omhoog komen.
Het probleem neemt bij elke laag geleidelijk toe wanneer de extruder weer door het verhoogde gebied gaat, aangezien het contact van de hotend met de gebogen hoek ongewenste vervormingen in de omtrek van het onderdeel veroorzaakt.
Het ergste van alles is dat als het plastic krulde en afkoelde voor de volgende laag, het mondstuk die hoek zou kunnen raken en het hele onderdeel zou kunnen losmaken. Ook kan de stappenmotor stappen verliezen en de volgende lagen van de afdruk verplaatsen. Er is geen manier om dit probleem op te lossen, aangezien 3D-printers geen gesloten regelsysteem hebben.
Curling op hoeken versus kromtrekken
Het is gemakkelijk om curling te verwarren met kromtrekken, en hoewel ze punten gemeen hebben, zijn de oorzaken en manieren om ze op te lossen verschillend.
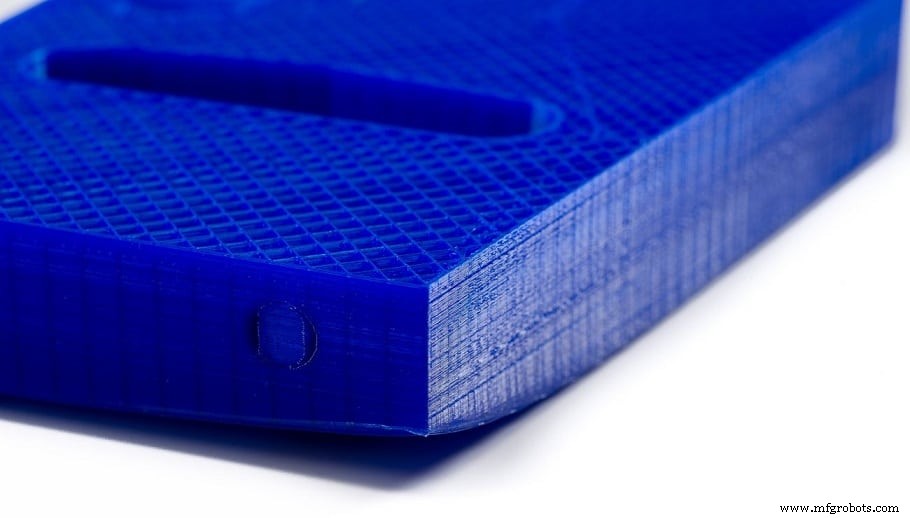
Kromtrekken treedt alleen op aan de basis van het onderdeel, omdat het een probleem is van hechting aan het verwarmde bed. Het is vergelijkbaar met curling, omdat beide in hoeken voorkomen, en hoe scherper ze zijn, hoe meer dit defect opvalt.
De kans dat het onderdeel van het bed komt, is veel groter wanneer kromtrekken optreedt en een van de hoeken van het object begint op te tillen. De oplossing voor kromtrekken is vrij eenvoudig:verhoog de temperatuur van het verwarmde bed of sluit uw 3D-printer af. Koude luchtstromen zijn ook erg schadelijk en leiden tot problemen met kromtrekken.
Curling daarentegen komt ook voor in de bovenste lagen, dus de temperatuur van het verwarmde bed heeft weinig of geen invloed op dit probleem. Om het probleem op te lossen, moet u andere dingen overwegen, zoals het verlagen van de temperatuur van de nozzles, het installeren van een laagventilator of het verlagen van de afdruksnelheid.
Hoe krul je op hoeken te repareren
We zouden kunnen zeggen dat curling voornamelijk wordt veroorzaakt door te hoge extrusietemperaturen van het filament. Doordat het materiaal zeer heet uit het mondstuk komt, blijft het langer slap. Deze buitensporige tijd, gecombineerd met de krimp van het materiaal, zorgt ervoor dat de hoeken omhoog komen.
Om deze reden zullen we ons concentreren op de temperatuurparameters van de hotend om deze definitief op te lossen. Om curling te voorkomen, gaan we de volgende parameters wijzigen in onze slicer-software:
Temperatuur mondstuk
Vaak, wanneer we problemen hebben met papierstoringen of onderextrusie, raden sommige mensen aan om de afdruktemperatuur te verhogen. Deze actie verbetert soms onze afdrukken, maar lost het oorspronkelijke probleem niet op. Hoewel het filament beter vloeit, kan de extruder een ander probleem hebben en we verbergen het probleem alleen onder een kleed door de temperatuur te verhogen.
