


Ideal Ender 3 (Pro en V2) PETG-instellingen!
Ik besloot te testen hoe goed mijn Ender 3 PETG kan printen en printte meerdere kubussen van 20 mm en zelfs een vaas.
In dit artikel zal ik mijn bevindingen met u delen, welke instellingen goed werkten en welke niet, en meer!
Ik zal ook een paar foto's toevoegen van de modellen die ik heb gemaakt, zodat u de afdrukkwaliteit kunt zien die ik heb weten te bereiken.
Als je niet al het vallen en opstaan wilt doorlopen om de ideale instellingen te vinden voor het maken van hoogwaardige prints op je Ender 3, bekijk dan zeker onze eigen speciaal op maat gemaakte Cura-profielen voor de Ender 3-printerserie (u kunt ze allemaal krijgen voor slechts $ 7).
Laten we zonder verder oponthoud beginnen!
Afdruktemperatuur
Over het algemeen print PETG erg goed tussen de 220 °C en 250 °C. De Ender 3 gebruikt echter een Bowden-type opstelling die niet is ontworpen om te printen boven 240°C of 245 °C, aangezien deze beschadigd kan raken, dus ik raad aan om binnen dat bereik van 220 °C tot 240 °C te blijven.
Bij mijn tests leverde afdrukken bij 220 °C de beste afdrukkwaliteit op.
Ideale PETG-printtemperatuur op de Ender 3:
- 220°C – 240°C (waarbij 220°C iets mooiere resultaten oplevert)
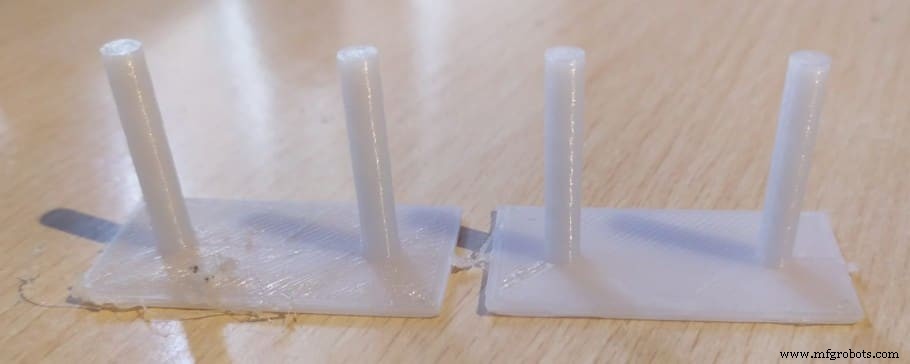
Na het uitproberen van meerdere verschillende printtemperaturen op meer dan 20 verschillende prints, ontdekte ik dat in mijn geval 220 °C de beste resultaten opleverde. 230°C en hoger zouden snaren en klodders op de bovenste lagen of mijn modellen creëren, in feite kun je het hier zien in de rijgtests die ik heb uitgevoerd (ik heb meer dan 10 rijgtesten afgedrukt met twee verschillende filamenten totdat ik het goed had):
Bedadhesie
Bedadhesie is waarschijnlijk de belangrijkste factor waarmee u rekening moet houden bij het afdrukken, aangezien u wilt dat uw eerste laag goed hecht aan het afdrukoppervlak om kromtrekken te voorkomen en te voorkomen dat de afdruk loslaat.
Factoren zoals afdruktemperatuur, bedtemperatuur, het type bouwoppervlak dat u gebruikt, enz. beïnvloeden hoe goed het model aan het oppervlak blijft plakken.
Bedtemperatuur
PETG moet op een vrij hoge temperatuur worden geprint, wat betekent dat om kromtrekken te voorkomen, je het bed tussen 60°C en 70°C moet instellen (60°C is wat over het algemeen wordt aanbevolen, maar ik had geen geweldige resultaten ermee).
Nu, hier is iets dat u misschien niet wist, maar hoe hoger de bedtemperatuur, hoe sterker de hechting. Er is zelfs een onderzoek uitgevoerd waarbij de resultaten aantoonden dat de bedadhesie het sterkst was wanneer deze net iets boven de glasovergangstemperatuur van het plastic ging, wat in het geval van PETG 80 ° C is (in wezen moet u de bedtemperatuur instellen op iets meer dan 80°C).
