


Hoe vaak moet u uw 3D-printerbed waterpas stellen?
Wanneer u aan de slag gaat met 3D-printen, wordt u overweldigd door het aantal parameters dat uw Slicer te bieden heeft. Sommige zijn natuurlijk belangrijker dan andere. Er is geen manier om te weten hoe u de extrudertemperatuur, bewegingssnelheid, temperatuur van het verwarmde bed, tussen tientallen instellingen, nauwkeurig kunt afstemmen.
Nadat u uw instellingen hebt genageld, zult u misschien verbaasd zijn dat de uitvoerkwaliteit van uw afdrukken bij volgende afdrukken begint te verslechteren, zelfs wanneer u hetzelfde model afdrukt. Dit kan verschillende oorzaken hebben, maar een niet-waterpas bed onderscheidt zich als een waarschijnlijk probleem dat ook gemakkelijk te verhelpen is.Hoe vaak moet u uw 3D-printer waterpas stellen ?
Je kunt het bed elke 5-10 afdrukken waterpas stellen, afhankelijk van hoe stabiel het bed is en hoe voorzichtig je bent bij het verwijderen van de voltooide afdrukken van het oppervlak. Om aan de veilige kant te blijven, is het raadzaam om het bed waterpas te stellen voor een grote afdruk (15 uur of langer) om ervoor te zorgen dat deze halverwege de afdruk niet bezwijkt. Bovendien is het raadzaam om het bed opnieuw waterpas te stellen telkens wanneer u de temperatuur van het bed of de spuitmond verandert .
Wat is het belang van het waterpas zetten van een bed?
Een waterpas printbed is essentieel voor succesvol printen. Het bedoppervlak moet worden genivelleerd en een consistente Z-asafstand tot het mondstuk hebben om een consistente afdrukkwaliteit te garanderen. Zo niet, dan is een printfout een zekerheid.
Ongeacht welk filament u gebruikt, uw afdruk wordt beïnvloed door het feit of uw bed waterpas is of niet. De andere twee factoren die een belangrijke rol spelen bij het printsucces zijn de eerste laagdikte en Z-offset.
De afstand tussen het filament-extrusiemondstuk en het printbed moet consistent zijn voor een goede laaghechting. Gelukkig hebben alle moderne 3D-printers een soort nivelleringsroutine en sommige hebben zelfs een functie voor automatisch nivelleren.
Printers met bedniveausensoren hoeven alleen hun Z-diepte opnieuw te kalibreren. De sensoren meten het bedniveau en voeren correcties uit vóór elke afdruk. Het hebben van deze sensoren maakt het ook mogelijk om ongelijke printbedden te corrigeren, omdat je een niveaugaas kunt maken dat de eerste laag aanpast door het mondstuk omhoog en omlaag te brengen.
Tekens dat u het printbed waterpas moet maken
Hoe meer je jezelf onderdompelt in 3D-printen, hoe meer uitdagingen je zult tegenkomen. U kunt inconsistenties in uw afdrukken opmerken waardoor u gefrustreerd uw haar uittrekt. We hebben allemaal last van 3D-kinderziektes en tijdens het proces leren we waar we op moeten letten. Hier zijn een paar problemen die wijzen op een slecht waterpas printbed:
Spuitmond te dicht bij het bed
Uit het mondstuk geëxtrudeerd gesmolten filament moet vanaf de eerste doorgang van de printerkop zichtbaar zijn. Als je merkt dat dit pas vanaf de derde of vierde doorgang gebeurt, is de kans groot dat de nozzle te dicht bij het printerbed zit. Dit wordt mogelijk veroorzaakt door onjuiste kalibraties veroorzaakt door een slechte nivellering van het bed.
Het is algemeen bekend dat geen enkel printbed ooit 100% vlak is. Ze lijken allemaal hoge of lage plekken te hebben die in het begin nauwelijks opvallen. Maar door gebruik en temperatuurwisselingen wordt het printbed ongelijker.