Op de lange termijn gaat het te veel verhogen van de printtemperatuur gepaard met andere gebreken, zoals het krullen of verbranden van de binnenste PTFE-buis. Om dit te voorkomen, zullen we proberen de laagst mogelijke temperatuur te gebruiken, en zo het materiaal minder tijd te geven om te krimpen. Deze test helpt ons bij het bepalen van de optimale temperatuur van onze printer voor een specifiek filamenttype.
Een andere manier om te weten of je een te hoge temperatuur instelt bij het printen met PLA, is door te letten op de helderheid van je prints. Het object wordt helderder naarmate de temperatuur hoger is. Verminder het als het stuk er te glanzend uitziet.
Koeling
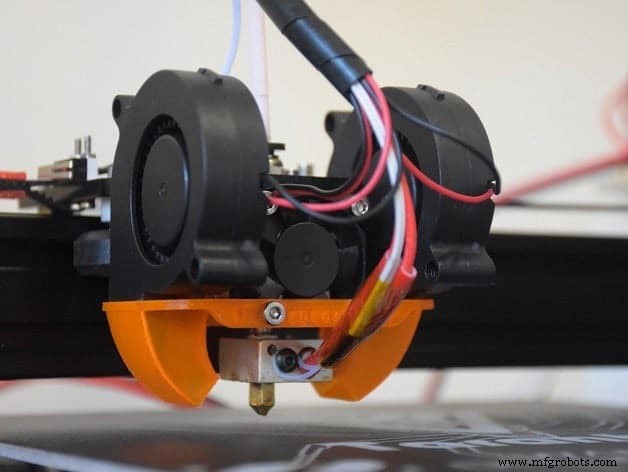
Als er geen laagventilator op uw printer is geïnstalleerd, is het tijd om er een te installeren. Deze ventilator verkort de afkoeltijden van het materiaal aanzienlijk, waardoor hoeken niet de tijd krijgen om omhoog te buigen. Je moet alleen oppassen dat je het niet activeert tijdens de eerste lagen, omdat dit kan leiden tot kromtrekken.
Deze ventilatoren kunnen tijdens het printen hun snelheid wijzigen, aangezien ze worden aangestuurd door PWM (puls met modulatie). Met deze functie kun je ze aanzetten wanneer je maar wilt, en met een precieze snelheid.
Een van de dingen om in gedachten te houden bij het gebruik van een laagventilator is de oriëntatie. Het kan verkeerd zijn geplaatst, waardoor de spuitmond zou afkoelen, waardoor temperatuurfouten en afdrukstops zouden ontstaan.
Het kan ook voorkomen dat door de oriëntatie van het object de laagventilator slechts één zijde van het object afkoelt. U kunt zien of dit het geval is wanneer de krulling altijd plaatsvindt aan de andere kant van de laagwaaier. Er zijn radiale kanalen die de lucht gelijkmatig in alle richtingen blazen. Als u een GeeTech i3 Pro B bezit, moet u deze Air Duct zeker printen en installeren. Hier is er nog een die compatibel is met de Tevo Tarantula
Afdruksnelheid
In sommige kleine stukjes kan een nieuwe laag worden afgedrukt op een laag die nog heet is, zodat deze nooit volledig stolt. Om dit te voorkomen, hebben slicers een optie om de minimale tijd te bepalen die nodig is om elke laag te produceren. Hierdoor wordt de printsnelheid verlaagd tijdens kleinere lagen. Een typische waarde is ongeveer 15 seconden per laag.
Als u nog steeds problemen heeft met krullen, verlaagt u de afdruksnelheid met 10 mm/s totdat u betere resultaten krijgt.
Hoe te repareren over extrusie
Als de wanden er “uitgespoten” uitzien, alsof het materiaal uit het object valt, dan zul je hoogstwaarschijnlijk de extrusieparameters correct moeten instellen.
Deze configuratie omvat voornamelijk het kalibreren van de extruderstappen, zodat de exacte hoeveelheid benodigde materiaal wordt geleverd. De procedure is heel eenvoudig en er zijn verschillende tutorials op internet over hoe u dit moet doen.
Een eenvoudige test die u kunt doen, bestaat uit het tekenen van markeringen langs het filament voordat het wordt geëxtrudeerd. De hotend wordt vervolgens verwarmd en de 3D-printer krijgt de opdracht om 10 cm materiaal te extruderen. Als de stappen correct zijn, moet de volgende markering op het filament precies bij de ingang van de extruder worden geplaatst (op hetzelfde punt waar de vorige markering zich bevond).
