


Beste laaghoogte voor 3D-printen!
Als je net begint met 3D-printen, weet je misschien niet helemaal zeker op welke laaghoogte je je modellen moet printen.
In dit artikel zal ik bespreken wat de laaghoogte is, de relatie tussen de laaghoogte en de diameter van de spuitmond en hoe ze verschillen, aangezien er veel verwarring lijkt te bestaan rond dat specifieke onderwerp, en ik zal bespreken wat de beste laag is hoogtes zijn in het algemeen, afhankelijk van de toepassing (afdrukkwaliteit, sterkte, snelheid, enz.).
Dus, zonder verder oponthoud, laten we er meteen op ingaan!
Wat is de laaghoogte bij 3D-printen?
Laaghoogte, ook wel resolutie of detail genoemd, is de hoogte van elke afzonderlijke laag geëxtrudeerd plastic op een 3D-print. Hoe lager de laaghoogte, hoe gedetailleerder de afdruk zal uitkomen omdat er meer lagen moeten worden afgedrukt om het model te voltooien. Bijvoorbeeld; het printen van een kubus van 20x20x20 mm met een laaghoogte van 0,12 mm heeft 166 lagen, maar slechts 71 lagen met een laaghoogte van 0,28 mm.
Wat is de afweging? Wel, printen met een hogere resolutie, of een lagere laaghoogte, verlengt de tijd die nodig is om een object af te drukken drastisch, aangezien de printer twee keer zoveel of zelfs meer lagen moet neerleggen, terwijl het verhogen van de laaghoogte resulteert in snellere prints die hebben minder algemene details.
In wezen verruilt u afdruktijd voor details.
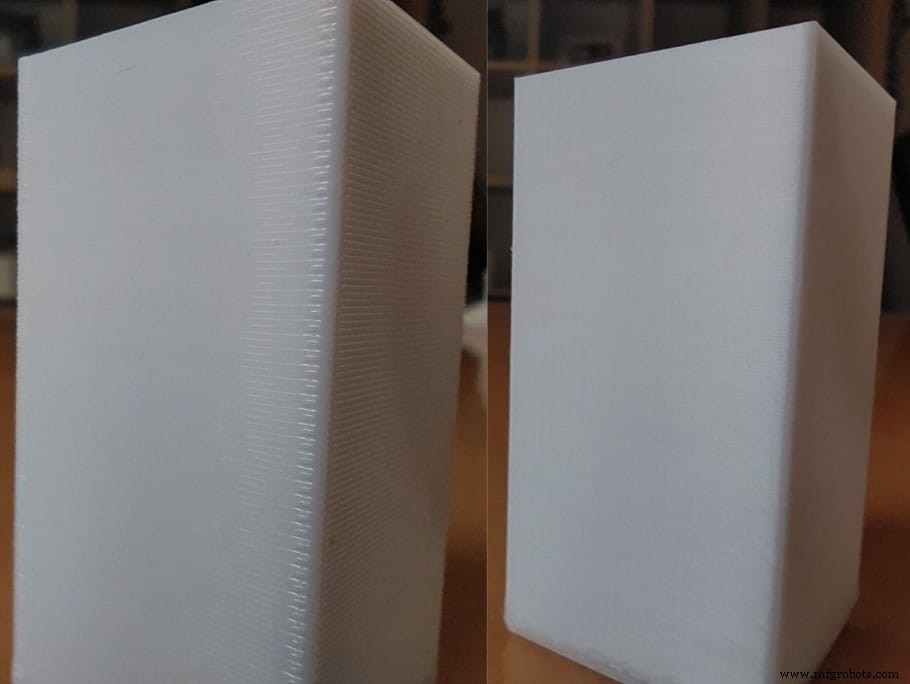
Neem bijvoorbeeld deze twee Benchy-afdrukken:de linker is afgedrukt op een laaghoogte van 0,12 mm en de rechter op 0,32 mm.

De benchy van 0,12 mm is geprint in 3:24 uur en heeft in totaal 400 lagen, de benchy van 0,32 mm heeft 1:26 uur nodig gehad om te printen en heeft 150 lagen. Dat is een behoorlijke daling van de printtijd en het enige verschil is de laaghoogte.
