


Wat is draadvonken en hoe werkt het?
Als mensen aan verspanen denken, zijn draai- en freesmachines misschien wel het eerste wat ze denken. Toch zijn er tal van andere bewerkingsprocessen die mogelijk nog beter geschikt zijn voor bepaalde toepassingen. Een dergelijke methode is elektrische ontladingsbewerking (EDM).
In dit artikel wordt dieper ingegaan op de functie en mogelijkheden van een bepaald type bewerking met elektrische ontlading:draadvonken.
Wat is machinale bewerking van elektrische ontlading van draden?

Draadvonken is een type EDM dat een draad gebruikt die continu door het werkstuk loopt om complexe vormen te snijden met nauwe toleranties en minimale kerf. Dit proces is met name handig om nauwkeurig door geleidende materialen te snijden die zowel hard als dik zijn, waarbij sommige machines materialen van meer dan 300 mm dik kunnen snijden.
De verschillende varianten van EDM gebruiken dezelfde basisprincipes, zoals we in een vorig artikel hebben besproken. In wezen werken een elektrode en een diëlektrische vloeistof samen om microscopisch kleine stukjes van het geleidende werkstuk met behulp van elektriciteit te desintegreren. Hoewel elke elektrische ontlading of vonk slechts een kleine hoeveelheid materiaal verwijdert, gebeurt het proces honderdduizenden keren per seconde.
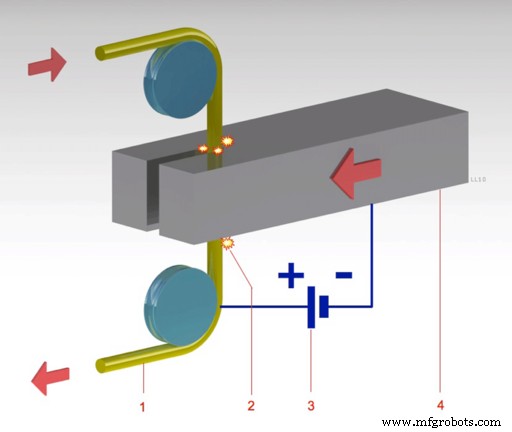
Bij draadvonken fungeert een ongelooflijk dunne draad als kathode, terwijl het geleidende werkstuk als anode fungeert. De draad loopt tussen twee geleiders die onafhankelijk van elkaar kunnen bewegen om unieke vormen te creëren. Dit brengt echter enkele beperkingen met zich mee voor de mogelijkheden van het proces, aangezien de draad over het algemeen door het hele werkstuk moet gaan.
Net als bij andere soorten EDM maken de kathode en anode normaal gesproken geen fysiek contact. In plaats daarvan veroorzaakt het grote verschil in elektrisch potentiaal (spanning) tussen de draad en het werkstuk ionisatie in de diëlektrische vloeistof, waardoor deze elektrisch geleidend wordt.
Simpel gezegd, het resultaat is een vonk die smelt of verdampt en kleine stukjes van zowel de draadelektrode als het werkstuk losmaakt, de zogenaamde EDM-chips. Deze microscopisch kleine EDM-chips worden vervolgens weggespoeld en uitgefilterd in de circulatie van de diëlektrische vloeistof.
Hoe werkt draadvonken?
Voorbeeld van een "Wire EDM" door LaurensvanLieshout
Publiek domein, via Wikimedia Commons
Omdat de draadelektrode tijdens het vonken beschadigd raakt, moet deze continu door het werkstuk worden gevoerd en bijgevuld. Evenzo wordt de diëlektrische vloeistof, meestal gedeïoniseerd water in draadvonken, gecirculeerd, gefilterd en gedeïoniseerd om te voorkomen dat het onregelmatige vonken veroorzaakt.
Het draadsysteem en de diëlektrische vloeistof vormen de twee hoofdcomponenten van draadvonken, die synchroon moeten werken om efficiënte, nauwkeurige sneden en een hoogwaardige oppervlakteafwerking te garanderen.
Het draadsysteem
De draad in draadvonken is meestal gemaakt van messing of koper, soms met een zinklaag om de consistentie en efficiëntie te verbeteren. De draad is erg dun, meestal 0,3 mm in diameter of minder, dus de constante erosieschade door vonken slijt er snel doorheen. Daarom moet er constant verse draad door het werkstuk worden gevoerd met spoelen met meerdere kilometers draad. De beschadigde draad wordt aan het einde van het proces gerecycled.
De diëlektrische vloeistof
Het gedeïoniseerde water heeft drie hoofdfuncties in draadvonken:
- Een medium bieden om de krachtige vonken onder controle te houden,
- EDM-spanen van het werkstuk en draad wegspoelen, en
- Het werkstuk koelen om overmatige thermische belasting te voorkomen.
Als het goed werkt, moet het gedeïoniseerde water fungeren als een isolator tussen de draadelektrode en het werkstuk totdat er een voldoende groot verschil in elektrische lading tussen beide is. Dit zorgt voor een soort gecontroleerde chaos, omdat de vonken op verschillende punten vergelijkbare "sterkten" hebben, waardoor een gladde, gelijkmatige snede rond de onmiddellijke nabijheid van de draad ontstaat. Overmatige verontreinigingen kunnen de isolerende eigenschappen van het water verzwakken, waardoor er meer grillige en inconsistente vonken ontstaan.
Dit is ook de reden waarom de diëlektrische vloeistof constant moet worden weggespoeld om de opbouw van EDM-chips en ionen in het water te voorkomen. Om dit effectief te laten gebeuren, moet het werkstuk worden ondergedompeld en moet er een constante stroom gedeïoniseerd water rechtstreeks door het snijgebied stromen.
De stromende vloeistof trekt ook warmte uit het snijgebied om oververhitting te voorkomen die thermische spanning in het werkstuk zou kunnen veroorzaken. Vooral bij zeer dikke materialen moet de vloeistofstroom zorgvuldig worden gecontroleerd om de door warmte beïnvloede zone (HAZ) in het werkstuk te beheersen. Overmatige thermische spanning kan microscheurtjes en veranderde materiaaleigenschappen nabij het snijoppervlak veroorzaken.
Wire EDM:voordelen en beperkingen

