


22 Soorten draaibankmachinebewerkingen [Volledige gids]
In dit artikel leert u wat de verschillende soorten draaimachinebewerkingen zijn die op de draaibankmachine worden uitgevoerd.
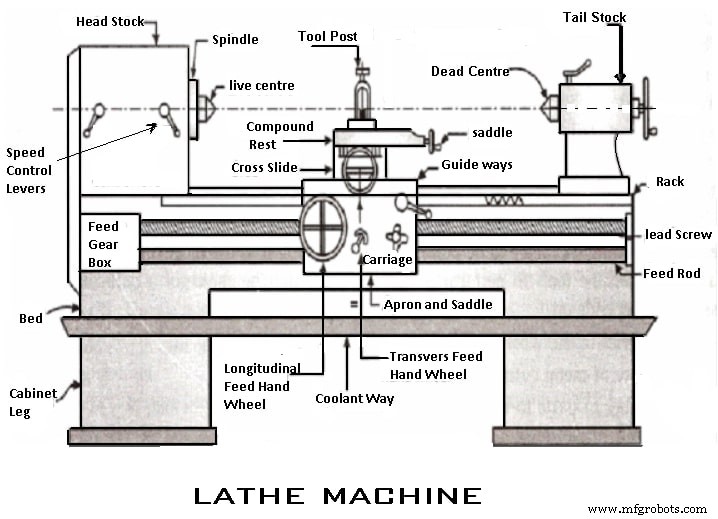
Bewerkingen van draaibankmachines
Een draaibank is een machine die het werkstuk rond een as roteert om verschillende bewerkingen uit te voeren, zoals draaien, vlakken, taps draaien, kartelen, groefsteken, afsteken, draadsnijden, ruimen, enz.
Laten we als volgt alle bewerkingen van de draaimachine één voor één bespreken.
Om verschillende machinebewerkingen op een draaibank uit te voeren, kan het werkstuk worden ondersteund en aangedreven door een van de volgende methoden:
- Werkstuk vastgehouden tussen middelpunten en gereedschap aangedreven door dragers en vangplaten.
- Werkstuk vastgehouden op een doorn die tussen de middelpunten wordt ondersteund en wordt aangedreven door dragers en vangplaten.
- Gehouden en aangedreven door spankop met het andere uiteinde ondersteund op het midden van de losse kop.
- Gehouden en aangedreven door een boorkop of een voorplaat of een hoekplaat.
De bovenstaande methoden om het werk vast te houden kunnen worden ingedeeld in twee rubrieken:
- Werkstuk tussen centra gehouden.
- Werkstuk vastgehouden door een boorkop of andere klemmen.
Soorten bewerkingen van draaimachines
De draaibank machine bewerkingen zijn ingedeeld in drie hoofdcategorieën en zijn als volgt.
Hieronder volgen de bewerkingen van de draaibankmachine gedaan door het werkstuk tussen de middelpunten te houden of door een spankop:
- Draaibewerking
- Normaal of recht draaien
- Ruw draaien
- Schouder draaien
- Conisch draaien
- Excentrisch draaien
- Bediening onder ogen zien
- Afschuining
- Knurling-operatie
- Draadknipbewerking
- Opslagbewerking
- Polijstbewerking
- Groefbewerking
- Spinbewerking
- Lenteopwinding
- Vormen
Bewerkingen van draaibankmachines die worden uitgevoerd door het werkstuk vast te houden aan een spankop of een voorplaat of een hoekplaat zijn:
- Boren
- Reamen
- Saai
- Tegenslag
- Taper saai
- Tik op
- Onderbieding
- Binnendraad snijden
- Afscheid
De bewerking die wordt uitgevoerd door speciale bijlagen gebruiken zijn:
- Slijpen
- Frezen
Lees ook over Draaibankmachine:
- Draaimachine:onderdelen, typen, accessoires, hulpstukken