Als het mondstuk zich te dicht bij het printbed bevindt, kan het gesmolten filament mogelijk niet worden geëxtrudeerd. Zelfs als het extrudeert, zal de Z-offset niet op het optimale niveau zijn en zullen er problemen volgen. Het mondstuk zal het verwarmde filament letterlijk op het printbed drukken en de print vervormen. Om deze situatie te verhelpen, moet u de afstand tussen de spuitmond en het afdrukoppervlak vergroten.
Een algemene manier om de Z-offset te controleren is door een standaard A4-papier te gebruiken. Schuif hem eenvoudig tussen het printbed en de spuitmond en hij moet er doorheen zonder vast te lopen. Als je hebt vastgesteld dat de nozzle te dicht bij het printbed zit, moet je aanpassingen maken. De aanpassingen moeten in zeer kleine stappen worden gemaakt totdat u de gewenste Z-offset bereikt.
De eerste laag zal u bijna altijd vertellen of uw bouwplaat correct waterpas staat. Bekijk de volgende afbeelding en gebruik deze als referentie om uw printer waterpas te stellen met de papiertechniek.
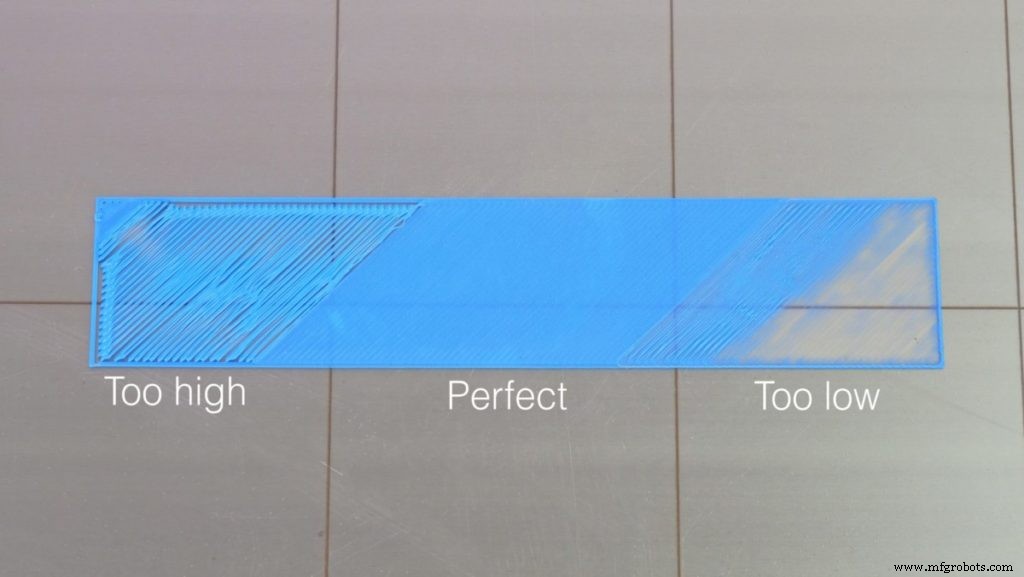
- Nozzle te hoog:het probleem kan worden vastgesteld wanneer het filament niet goed aan het oppervlak is gehecht. In plaats van een consistente laag plastic af te drukken, ziet de eerste laag eruit als slierten plastic.
- Nozzle te laag:hoewel het plastic goed aan het printoppervlak is gehecht, zorgt de onvoldoende afstand tussen de nozzle en het bed ervoor dat de machine niet voldoende plastic vrijgeeft.
Of het probleem nu een dichtbij of ver verwijderd mondstuk is, u moet ook controleren of het probleem uniform is langs zowel de X- als de Y-as. Als het ongelijk is, moet u alleen opnieuw kalibreren op de hoeken die te laag of te hoog zijn.
Slechte bedhechting
Slechte hechting van gesmolten filament aan de bouwplaat kan worden toegeschreven aan een slecht geëgaliseerd bed. Het mondstuk moet dicht genoeg bij de bouwplaat zijn om het gesmolten filament vrij te kunnen extruderen. Maar als de Z-offset niet consistent is, blijven delen van de eerste laag niet aan de bouwplaat plakken.