Zoals je kunt zien, heeft de rechter bank veel meer zichtbare lijnen. Dit is vooral merkbaar op het dak en de bovenkant van de zijwanden/rails als een zeer zichtbaar trapeffect.
Spuitmonddiameters en hoe deze de laaghoogte beïnvloeden
De standaard nozzle-diameter voor de meeste printers is 0,4 mm, maar ze variëren meestal van 0,2 mm tot 1 mm. Door de diameter van de spuitmond te vergroten, kunt u afdrukken met een grotere laaghoogte en kunt u het aantal randen dat nodig is om bijvoorbeeld een muur af te drukken, verlagen, omdat de omtrek zelf breder zal zijn. Het is vermeldenswaard dat de hoogte van de laag nooit meer dan 80% van de diameter van het mondstuk mag bedragen (er is geen minimumwaarde).
Hier is een tabel met de aanbevolen maximale en minimale laaghoogtes voor elke spuitmonddiameter. Het is vermeldenswaard dat de minimumwaarden niet afhankelijk zijn van het mondstuk, maar eerder van de stappenmotoren van uw printer, daarom zou u over het algemeen niet onder 0,04 mm moeten gaan (daarover later meer), maar de reden dat er een minimumwaarde is, is omdat afdrukken met een hoge verticale resolutie (lage laaghoogte) maar met een grote minimale lijnbreedte (spuitmonddiameter) over het algemeen weinig zin heeft.
| Maat mondstuk | Minimale laaghoogte | Maximale laaghoogte |
| 0,15 mm | 0,04 | 0,12 |
| 0,20 mm | 0,05 | 0,16 |
| 0,25 mm | 0,06 | 0,20 |
| 0.30mm | 0,08 | 0,24 |
| 0,35 mm | 0,09 | 0,28 |
| 0,40 mm | 0,10 | 0.32 |
| 0,50 mm | 0,13 | 0,40 |
| 0,60 mm | 0,15 | 0,48 |
| 0,80 mm | 0,20 | 0,64 |
| 1.00 mm | 0,25 | 0,80 |
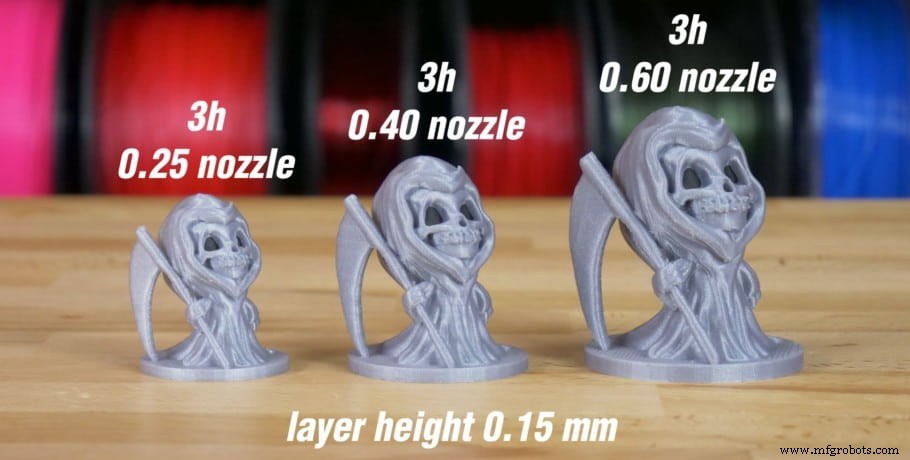
Door te printen met een nozzle die een grotere diameter heeft en de laaghoogte te vergroten, kun je veel printtijd voor het model besparen, soms zelfs drie of vier keer sneller.
Nu zijn de diameter van de nozzle en de laagdikte niet hetzelfde en hebben ze niet op dezelfde manier invloed op het eindresultaat:Laaghoogte beïnvloedt de afdrukkwaliteit meestal op verticale of schuine delen van de print, terwijl de diameter van de nozzle het detailniveau beïnvloedt meestal op het horizontale vlak , en dit komt omdat een mondstuk met een grotere diameter bredere lagen zal printen, die verticaal niet zichtbaar zouden moeten zijn.
