


Werkhoudingsstijlen en overwegingen
Machinisten hebben een aantal variabelen waarmee ze rekening moeten houden bij het instellen van apparaten voor een machinale bewerking. Als het gaat om cnc-werkstukopspanning, zijn er enkele grote verschillen tussen het vasthouden van een duplicaatonderdeel met een losse tolerantie met een cyclustijd van 10 minuten en het vasthouden van een gespecialiseerd onderdeel met een strikte tolerantie met een cyclustijd van 10 uur. Bepalen welke methode het beste werkt voor uw bewerkingstaak is essentieel voor het handhaven van een efficiënte bewerking.
CNC werkstukopspaninrichtingen
Ideale werkstukopspanningen hebben gemakkelijk herhaalbare instellingen. Om deze reden hebben sommige machines standaard werkstukopspaninrichtingen. Bankschroeven worden over het algemeen gebruikt bij freesmachines, terwijl spantangen of spantangen worden gebruikt bij het draaien van een draaibank. Soms heeft een onderdeel een aangepaste cnc-werkstukopstelling nodig om het onderdeel goed vast te zetten tijdens de bewerking. Armaturen en mallen zijn voorbeelden van aangepaste apparaten.
Fixtures en mallen
Een mal is een werkstuk dat een werkstuk vasthoudt, ondersteunt en lokaliseert en het snijgereedschap naar een specifieke bewerking leidt (meestal door het gebruik van een of meer bussen). Een armatuur is in wezen hetzelfde type apparaat, maar het belangrijkste verschil is dat het het snijgereedschap niet naar een bepaalde bewerking leidt. Armaturen worden meestal gebruikt bij freesbewerkingen, terwijl mallen over het algemeen worden gebruikt bij boren, ruimen, tappen en kotteren. Malen en klemmen zijn nauwkeuriger in vergelijking met standaard cnc-werkstukopspaninrichtingen, wat leidt tot nauwere toleranties. Ze kunnen ook indexeerbaar zijn, waardoor ze zowel de beweging van het snijgereedschap als de beweging van het werkstuk kunnen regelen. Zowel mallen als armaturen bestaan uit dezelfde basiscomponenten:armatuurlichamen, locators, steunen en klemmen.
De 4 armatuurlichamen
Er zijn 4 basistypen armatuurlichamen:frontplaten, grondplaten, hoekplaten en grafstenen.
Voorplaten: Meestal gebruikt in draaibankbewerkingen, waar componenten aan de voorplaat worden bevestigd en vervolgens op de spil worden gemonteerd.
Grondplaten: Gebruikelijk bij frees- en boorbewerkingen en worden op de werktafel gemonteerd.
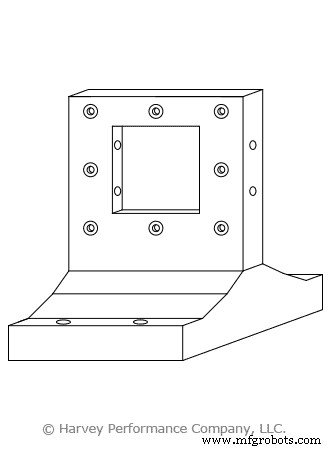
Hoekplaten: Twee platen loodrecht op elkaar, maar sommige zijn verstelbaar of aangepast om de hoek van het werkstuk te veranderen.
Grafstenen :Grote verticaal georiënteerde rechthoekige armaturen die een werkstuk loodrecht op de werktafel oriënteren. Grafstenen hebben ook twee kanten om plaats te bieden aan meerdere delen.
Locators
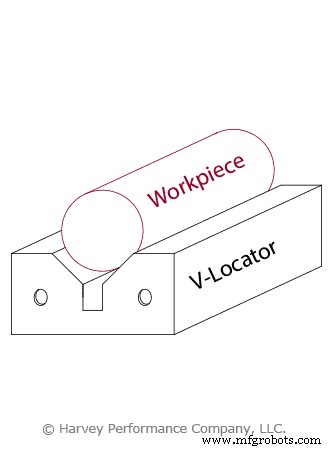
Locators worden gekenmerkt door vier criteria:gemonteerd, integraal, vast en verstelbaar. Gemonteerde plaatsbepalers, kunnen worden bevestigd en verwijderd van het armatuur, in tegenstelling tot integrale plaatsbepalers die in het armatuur zijn ingebouwd. Vaste plaatsbepalers laten geen bewegende componenten toe, terwijl verstelbare plaatsbepalers beweging mogelijk maken door het gebruik van schroefdraad en/of veren, en kunnen worden aangepast aan de grootte van een werkstuk. Deze kunnen worden gecombineerd om de juiste verhouding tussen stijfheid en montage te bieden. Een V-locator armatuur is bijvoorbeeld de combinatie van gemonteerde en vaste zoekertjes. Het kan aan een armatuur worden bevestigd, maar heeft geen bewegende onderdelen.