Het is van essentieel belang dat de eerste laag gelijkmatig op de bouwplaat blijft plakken. Waar het mondstuk te ver van de bouwplaat verwijderd is, zal het kleefeffect afnemen. U kunt de "Bedadhesie marteltest . gebruiken ” om uw vermoedens te bevestigen. Een andere reden voor een slechte hechting op de bouwplaat is het gebruik van een vervuilde bouwplaat die moet worden schoongemaakt.
Om een succesvolle eerste laag te krijgen, moet u een balans vinden tussen hechting en gemakkelijke verwijdering. Dit betekent werken met een vlak bed en ervoor zorgen dat het gesmolten filament en de bedtemperatuur correct zijn. Als je een glazen bed hebt, kun je ook lijmen zoals haarlak of een lijmstift gebruiken om je eerste laag op zijn plaats te houden.
Filamenthoogte en -breedte kunnen tijdens het printen variëren
Extrusie is om verschillende redenen mogelijk niet altijd consistent tijdens het afdrukken. Allereerst moet u controleren of het filament dat naar uw printer wordt gevoerd niet verward is en weerstand veroorzaakt. Ten tweede kan het mondstuk verstopt zijn geraakt en moet het worden schoongemaakt.
Elke extruder heeft zijn eigen specifieke extrusiebreedte, dus selecteer bij het controleren van de breedte de extruder die momenteel op uw printer staat. Als algemene regel geldt dat de extrusiebreedte exact 100% van de spuitmonddiameter moet zijn (0,4 mm is de meest populaire maat). Als de breedte kleiner is dan de diameter van de spuitmond, resulteert dit in een inconsistente stroom. Omdat extrusie consistent is, hoe korter een verticale laag, hoe dikker de horizontale lijn en vice versa.
Een oneffen bed zal resulteren in een ongelijke eerste laag waarbij je verschillen in de breedte en hoogte krijgt van het geëxtrudeerde plastic. Deze ongelijke eerste laag wordt gerepliceerd in de vroege stadia van de print en kan leiden tot printfouten.
Kromming
Printerbedden ondergaan een verwarmings- en koelproces dat uiteindelijk kan leiden tot kromtrekken, maar dit is een langzaam proces. Op een gegeven moment zul je merken dat de kwaliteit van je afdruk achteruit gaat.
Als een snelle oplossing kunt u een glasplaat op uw bed gebruiken om dat egale oppervlak terug te krijgen. Dit lost niet alleen het probleem op, maar verandert ook het uiterlijk van uw onderste laag. Naar mijn bescheiden mening is de esthetische verandering ten goede.

Onnodig te zeggen, maar als uw bed erg kromgetrokken is, kunt u het het beste laten vervangen. Het toevoegen van een glasplaat bovenop het bed heeft invloed op de temperatuur en de bouwhoogte, dus zorg ervoor dat u de afstand tussen de spuitmonden opnieuw kalibreert voordat u opnieuw gaat printen.
Een ongelijk bed zorgt voor afdrukcomplicaties, ongeacht wat u doet. Je zou kunnen proberen een vlot aan je ontwerp toe te voegen. Dit vormt de basis voor uw printproject, maar zal in de post-printfase verwijderd moeten worden, naast dat het meer materiaal verbruikt en meer tijd kost om te voltooien.
Kan een slecht waterpas bed de 3D-printer beschadigen?
Een slecht waterpas bed kan zeker schade aan uw printer veroorzaken. De eerste laag is om voor de hand liggende redenen het meest kritisch. Zonder een vlak oppervlak om op te werken, bestaat de mogelijkheid dat de spuitmond vastloopt op het bouwoppervlak. Het lijkt misschien onbelangrijk, maar elke schram of stoot leidt tot een beschadigd mondstuk.