In wezen zorgt een mondstuk met een grotere diameter voor bredere omtrekken en kunt u ook de laaghoogte vergroten (tot 80% van de diameter van het mondstuk), wat resulteert in veel snellere afdrukken. Het nadeel hier is dat de afdrukkwaliteit veel lager zal zijn dan wanneer u zou printen met een 0,4 mm nozzle op een laaghoogte van 0,12 mm, of zelfs met nozzles met een kleinere diameter en een nog lagere laaghoogte, maar het zal veel sneller printen.
Het is vermeldenswaard dat het gebruik van een groter mondstuk geen invloed heeft op de afdruktijd bij het afdrukken in de "vaas" -modus, omdat het nog steeds exact dezelfde reeks bewegingen moet doorlopen.
Wat is de beste laaghoogte voor 3D-printen?
Voor de meeste 3D-afdrukken is de ideale laaghoogte 0,2 mm omdat dit een goed middelpunt is tussen kwaliteit en afdruksnelheid, zowel voor grote als voor kleine en gedetailleerde afdrukken, en de laaglijnen zullen niet al te zichtbaar zijn. Als u de laaghoogte verlaagt, krijgt u meer details (goed voor kleine afdrukken), maar neemt de tijd die nodig is om een object af te drukken toe, en vice versa.
Dit hangt natuurlijk af van de behoeften van uw afdruk, aangezien het heel anders is om een miniatuur af te drukken, waarvoor ingewikkelde details moeten worden afgedrukt met een zo hoog mogelijke resolutie, en het afdrukken van een groter, eerder functioneel object dat niet moet er geweldig uitzien, maar nog steeds werken.
Beste laaghoogte voor detail

Hoe lager de laaghoogte, hoe gedetailleerder de 3D-print eruit zal komen te zien. Dit is echter alleen het geval totdat je een laaghoogte van 0,1 mm hebt bereikt, omdat onder deze, bijvoorbeeld 0,05 mm, geen zichtbare kwaliteitsverbetering optreedt. Voor de meeste alledaagse prints die een echt hoge resolutie nodig hebben, lijkt 0,12 mm de goede plek te zijn.
Houd er rekening mee dat afdrukken op 0,12 mm in plaats van de standaard 0,2 mm de afdruktijd ook aanzienlijk zal verlengen, daarom moet u zich afvragen of die toename in detail de extra tijd echt waard is.
Ik print over het algemeen op 0,12 mm als ik een mooie gladde en gedetailleerde afwerking wil bereiken, en op dat moment zijn de lagen nauwelijks zichtbaar.
Beste laaghoogte voor sterkte
Over het algemeen levert een laaghoogte van 0,1 mm tot 0,15 mm de sterkste resultaten op en als u onder of boven deze waarden gaat, wordt de sterkte van een afdruk drastisch verminderd. Het is vermeldenswaard dat de diameter van de spuitmond ook een belangrijke rol speelt, aangezien een met een grote diameter die op een lage laaghoogte wordt afgedrukt, het breedste contactoppervlak zal bieden, wat resulteert in een algehele sterkere laaghechting.