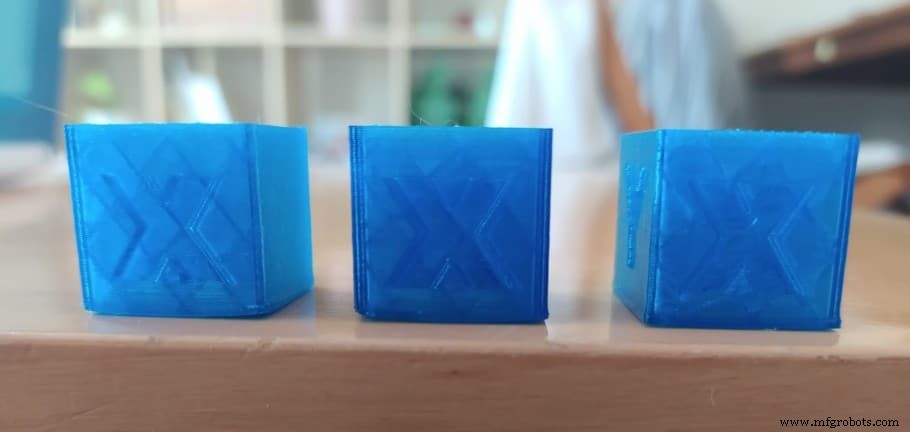
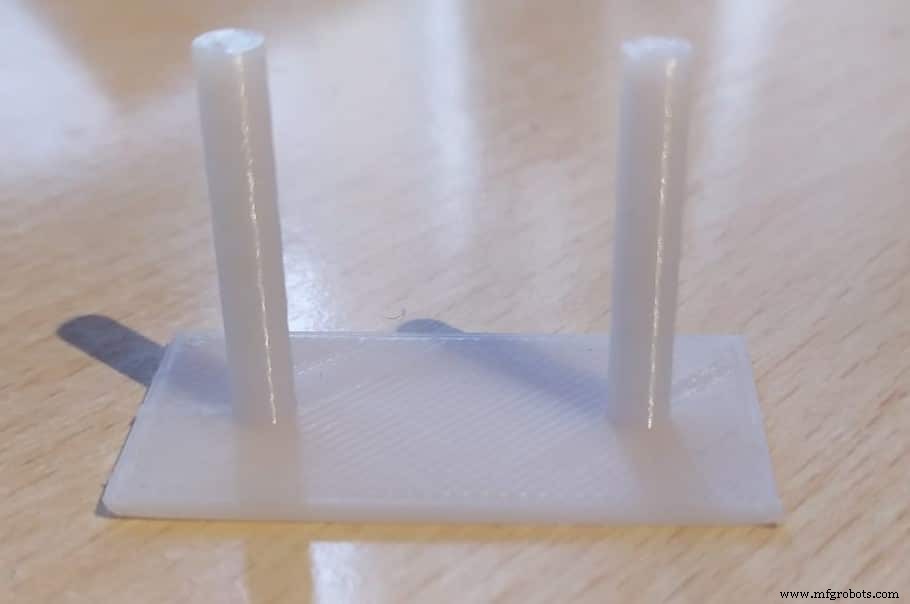
Ik heb een paar verschillende 20 mm kubussen geprint bij 230°C met variërende bedtemperaturen (60°C, 70°C en 85°C), en de onderste hoeken van de eerste twee kubussen kromgetrokken (60 en 70°C), maar bij 85 °C was de hechting sterk genoeg zodat het kromtrekken bijna was geëlimineerd.
Begin dus met 60°C en als de print kromtrekt, overweeg dan om de bedtemperatuur te verhogen tot 70°C en als dat niet werkt, probeer dan 80°C of 85°C.
Ideale PETG-bedtemperatuur voor Ender 3:
- Om de sterkst mogelijke hechting te bereiken, stelt u het bed iets boven de glasovergangstemperatuur van PETG (80°C) in. 85°C lijkt de sterkste hechting te geven.