Ondersteunt
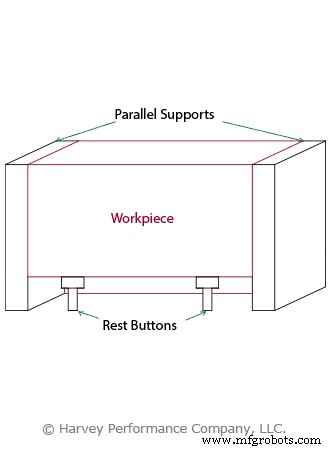
Steunen doen precies wat hun naam doet vermoeden, ze ondersteunen het werkstuk tijdens het bewerkingsproces om vervorming van het werkstuk te voorkomen. Deze componenten kunnen ook dienst doen als zoeker en zijn ook vast, verstelbaar en integraal of gemonteerd. Over het algemeen worden tijdens de fabricage steunen onder het werkstuk geplaatst, maar dit hangt ook af van de geometrie van het werkstuk, de machine die wordt bediend en waar het snijgereedschap contact zal maken. Steunen kunnen in verschillende soorten en maten komen. Rustknoppen zijn bijvoorbeeld kleinere steuncomponenten die in serie worden gebruikt, hetzij van onder het werkstuk of vanaf de zijkanten. Tegelijkertijd worden parallelle steunen aan weerszijden van het onderdeel geplaatst om algemene ondersteuning te bieden.
Klemmen
Klemmen zijn apparaten die worden gebruikt om dingen te versterken of bij elkaar te houden, en zijn er in verschillende vormen, maten en sterktes. Bankschroeven en klauwplaten hebben beweegbare kaken en worden beschouwd als standaard klemmen. Een atypisch voorbeeld is de spanklem, die een scharnierpen heeft die fungeert als een draaipunt voor een hefboomsysteem. Een van de handigere typen is een krachtspansysteem. Er zijn twee soorten krachtklemmethoden:hydraulisch en pneumatisch.
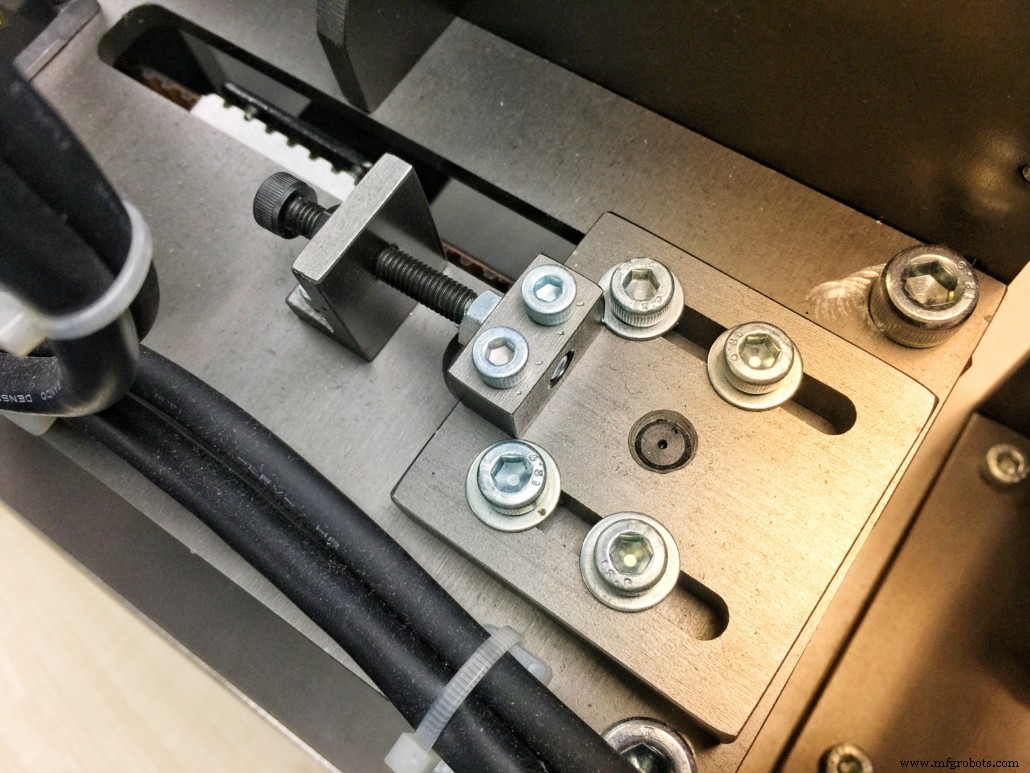
Voorbeeld van een standaard armatuuropstelling.