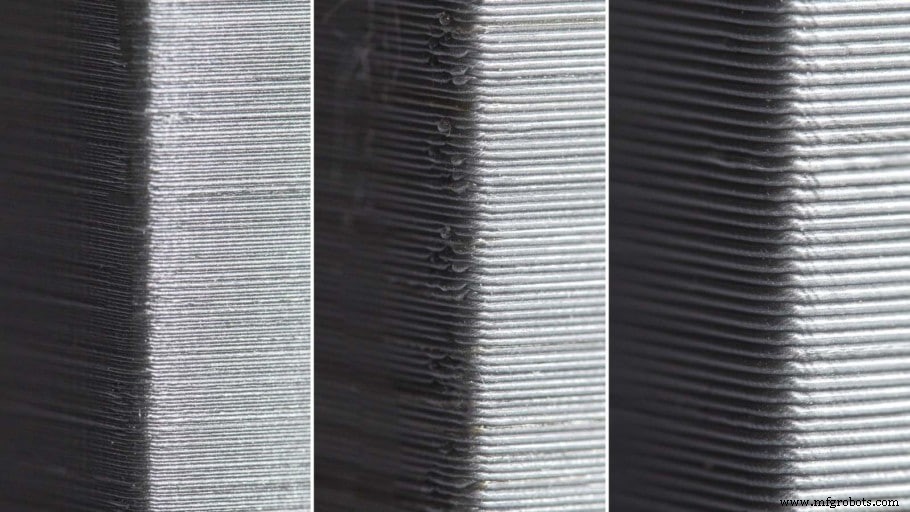
Er is een onderzoek uitgevoerd om te bepalen hoe verschillende laaghoogten en spuitmonddiameters de printsterkte zouden beïnvloeden. Ze testten nozzles van 0,4 mm, 0,6 mm en 0,8 mm en verschillende laaghoogtes en kwamen tot de conclusie dat hoe meer je de laaghoogte verhoogt, hoe zwakker het onderdeel wordt. In feite was er van minimale naar maximale laaghoogte een sterkteverschil van ongeveer 3,5 keer.
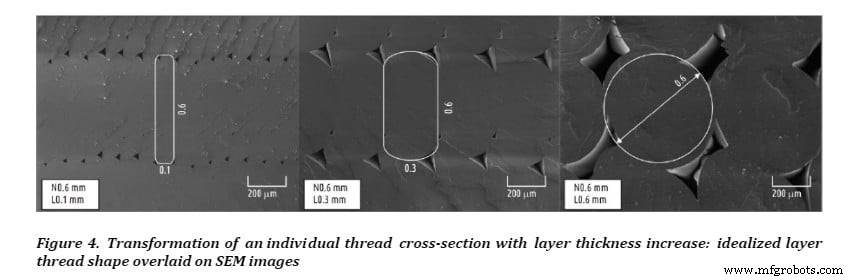
Zoals u in deze afbeelding kunt zien, speelt de diameter van de spuitmond een belangrijke rol, aangezien printen met een spuitmond met een grotere diameter, maar bij een lage laaghoogte, een groter contactoppervlak oplevert voor elke laag om aan de vorige te hechten, wat resulteert in een algeheel sterker binding en dus een sterkere 3D-print.
Overweeg de oriëntatie van de laag
Een object dat een kracht moet weerstaan, zoals een haak bijvoorbeeld, waar er consistente tractie in dezelfde richting is, moet zo worden afgedrukt dat de laaglijnen in lijn zijn met de kracht die erop wordt uitgeoefend.
Als u het verticaal afdrukt, zijn de laaglijnen horizontaal, wat betekent dat de haak slechts zoveel kracht kan weerstaan als de laaghechting toelaat.
Aan de andere kant betekent het op zijn kant afdrukken dat de laaglijnen in lijn zijn met de kracht waaraan de haak zal worden onderworpen en dit verhoogt de sterkte twee keer of zelfs meer.
Hier is een video van CNC Kitchen die in extreme details gaat en ik raad je ten zeerste aan deze te bekijken als je het verschil in sterkte tussen verschillende laaghoogtes en laagoriëntatie wilt zien.
Bovendien heeft het opvulpatroon ook enkele belangrijke implicaties voor de sterkte van een onderdeel, en afhankelijk van waar het voor gebruikt gaat worden, moet je een ander patroon gebruiken.
Beste laaghoogte voor snelheid
Afdruksnelheid en laaghoogte zijn omgekeerd evenredig; Hoe dikker de laaghoogte, hoe sneller de afdruktijd, en hoe dunner de laaghoogte, hoe lager de afdruksnelheid. Als u bijvoorbeeld de standaard nozzle van 0,4 mm gebruikt, is printen op zowel 0,32 mm als 0,1 mm laaghoogte mogelijk en duurt het printen van een kubus van 20 x 20 x 20 mm respectievelijk 18 min en 59 min.