Bouw oppervlakte

Mijn PETG-printtests op de Ender 3 zijn uitgevoerd met behulp van het Creality-glasbed en hoewel kleine objecten zoals de 20 mm-kubus een beetje kromtrokken, lieten ze nooit los van de bouwplaat, zelfs niet de temperatuur van het bed.
Veel mensen raden aan om Kapton-tape of blauwe schilderstape te gebruiken, omdat PETG beide veel sterker hecht.
De ideale oplossing lijkt echter het bouwoppervlak te zijn dat wordt meegeleverd met zowel de Ender 3 Pro als de V2, niet de Ender 3, wat de BuilTak of het magnetische bouwoppervlak is, omdat het een uitstekend oppervlak biedt voor PETG om aan vast te houden, en het verwijderen van de afdrukken is ook vrij eenvoudig.
Belangrijke opmerking :Sommige websites zeggen dat PETG zo goed aan een glazen bed kan blijven kleven dat het glas kan breken door het te verwijderen of zelfs wat stukjes glas mee te nemen. Ik heb die ervaring helemaal niet gehad, sterker nog, mijn ervaring met PETG was dat de hechting niet zo sterk was als bij sommige andere materialen zoals PLA, TPU, enz.
Test het zelf en kijk wat werkt. Als u het moeilijk vindt om de afdruk te verwijderen, laat het bed dan eerst afkoelen (zelfs als u het bed in de koelkast plakt, kan het helpen om het samen te krimpen, wat het verwijderen van de PETG gemakkelijker zou moeten maken).
Afdrukken met een rok, rand of vlot voor PETG?
Ik heb een heel artikel geschreven waarin ik uitleg wat een rok, een rand en een vlot zijn en je moet het zeker eens bekijken, omdat ze echt kunnen helpen de hechting van het bed te verbeteren.
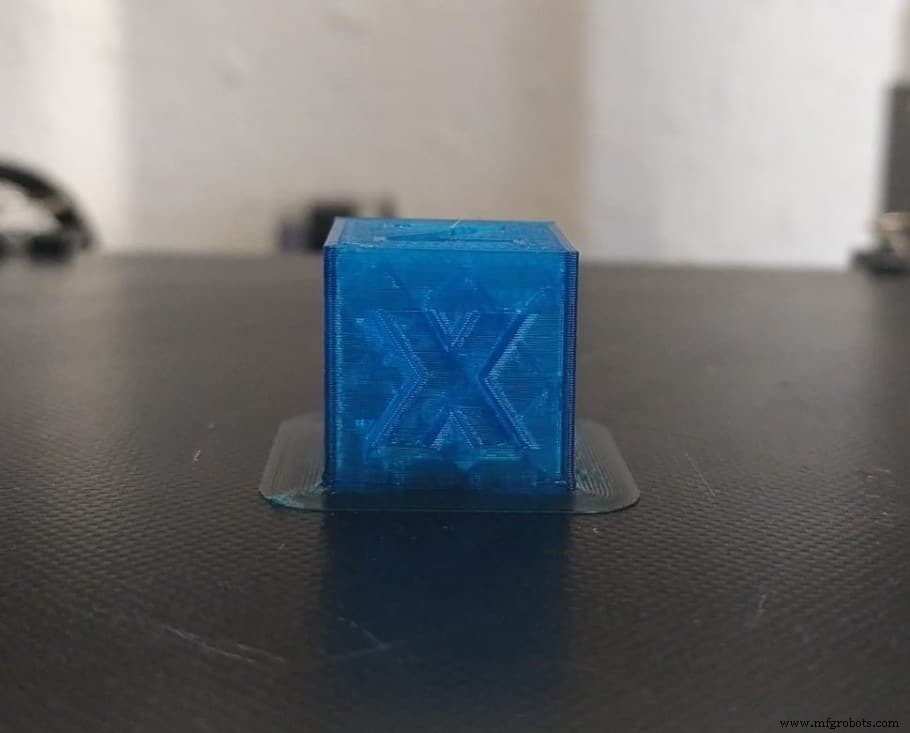
Bij het afdrukken van de verschillende testkubussen kromden ze allemaal bij het afdrukken met een rok, dus ik probeerde een andere te printen met een rand met het bed op 60°C en niet alleen kromde het, maar het kwam zelfs los van de constructie bord (Ik heb dit verschillende keren geprobeerd en kreeg steeds hetzelfde resultaat).