Naast het afslijten van de spuitmond op het bouwoppervlak, voorkomt het de extrusie van plastic. Het zal ook vuil in de spuitmond doen en kan een gedeeltelijke verstopping veroorzaken, waardoor de extrusiestroom wordt beïnvloed.
Naast het feit dat u uw printerkop of nozzle aan stoten blootstelt, is uw print ook gedoemd te mislukken. Afgezien daarvan mogen de overige delen van de printer niet worden aangetast door een ongelijkmatig bedniveau.
Als u de gloeidraad verwisselt, moet u mogelijk het bed opnieuw waterpas zetten
Bij het wisselen van filamenttypes die andere temperatuurinstellingen vereisen, is het het beste om uw bed te controleren en waterpas te stellen voordat u gaat printen. De temperatuurverschillen kunnen de uitzetting en krimp van het bed beïnvloeden, wat resulteert in een ongelijkmatig bouwoppervlak. Bovendien kan een andere instelling van de bedtemperatuur, bijvoorbeeld van 50C naar 100C bij het overschakelen van PLA naar ABS, ook het volume van de afgedrukte zelf vergroten, waardoor u de afstand tot de spuitmond opnieuw moet vergroten.
In een notendop, een verandering van PLA naar ABS of een ander filamenttype zal de dynamiek van de bouwplaat veranderen. Voor een effectieve nivellering moet je het bed opwarmen tot de temperatuurvereiste van het filament waarmee je gaat printen (90 graden voor ABS) voordat je de bedpositie controleert en aanpast.
Hoe het bed waterpas te zetten en de mondstukopening af te stellen
Van tijd tot tijd moet u het niveau van het bed controleren en aanpassen en de Z-offset aanpassen. Hieronder vindt u een kort overzicht van het proces dat u een idee geeft van wat het inhoudt.
Maak het bed klaar
Veeg om te beginnen het mondstuk schoon met een zachte katoenen doek. Als u gehard plastic rond het mondstuk ziet, verwarm het dan tot de laatst gebruikte filamenttemperatuur. Zodra het plastic zacht of gesmolten is, veegt u het van het mondstuk. Mogelijk moet u een harde borstel gebruiken, maar werk voorzichtig om schade te voorkomen.
Het bed moet ook worden schoongemaakt en vrij zijn van plastic dat eraan vastzit. Gebruik voor een glazen bed een scherp mes om het eraf te schrapen. Verwijder nu het bed en was het met warm zeepsop. Als het bed niet kan worden verwijderd, kunt u isopropylalcohol gebruiken om het op de printer te reinigen.
Je kunt hem ook schoonmaken met een spons en warm water in de gootsteen. Als je onhandig bent zoals ik, loop je het risico het glas te breken tijdens het proces, dus het is altijd een goed idee om een reserveglas te hebben.
Voordat u begint met het waterpas zetten van het bed, moet u het opwarmen tot de bedtemperatuur van het filament waarmee u de volgende keer gaat printen.
Hoe het bed waterpas te zetten
Volg deze eenvoudige stappen om het bed handmatig waterpas te stellen:
- Draai alle schroeven van het bed (normaal gesproken 4 schroeven) een paar keer om de opening tussen het bed en het mondstuk te vergroten.
- Je verplaatst het mondstuk nu dicht bij de bouwplaat. U kunt dit handmatig doen of de softwarebediening gebruiken en uw printer instellen op "auto home". Dit onderdeel is afhankelijk van uw printermodel.
- Je gaat nu alle vier de hoeken van het bed en het midden aanpassen met een indexkaart die uit een standaard A4-papiertje is geknipt. Begin in een hoek en schuif de indexkaart tussen het mondstuk en het bed. Draai aan de schroef die zich het dichtst bij het mondstuk bevindt om de opening te sluiten totdat u een lichte weerstand voelt. Herhaal dit proces met de resterende drie hoeken en het midden. Als u klaar bent, controleert u nogmaals alle plekken om er zeker van te zijn dat de weerstand nog steeds hetzelfde is. Zo niet, herhaal het proces totdat het bed waterpas staat.