Als je zo snel mogelijk wilt printen, gebruik dan de grootste nozzle met de dikst mogelijke laaghoogte. Dit zal de tijd die nodig is om een onderdeel af te drukken drastisch verkorten ten koste van minder details.
Voor de meeste mensen die de standaard nozzle van 0,4 mm gebruiken, zou afdrukken op 0,28 mm of 0,32 mm de maximale laaghoogte moeten zijn om een object mee te printen. Vanaf dat moment is de enige manier om de snelheid te verhogen, afgezien van het aanpassen van enkele instellingen in de snijmachine, het verwisselen van uw huidige mondstuk door een mondstuk met een grotere diameter.
Beste laaghoogte voor prototyping

Prototyping moet snel zijn, aangezien de geprinte onderdelen niet het eindproduct zullen zijn. Laaghoogte is niet de enige belangrijke factor; dat geldt ook voor de spuitmonddiameter, het vullingspercentage en de afdruksnelheidsinstellingen in de slicer.
Over het algemeen wil je een zo groot mogelijke spuitmond gebruiken, zo min mogelijk vulling gebruiken (gebruik indien mogelijk kubische vulling omdat het een 3D-infill is die sterk is in alle richtingen), de dikste laaghoogte en de snelste afdruk instellingen.
Het is vermeldenswaard dat wanneer u de afdruksnelheid verhoogt, u een aantal problemen kunt tegenkomen; De vorige lagen zijn mogelijk niet goed gestold, u kunt veel rinkelen en nevenbeelden krijgen, slechte maatnauwkeurigheid en meer.
De snelheidsinstellingen zullen voor u verschillen, afhankelijk van welke printer u heeft, maar het instellen van de omtreksnelheid op 100 mm/s en de vulling op ongeveer 200-250 mm/s zou een goed begin moeten zijn en de afdruktijd drastisch moeten verminderen.
Hoeveel is de laaghoogte van belang?
Het verhogen van de laaghoogte resulteert in een snellere afdruk omdat de printer niet zoveel lagen hoeft neer te leggen om dezelfde hoogte te bereiken, maar de resolutie en kwaliteit zullen afnemen door de dikkere lagen. Voor een gladde en gedetailleerde afdruk wordt een lagere laaghoogte aanbevolen.
Als je teruggaat naar de twee benchy-afdrukken die ik eerder heb gekoppeld, kun je duidelijk de opvullijnen zien op degene die op 0,32 mm is afgedrukt, terwijl op de 0,12 mm-bank die lijnen nauwelijks zichtbaar zijn. Waar het echter het duidelijkst is, is op het dak en de rails/zijwanden van de bank, omdat er een duidelijk trapeffect is.
Hoe meer u de laaghoogte verlaagt, hoe minder duidelijk die laaglijnen zullen zijn en elk trapsgewijs effect zal veel minder duidelijk zijn, maar het verhogen van de resolutie resulteert in langere afdruktijden en er komt een moment dat de laaghoogte nog verder wordt verlaagd levert geen significante kwaliteitsverbeteringen op, maar de afdruktijd zal aanzienlijk toenemen.
Over het algemeen is 0,12 mm of 0,1 mm voldoende om zeer gedetailleerde resultaten te produceren. Bij een lagere waarde ruil je alleen maar tijd in voor eventuele marginale kwaliteitsverbeteringen.