De absoluut beste resultaten die ik kreeg, was printen met een rand en de bedtemperatuur instellen op 85°C omdat hierdoor de print altijd aan het bed bleef plakken zonder dat deze ook maar een beetje krom kon trekken.
Een vlot zal de hechting van het bed nog verder vergroten, maar lees zeker het artikel dat ik zojuist heb gelinkt over vlotten, randen en rokken, aangezien een vlot meer materiaal zal gebruiken en sporen op het model zal achterlaten.
Ik raad over het algemeen aan om een rok te gebruiken, en als je een betere hechting nodig hebt, gebruik dan een rand.
Intrekkingsinstellingen
Terugtrekken is wanneer de extruder het filament terugtrekt om enige druk in de hotend te verlichten om te voorkomen dat het filament naar buiten sijpelt, wat essentieel is bij het voorkomen van rijgen. Nu is PETG, in zijn gesmolten toestand, veel stroperiger dan andere filamenten en vereist dat de juiste instellingen voor terugtrekking zijn ingeschakeld als het vermijden van rijgen een prioriteit voor u is.
PETG print echter zeer vergelijkbaar met PLA en de instellingen voor het terugtrekken zijn vaak hetzelfde of lijken erg op elkaar.
Dus als je Cura gebruikt, zouden de standaardinstellingen voor terugtrekking in de meeste gevallen prima moeten werken.
Ideale PETG-retractie-instellingen voor de Ender 3:
- Intrekafstand:6,5 mm.
- Intreksnelheid:25 mm/s.
- Maximum aantal intrekkingen:10.
- Minimum venster voor extrusieafstand:10 mm.
- Kammodus:AAN en ingesteld op "Binneninvulling" (geen rijgen).
Als je alle ins en outs over het intrekken van de Ender 3 wilt weten, lees dan dit artikel dat we hebben geschreven!
Afdruksnelheid
PETG hoeft niet echt langzamer te worden afgedrukt dan PLA, dus de standaard Cura-instellingen voor de Ender 3 zouden prima moeten werken (50 mm/s).
Als u de kwaliteit van de afdruk wilt verbeteren, kunt u deze zeker zo veel vertragen als u wilt, maar tussen 30 mm/s en 50 mm/s lijkt de goede plek te zijn.
Ideale PETG-snelheidsinstellingen voor de Ender 3:
- 30 mm/s – 50 mm/s.
Afdrukkoeling
Zoals ik eerder al zei, wil je een goed hechtende eerste laag krijgen en om dit te bereiken moet de laagventilator worden uitgeschakeld terwijl de eerste paar lagen worden afgedrukt.
Hierna moet de ventilator op 100% staan om de details te vergroten en stringing te verminderen.
Als detail echter geen prioriteit is en kracht meer gewenst is, print dan met de laagwaaier uit gedurende de gehele duur van de print. Dit zorgt voor een betere hechting tussen de lagen en verhoogt de laagsterkte en de algehele sterkte van het model.
Ideale PETG-snelheidsinstellingen voor de Ender 3:
- Voor details, de laagwaaier moet op 100% staan, behalve de eerste paar lagen om een goede hechting van de eerste laag te garanderen.
- Druk voor kracht het hele model af met de laagventilator uitgeschakeld.
Heeft u een behuizing nodig om te printen met PETG?
Een behuizing is niet nodig bij het printen met PETG, omdat het een vrij eenvoudig materiaal is om mee te werken, maar het zal zeker helpen voorkomen dat modellen kromtrekken of losraken van het bouwoppervlak omdat de temperatuur erin relatief warm en constant blijft.
Afdrukken met een behuizing helpt over het algemeen een paar problemen te voorkomen en hoewel het misschien niet nodig is, kan het hebben van een ingesloten printer u een paar mislukte afdrukken besparen.