Hydraulische werkstukopspansystemen
Hydraulische systemen creëren een grijpkracht door kracht te verkrijgen door een vloeistof samen te drukken. Dit type krachtklem wordt over het algemeen gebruikt bij grotere werkstukken, omdat deze doorgaans minder ruimte in beslag neemt ten opzichte van pneumatische klemmen.
Pneumatische klemmen
Pneumatische klemmen halen hun grijpkracht uit de kracht die wordt opgewekt door een samengeperst gas (meestal lucht). Deze systemen zijn over het algemeen omvangrijker en worden gebruikt voor kleinere werkstukken die minder ruimte op de werktafel nodig hebben. Krachtklemmen biedt een aantal voordelen ten opzichte van conventioneel klemmen. Ten eerste kunnen deze systemen snel worden geactiveerd en gedeactiveerd om omsteltijd te besparen. Ten tweede oefenen ze een gelijkmatige druk uit op het onderdeel, wat fouten en vervorming helpt voorkomen. Een belangrijk nadeel dat ze met zich meebrengen, zijn de kosten van een systeem, maar dit kan snel worden gecompenseerd door de bespaarde productietijd.
Belangrijke richtlijnen om te volgen
Ten slotte zijn er een paar richtlijnen die u moet volgen bij het kiezen van de juiste CNC-opspaninrichting of malconfiguratie.
Zorg voor de juiste tolerantie
De toleranties van het gebruikte werkstuk moeten 20%-50% kleiner zijn dan die van het werkstuk.
Gebruik acceptabele lokalisatie- en ondersteuningsstukken
Lokaliseer- en steunstukken moeten gemaakt zijn van gehard materiaal om slijtage te voorkomen en meerdere toepassingen mogelijk te maken zonder dat de werkstukken die ze ondersteunen buiten de tolerantie vallen. Steunen en locators moeten ook worden gestandaardiseerd, zodat ze gemakkelijk kunnen worden vervangen.
Plaats de werkstukklemmen op de juiste locaties
Klemmen moeten boven de locaties van steunen worden geplaatst om de kracht van de klem in de steun te laten gaan zonder het werkstuk te vervormen. Er moeten ook klemmen, plaatshouders en steunen worden geplaatst om de snijkrachten zo gelijkmatig mogelijk over het onderdeel te verdelen. De opstelling moet gemakkelijk klemmen mogelijk maken en er is niet veel verandering in de tijd nodig
Maximale bewerkingsflexibiliteit
Het ontwerp van de opspanning of mallen moet het aantal bewerkingen dat in één richting kan worden uitgevoerd, maximaliseren. Tijdens de bewerking moet de opstelling stijf en stabiel zijn.
Kortom
Werkstukopspanning kan op een aantal verschillende manieren worden bereikt en dezelfde taak volbrengen van het succesvol vastgrijpen van een onderdeel tijdens een machinale bewerking met als eindresultaat tolerantie. De kwaliteit van deze werkstukopspanning kan sterk verschillen, aangezien sommige opstellingen efficiënter zullen zijn dan andere. Er is bijvoorbeeld geen reden om een uitgebreide mal te maken voor het maken van een kleine gleuf in het midden van een rechthoekige baksteen van aluminium; een bankschroef grip zou prima werken. Het maximaliseren van de efficiëntie en effectiviteit van de cnc-werkstukopstelling van een machinist zal de productiviteit verhogen door te besparen op omschakeling, tijd en kosten van afgedankte onderdelen die buiten de tolerantie vallen.
CNC machine
- Wat is superfinishing in metaalbewerking?
- Praktische overwegingen - Batterijen
- Praktische overwegingen - Inductoren
- Hoe het nulpunt van de CNC-router op het werkstuk in te stellen?
- Top 6 belangrijkste overwegingen voordat u een machinewerkplaats inhuurt
- Overwegingen bij PCB-layout
- CNC-werkstukvastzetmethoden - Vind de beste manier om uw werkstuk te laden voor CNC-bewerking
- Overwegingen bij het ontwerpen van antennes bij IoT-ontwerp
- Overwegingen bij het thermische ontwerp van PCB's
- Soorten slijpmachines
- Het draaiproces bij CNC-bewerking begrijpen