3D-afdruklaaghoogtecalculator
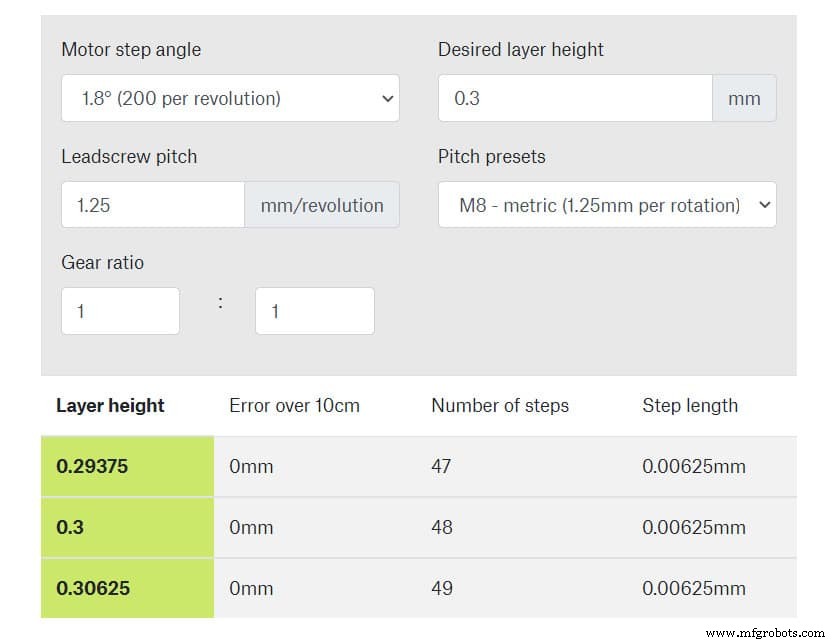
Prusa heeft een optimale laaghoogtecalculator ontwikkeld waarmee u een laaghoogte kunt selecteren waarbij uw Z-as alleen in stappen van volledige stappen beweegt. De Z-as is meestal niet ingeschakeld tijdens inactiviteit. Als de as is uitgeschakeld tijdens microstap, springt de as naar de dichtstbijzijnde volledige stap en introduceert een fout.
Dit is vooral handig voor machines met imperiale spindels, maar ook voor ongebruikelijke laaghoogtes met metrische spindels.
Voer gewoon enkele parameters in en u krijgt de ideale laaghoogte.
Ender 3 stappenmotor magische getallen
Laaghoogte kan worden onderverdeeld in "magische getallen". Deze magische getallen zijn in wezen de laaghoogten die het beste werken op een bepaalde printer.
Voor de Ender 3-modellen zijn de magische getallen in stappen van 0,04 mm omdat de draadstang 8 mm per omwenteling omhoog gaat, en dit in 200 stappen (per omwenteling).
Deel die 8 mm door 200 en we komen bij het magische getal van 0,04 mm per stap.
U wilt op dat magische getal blijven, want dan bevindt de printer zich op dezelfde positie ten opzichte van elke stap wanneer u omhoog gaat, en dit zal de kwaliteit van uw afdrukken verhogen omdat de printer consistent zal zijn in hoe hij omhoog beweegt.
Als je het magische getal eenmaal kent, kun je er variaties op maken, zoals:
- 0,24 mm
- 0,20 mm
- 0,16 mm
- 0,12 mm
- 0,08 mm
Voorheen moest u deze handmatig instellen op uw Slicer, aangezien de standaardinstellingen de laaghoogten zouden instellen op 0,1 mm, 0,15 mm, enz. en geen daarvan zijn veelvouden of 0,04 mm.
Nu hebben de meeste slicers, zoals Cura in de nieuwere versie, verschillende laaghoogtes die overeenkomen met dit "magische getal", zoals 0,12 mm voor fijne details of 0,28 mm voor grove details, en deze werken allemaal perfect met elke Ender 3-machine (evenals elke printer die met 0,04 mm per stap beweegt).
Problemen die verband houden met verschillende laaghoogten
Zoals ik eerder al zei, zal printen met een groot mondstuk en dikke lagen resulteren in een verhoging van de printsnelheid, maar het model zal er behoorlijk slecht uitzien en misschien niet zo sterk zijn omdat de lagen plastic niet zoveel contactoppervlak hebben om te hechten met elkaar.
Aan de andere kant kan het gebruik van extreem dunne lagen, zoals 0,05 mm, resulteren in kwaliteitsverlies en verschillende onvolkomenheden op uw afdruk, evenals een ongelooflijk lange afdruktijd voor zelfs de kleinste objecten.
Als u besluit om met een zeer hoge resolutie (lage laaghoogte) af te drukken, kan het zijn dat uw afdrukken er niet echt aan blijven plakken, tenzij u het bed tot in de perfectie waterpas krijgt.
In dit geval raad ik aan om een grotere eerste laag af te drukken om ervoor te zorgen dat de print stevig aan het bed blijft plakken, en stel vervolgens de volgende lagen in om op de gewenste laaghoogte af te drukken.