- 7 soorten klauwplaten voor draaibanken met [afbeeldingen]
- Snijsnelheid, voeding, snedediepte, bewerkingstijd in draaibankmachine
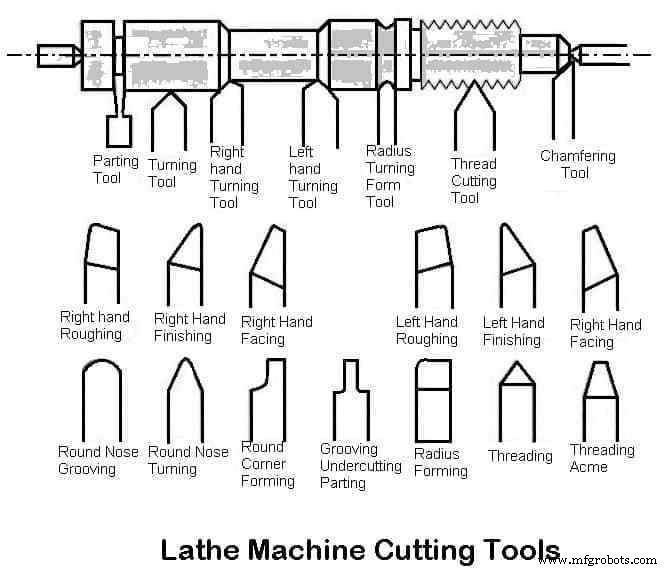
- 14 verschillende soorten snijgereedschap voor draaibanken
1. Bewerkingen uitgevoerd door het werkstuk tussen de centra te houden
Draaien:
Het is het meest voorkomende type bewerking bij alle bewerkingen van draaimachines. Draaien is de bewerking waarbij overtollig materiaal van het werkstuk wordt verwijderd om een cilindrisch oppervlak tot de gewenste lengte te produceren.
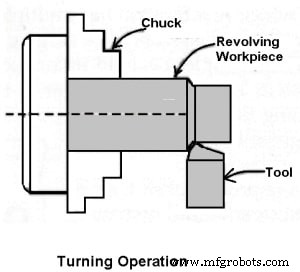
Het werk wordt tussen het midden of een boorkop gehouden en met een vereiste snelheid rondgedraaid. Het gereedschap beweegt in de lengterichting om de voeding naar de aankoppelbok te geven met de juiste snedediepte. De oppervlakteafwerking is zeer goed.
1. Rechtdoor draaien:
Het werkstuk wordt op de boorkop gehouden en het is gemaakt om rond de as te roteren, en het gereedschap wordt evenwijdig aan de draaibankas toegevoerd. Het rechte draaien produceert een cilindrisch oppervlak door overtollig metaal van het werkstuk te verwijderen.
2. Ruw draaien:
Het is het proces waarbij overtollig materiaal in een mum van tijd van het werkstuk wordt verwijderd door een hoge voeding en een grote snedediepte toe te passen. bij voorbewerken kan de gemiddelde snedediepte van 2 mm tot 4 mm worden opgegeven en de voeding is 0,3 tot 1,5 mm per omwenteling van het werkstuk.
3. Schouder draaien:
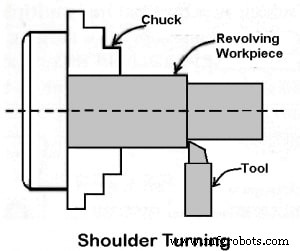
Wanneer een werkstuk verschillende diameters heeft en moet worden gedraaid, worden de oppervlaktevormende stappen van de ene diameter naar de andere de schouder genoemd, en het bewerken van dit deel van het werkstuk wordt schouderdraaien genoemd.
Excentrisch draaien:
Wanneer een cilindrisch oppervlak met twee afzonderlijke rotatie-assen, met de eerste as, wordt verschoven ten opzichte van de andere as, wordt een dergelijk werkstuk bewerkt door de bewerking die excentrisch draaien wordt genoemd. Hier worden drie sets centrale gaten geboord.
Door het werkstuk op deze drie centra te houden, kan de bewerking voor elk oppervlak worden voltooid.
Conisch draaien:
- Een "taper" is de uniforme toename of afname van de diameter van het werkstuk en gemeten samen met zijn lengte.