PETG is eenvoudig genoeg om mee te werken, maar vervormt zeker meer dan PLA, niet zoveel als ABS, en als je in een koeler klimaat leeft, wil je het misschien omsluiten om het risico op kromtrekken te verminderen.
Ideale Ender 3-instellingen voor afdrukken met PETG
De instellingen voor het printen met PETG lijken erg op die voor het printen met PLA, omdat het zulke vergelijkbare materialen zijn. Er zijn echter een paar belangrijke verschillen:
- Afdruktemperatuur: 220-240°C (toplagen zien er beter uit bij 220).
- Bedtemperatuur: 85°C voor de beste hechting.
- Initiële laaghoogte: 0,2 mm voor de beste hechting in de eerste laag.
- Intrekafstand: 6,5 mm.
- Afdruksnelheid: 30 mm/s – 50 mm/s.
- Ventilatorsnelheid: 100% voor detail, uitgeschakeld voor kracht.
Als je niet al het vallen en opstaan wilt doorlopen om de ideale instellingen te vinden voor het maken van hoogwaardige prints op je Ender 3, bekijk dan zeker onze eigen speciaal op maat gemaakte Cura-profielen voor de Ender 3-printerserie (u kunt ze allemaal krijgen voor slechts $ 7).
Conclusie
Het grootste probleem dat ik had met PETG was de hechting van het bed, vooral wanneer ik probeerde te printen met het bed op 60°C, wat over het algemeen de aanbevolen temperatuur is die ik online heb gezien, omdat prints zouden vervormen of zelfs los zouden komen van de bouwplaat.
Ik besloot de bedtemperatuur te verhogen tot 70°C, maar er was geen echte verandering.
Aangezien PETG's glasovergangstemperatuur 80°C is, besloot ik om 85°C te proberen en dit werkte als een tierelier (bekijk de studie die ik eerder heb gelinkt, waar de conclusie is dat iets boven de glasovergangstemperatuur de hechting verhoogt), zowel bij het printen met - en zonder rand, maar dit kan zijn omdat ik een glazen bed gebruik en niet het BuildTak-bed, misschien kun je met het BuilTak-bed comfortabel printen op 60°C.
Dus als je problemen hebt met de hechting van het bed met PETG, probeer dan de bedtemperatuur te verhogen!
Afgezien daarvan is de Ender 3 perfect in staat om PETG zonder problemen te printen en de prints zien er geweldig uit, ook al moet ik zeggen dat PLA beter lijkt te printen op deze machine en een mooiere afwerking bereikt, maar de PETG-prints zijn nog steeds perfect acceptabel.
Bekijk onze sectie met aanbevolen producten

We hebben een sectie met aanbevolen producten gemaakt waarmee u het giswerk kunt verwijderen en de tijd kunt verminderen die u besteedt aan het onderzoeken van welke printer, filament of upgrades u moet krijgen, omdat we weten dat dit een zeer ontmoedigende taak kan zijn en over het algemeen tot veel verwarring leidt .
We hebben slechts een handvol 3D-printers geselecteerd die we goed vinden voor zowel beginners als gevorderden, en zelfs experts, waardoor de beslissing gemakkelijker wordt, en de filamenten, evenals de vermelde upgrades, zijn allemaal door ons getest en zorgvuldig geselecteerd , zodat u weet dat welke u ook kiest, zal werken zoals bedoeld.
3d printen
- FDM 3D-printen:ASA-, PETG- en pc-filamenten vergelijken
- Raspberry Pi temperatuur- en lichtsensor
- Het mondstuk op een Ender 3 (Pro &V2) vervangen!
- Ender 3 Z-offset; Hoe het aan te passen!
- Ender 3 X Axis Sagging; Hoe op te lossen!
- Is PLA hittebestendig? ABS, ASA, PETG en meer!
- Ender 3 Pro Review:is het de moeite waard om in 2022 te komen?
- Ender 3 Bed Nivelleerproblemen; Hoe u ze kunt oplossen!
- Ender 3:Hoe het bed waterpas te zetten en waterpas te houden!
- Ender 3 (Pro &V2)-upgrades; Afdrukbaar en te koop!
- 3D-printsnelheid en temperatuur:beste instellingen