Conclusie
Er is geen "one size fits all"-laaghoogte, omdat u deze wilt aanpassen aan wat u afdrukt.
Als je zelf iets ontwerpt, prototypes maakt, enz., en je moet verschillende iteraties printen voordat het eindproduct klaar is, print dan op 0,28 mm (als je een spuitmond van 0,4 mm hebt). Dit zorgt ervoor dat de print er snel uitkomt en nog steeds functioneel is terwijl hij er nog steeds goed uitziet.
Zodra u klaar bent om het definitieve ontwerp af te drukken, kunt u de laaghoogte verlagen.
Over het algemeen raad ik aan om bij 0,2 mm te blijven, omdat dit de ideale plek lijkt te zijn voor de meeste 3D-afdrukken, zowel wat betreft kwaliteit als snelheid.
Ik hoop dat deze informatie nuttig was!
Fijne dag!
Veelgestelde vragen
beste laaghoogte voor .4 mondstuk0,2 mm is de ideale laaghoogte voor een spuitmond van 0,4 mm, omdat het een relatief snelle afdruktijd mogelijk maakt en toch een hoge afdrukkwaliteit behoudt. Het is vermeldenswaard dat er technisch gezien geen minimale laaghoogte is, aangezien de grootte van de spuitmond alleen van invloed is op de maximaal toegestane laaghoogte.
beste laaghoogte voor .6 mondstuk0,3 mm is de ideale laaghoogte voor een mondstuk van 0,6 mm, omdat dit de beste balans biedt tussen kwaliteit en afdruktijd. Het is vermeldenswaard dat er technisch gezien geen minimale laaghoogte is, aangezien de grootte van de spuitmond alleen van invloed is op de maximaal toegestane laaghoogte.
beste laaghoogte voor .8 mondstuk0,4 mm is de ideale laaghoogte voor een spuitmond van 0,8 mm, omdat dit de beste balans biedt tussen kwaliteit en afdruktijd. Als er snellere afdruktijden nodig zijn, levert 0,5 mm een veel snellere afdruk op, terwijl de kwaliteit nog steeds redelijk vergelijkbaar is met 0,4 mm.
beste laaghoogte voor Ender 3De hoogte van de Ender 3-laags moet worden ingesteld in veelvouden van 0,04 mm, aangezien dat is hoeveel de motor het mondstuk bij elke stap beweegt, en dit betekent dat deze moet worden ingesteld op een van de veelvouden van 0,04 mm, zoals 0,08 mm, 0,12 mm , 0,16 mm, 0,2 mm, enz.
Bekijk onze sectie met aanbevolen producten

We hebben een sectie met aanbevolen producten gemaakt waarmee u het giswerk kunt verwijderen en de tijd kunt verminderen die u besteedt aan het onderzoeken van welke printer, filament of upgrades u moet krijgen, omdat we weten dat dit een zeer ontmoedigende taak kan zijn en over het algemeen tot veel verwarring leidt .
We hebben slechts een handvol 3D-printers geselecteerd die we goed vinden voor zowel beginners als gevorderden, en zelfs experts, waardoor de beslissing gemakkelijker wordt, en de filamenten, evenals de vermelde upgrades, zijn allemaal door ons getest en zorgvuldig geselecteerd , zodat u weet dat welke u ook kiest, zal werken zoals bedoeld.
3d printen
- 3D-printmaterialen voor ruimtevaart?
- Een inleiding tot 3D-printen voor zandgieten
- 4 belangrijke ontwerpoverwegingen voor 3D-printen
- Applicatie Spotlight:3D-printen voor lagers
- Applicatie Spotlight:3D-printen voor schoenen
- De beste metalen 3D-printmaterialen voor additieve productie
- CRN erkent Markforged voor beste 3D-printinnovatie van 2020
- Inleiding tot 3D-printen voor het onderwijs
- PLA versus ABS voor miniaturen; Welke is het beste?
- Beste 3D-printmateriaal/filament voor tandwielen!
- 10 sterkste materialen voor 3D-printen