- Conisch draaien betekent het produceren van een conische vorm door een geleidelijke vermindering van de diameter van een cilindrisch werkstuk.
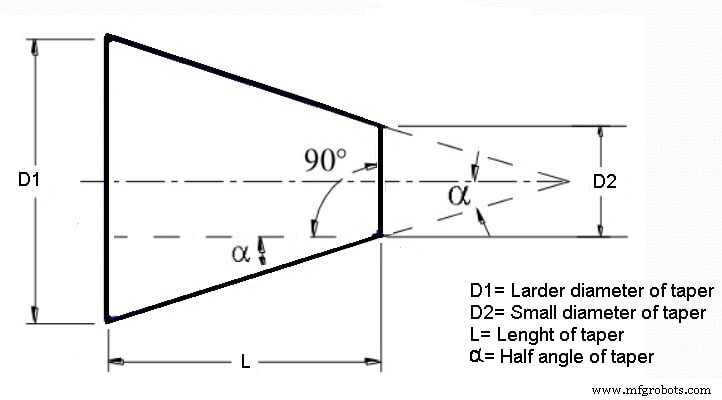
De hoeveelheid tapsheid in het werkstuk wordt meestal gespecificeerd op basis van het verschil in diameter van de tapsheid tot zijn lengte. Het staat bekend als een kegel en wordt aangegeven met de letter K.
Het heeft de formule K =D-d / 1 om de conus op het werkstuk te produceren.
- D =Grotere taps toelopende diameter.
- d =Kleine diameter van de tapsheid.
In het geval van een draaibank wordt de tapsheid op een bepaald werkstuk verkregen door de taak af te stemmen en het gereedschap onder een hoek aan te voeren om een geleidelijke toename of afname van de diameter van het werkstuk te produceren.
- De twee belangrijke soorten taps toelopende delen zijn,
- "Meer taps" hier, de hoek is erg klein en varieert van 1,4 tot 1,5°.
- ”Metrische tapsheid” is verkrijgbaar in zeven standaardmaten met standaard taps toelopende hoeken.
- Methoden van taps draaien,
- Vormtoolmethode
- Gecombineerde feeds-methode
- Samengestelde rustmethode of draaibare samengestelde rustmethode
- Staartstok over methode
- Werkwijze voor taps draaien
1. Methode met formuliertool
Hier is de verkregen conuslengte gelijk aan de breedte van het vormgereedschap. Om de vereiste conusmaat te verkrijgen, wordt het vormgereedschap langzaam recht in het werkstuk gevoerd door de dwarsslede loodrecht op de draaias te bedienen.
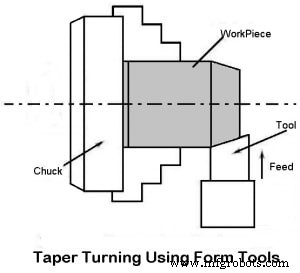
Dit is de eenvoudigste methode van taps draaien. Het is beperkt tot het verkrijgen van een kleine tapse lengte, zoals het afschuinen van de zijkant van het werkstuk. De methode wordt sneller uitgevoerd.
2. Methode voor gecombineerde feeds
De gecombineerde voeding wordt gemaakt met de beweging van een gereedschap in longitudinale en laterale richting tegelijkertijd terwijl het werkstuk wordt verplaatst.

De tapsheid, die we gaan verkrijgen, is gelijk aan de resultante van de grootte van de longitudinale en laterale voedingen. Door de voedingssnelheden in beide richtingen te wijzigen, kunnen de richting en de tapse hoek veranderen.