Met een beter begrip van hoe dit productieproces werkt, is het de moeite waard een samenvatting te maken van de belangrijkste sterke en zwakke punten.
De belangrijkste voordelen van het gebruik van draadvonken zijn dat het:
- Een van de voorkeursmethoden voor het snijden van zeer harde materialen, vooral wanneer de snijhoek niet loodrecht op het werkoppervlak staat.
- In staat om zeer nauwe toleranties te bereiken (binnen ± 0,012 mm), met minimale kerf en geen tapsheid door de snede.
- Geschikt voor zowel zeer dunne als zeer dikke materialen zonder significante invloed op de snijkwaliteit of vervorming van het onderdeel.
- Uitstekend voor het creëren van zeer hoogwaardige oppervlakteafwerkingen, vooral nadat skimming-passages zijn gebruikt om de snelle eerste voorbewerkingssnede glad te strijken.
- Een volledig CNC-proces, wat betekent dat operators doorgaans alleen nodig zijn voor het laden en lossen van verbruiksartikelen en onderdelen. Daarom kan het proces arbeidsbesparend zijn.
De belangrijkste beperkingen en tekortkomingen van draadvonken zijn dat het:
- Alleen compatibel met geleidende materialen.
- Over het algemeen niet efficiënt voor gebruik met heterogene materialen, zoals met koolstofvezel versterkte polymeren, en onzuivere materialen, zoals goedkoop gereedschapsstaal met grote insluitsels.
- Soms tijdrovender dan andere geschikte processen, afhankelijk van de omstandigheden.
- Niet in staat om gaten te boren, die mogelijk moeten worden gestart door een ander proces, zoals EDM voor het maken van gaten, indien vereist door het ontwerp.
- Potentieel duurder dan alternatieven zoals waterstraalsnijden, vooral als het gaat om verbruiksartikelen.
Een andere overweging kan zijn dat draadvonken thermische spanningen in het werkstuk kan introduceren, waardoor de eigenschappen van het materiaal veranderen of microscheurtjes ontstaan. Aan de andere kant oefent het geen mechanische snijkrachten uit op het werkstuk.
Is draadvonken het juiste proces voor u?

Als bovenstaande mogelijke beperkingen niet van toepassing zijn op uw project, blijkt draadvonken een uitzonderlijke methode te zijn voor het snijden van harde materialen met hoge diktes. Dit proces staat synoniem voor precisie, nauwkeurigheid, consistentie en hoge kwaliteit.
Dit betekent dat draadvonken regelmatig wordt toegepast voor onderdelen met complexe geometrieën en nauwe toleranties, vooral bij het gebruik van geavanceerde materialen. Breekbare onderdelen van medische apparatuur, precisieonderdelen voor de ruimtevaart en gereedschappen gemaakt van bijzonder harde materialen zoals titanium zijn geweldige toepassingen voor dit fabricageproces.
Als u wilt weten hoe draadvonken uw nauwkeurig gesneden onderdelen kan produceren, bekijk dan onze pagina met draadvonkendiensten om te zien wat Gensun te bieden heeft.
CNC machine
- Wat is een Toggle Press en hoe werkt het?
- Wat is een demagnetiseerder en hoe werkt het?
- Wat is schurende jetbewerking en hoe werkt het?
- Wat is transfer molding en hoe werkt het?
- Wat is een zonne-omvormer en hoe werkt het?
- Wat is een verduisterde VPN-server en hoe werkt het
- Wat is 3D-printen? - Soorten en hoe werkt het?
- Wat is booglassen? - Typen en hoe werkt het?
- Wat is Bevel Protractor en hoe werkt het?
- Wat is een CNC-kotterbank en hoe werkt het?
- Wat is een industriële koppeling en hoe werkt het?