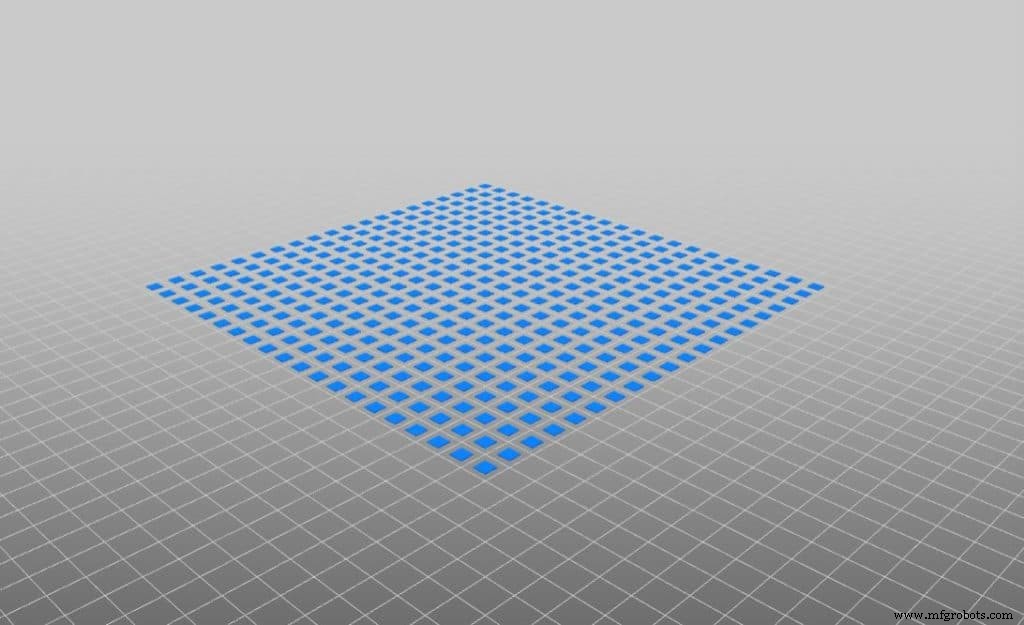
- Je moet nu de nivellering verifiëren door een enkellaagse test uit te voeren. Als de laag overal consistent is, is het bed waterpas. Zo niet, dan moet je het niveau opnieuw controleren.
Bekijk onze sectie met aanbevolen producten

We hebben een sectie met aanbevolen producten gemaakt waarmee u het giswerk kunt verwijderen en de tijd kunt verminderen die u besteedt aan het onderzoeken van welke printer, filament of upgrades u moet krijgen, omdat we weten dat dit een zeer ontmoedigende taak kan zijn en over het algemeen tot veel verwarring leidt .
We hebben slechts een handvol 3D-printers geselecteerd die we goed vinden voor zowel beginners als gevorderden, en zelfs experts, waardoor de beslissing gemakkelijker wordt, en de filamenten, evenals de vermelde upgrades, zijn allemaal door ons getest en zorgvuldig geselecteerd , zodat u weet dat welke u ook kiest, zal werken zoals bedoeld.
3d printen
- Moet u uw 3D-geprinte onderdelen in-house afwerken?
- Hoe vaak moet u apparatuur inspecteren?
- Hoeveel gebruikers moet je hebben in je CMMS?
- How To:3D-printertip wijzigen op uw Stratasys
- Hoe u GrabCAD Print verbindt met uw Stratasys 3D-printer
- Waarom u uw end-of-arm tools moet 3D-printen
- Hoe gebruik je de lijmstift op je Mark One Print Bed
- Hoe moet u IoT in 2022 in uw bedrijf toepassen?
- Hoe vaak moet uw CNC-machine worden geïnspecteerd?
- Hoe weet u of u uw CNC-machine moet vervangen of repareren
- Kunt u uw 3D-printer onbeheerd achterlaten? 's Nachts afdrukken