Als dit merkteken in de extruder terechtkomt, betekent dit dat de drukker denkt 10 cm te extruderen, maar in werkelijkheid meer materiaal extrudeert (overextrusie). Wanneer dit gebeurt, zal het overtollige materiaal dat wordt afgezet tegen de vorige laag pletten en naar de zijkanten van de buitenste schil van het object druppelen, waardoor een lelijke afwerking ontstaat.
Een andere parameter om te controleren, na het kalibreren van de extruderstappen, is het debiet. Hierdoor kunt u het geleverde volume filament vermenigvuldigen of verkleinen. Het is een directere manier om de door de extruder geleverde stroom te regelen, afhankelijk van de verschillende dichtheden van elk materiaal. In tegenstelling tot stapkalibratie is deze parameter variabel. Het is niet hetzelfde om ABS, PLA of TPU in je printer te gebruiken, dus het is aan te raden om het debiet te variëren naargelang het gebruikte materiaal. U kunt deze test gebruiken om het debiet snel aan te passen.
Het bevat instructies voor het uitvoeren van de test met een schuifmaat of micrometer. Zorg ervoor dat u ze leest voordat u met de test begint.
Hebben deze problemen evenveel invloed op alle filamenttypes?
Alle materialen die bij 3D-printen worden gebruikt, hebben een eigenschap gemeen:ze zetten uit bij verwarming en krimpen in bij afkoeling. Dus technisch gezien kan elk filament problemen geven met kromtrekken of krullen. Het verschil is dat niet alle materialen even snel of even snel uitzetten en krimpen.
PLA is tegenwoordig het meest gebruikte materiaal omdat het niet alleen goedkoop is, maar ook een van de laagste is, waardoor het gemakkelijker is om in bredere omstandigheden te printen dan de meeste filamenten. PETG heeft ook een lage krimpverhouding, maar het heeft een verwarmd bed nodig om te worden bedrukt.
Andere kunststoffen (zoals nylon of ABS) krimpen erg, dus het gebruik van een gesloten printer is praktisch verplicht als je acceptabele resultaten wilt krijgen.
Waarom heeft ABS een verwarmd bed nodig?
ABS is een thermoplast die zeker veel krimpt als het afkoelt. Zonder de aanwezigheid van een verwarmd bed om de eerste lagen warm te houden op 90 °C, zal het temperatuurverschil langs het stuk leiden tot een samentrekking die de hoeken van het stuk optilt.
ABS kromtrekken komt veel voor en is moeilijk te elimineren. U kunt het risico minimaliseren door uw bed op de juiste manier waterpas te zetten en uw printer in te sluiten. Bovendien, wanneer ABS krult en afkoelt, wordt het harder dan PLA, waardoor het risico groter wordt dat de hele print verloren gaat als het mondstuk het object raakt.
Houd er rekening mee dat, tenzij er een technisch aspect is dat vereist dat de afdruk in ABS wordt geproduceerd, de meeste van uw problemen automatisch kunnen verdwijnen door over te schakelen naar PLA!
Bekijk onze sectie met aanbevolen producten

We hebben een sectie met aanbevolen producten gemaakt waarmee u het giswerk kunt verwijderen en de tijd kunt verminderen die u besteedt aan het onderzoeken van welke printer, filament of upgrades u moet krijgen, omdat we weten dat dit een zeer ontmoedigende taak kan zijn en over het algemeen tot veel verwarring leidt .
We hebben slechts een handvol 3D-printers geselecteerd die we goed vinden voor zowel beginners als gevorderden, en zelfs experts, waardoor de beslissing gemakkelijker wordt, en de filamenten, evenals de vermelde upgrades, zijn allemaal door ons getest en zorgvuldig geselecteerd , zodat u weet dat welke u ook kiest, zal werken zoals bedoeld.
3d printen
- De meest voorkomende knelpunten in de 3D-printworkflow - en hoe u ze kunt oplossen
- Hoe tekenreeks gemakkelijk naar geheel getal in JAVA te converteren
- Hoekbetrokkenheid:hoeken bewerken
- Ender 3 Bed Nivelleerproblemen; Hoe u ze kunt oplossen!
- Hoe repareer ik een gaslek in mijn auto?
- Hoe kan ik een langzaam lek in mijn autoband verhelpen?
- Hoe de deurklink van uw auto te repareren?
- Hoe kan ik een kapotte autosleutel repareren?
- Hoe diepe krassen op een carrosserie te repareren?
- Lekken opsporen en verhelpen
- Een lekkende hydraulische cilinder repareren