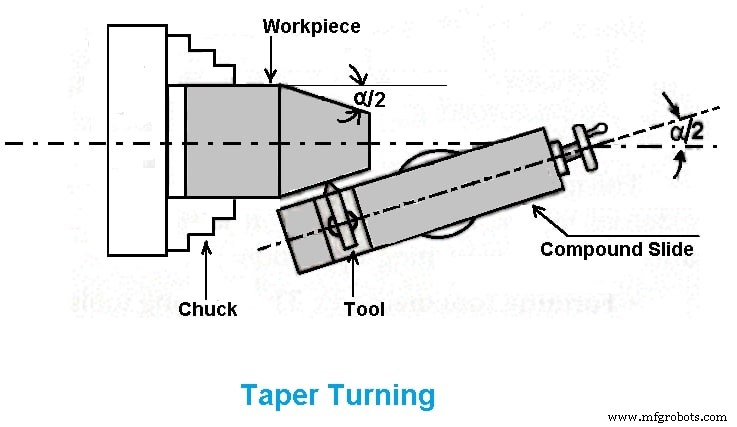
3. Samengestelde steun draaimethode
Hier draait het werkstuk en wordt het snijgereedschap schuin toegevoerd door een zwenkbare compoundsteun. De basis van de samengestelde rust is gegradueerd in graden.
De tapse hoek is de hoek waaronder de te roteren samengestelde steun wordt berekend met behulp van de formule tanα =D-d / 21, waarbij, D=grotere diameter, d =kleinere diameter, l =lengte van het werkstuk.
Verbindingssteun kan in de gewenste hoek α worden gezwenkt. Zodra de samengestelde rust is ingesteld op een
4.Conisch draaiende bevestigingsmethode
- Deze methode is vergelijkbaar met de samengestelde rustmethode.
- Hier draait de taak of het werkstuk en wordt het gereedschap in de tapse hoek toegevoerd α.
- In deze opstelling, die een geleidingsblok heeft dat in graden is gegradueerd, kan met behulp hiervan het blok een taps toelopende hoek ten opzichte van de as van de draaibank worden vereist.
- De tapse hoek wordt op dezelfde manier berekend als de
compound rustmethode met de formule:tanα =D-d / 21.
Voordelen van taps toelopend hulpstuk:
- Interne tapsheid kan nauwkeurig worden verkregen.
- grote taps toelopende delen kunnen gemakkelijk worden verkregen.
- Zodra het hulpstuk is ingesteld, kan het taps draaien in een sneller tempo worden uitgevoerd.
- Door de conische hoek op 'nul' in te stellen, kunnen we gewoon draaien uitvoeren.
Nadelen van taps toelopend hulpstuk:
- Het vereist extra montagefaciliteiten.
- Het aanbrengen en verwijderen van hulpstukken kost meer tijd.
- De bevestiging moet grote krachten opnemen.
Werkwijze met losse kop:
Hier wordt het werkstuk op de baan gekanteld in de vereiste conische hoek. Het gereedschap wordt parallel aan de as aangevoerd.
Het kantelen van het werkstuk of de baan naar de gewenste conische hoek wordt bereikt door de beweging van de losse kop met behulp van de losse kop die over de schroef is geplaatst. Deze methode is handig voor kleine versmallingen.
Gericht :
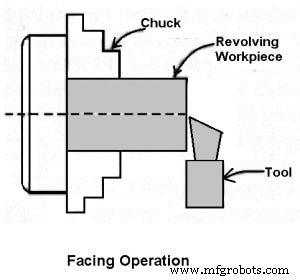
Het is een bewerking waarbij de lengte van het werkstuk wordt verminderd door de loodlijn op de as van de draaibank te voeren. Deze bewerking van het verminderen van een plat oppervlak aan het uiteinde van het werkstuk. Voor deze bewerking kan een normaal draaigereedschap of vlakgereedschap worden gebruikt. De snijkant van het gereedschap moet op dezelfde hoogte worden ingesteld als het midden van het werkstuk.
- Facing bestaat uit 2 bewerkingen
- Voorbewerken:hier is de snedediepte 1,3 mm
- Afwerking: hier is de snedediepte 0,2-0,1 mm.
Afschuining:
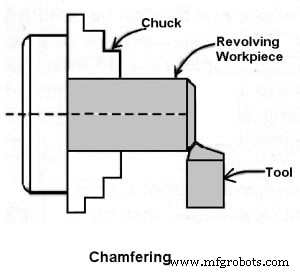
Het is de bewerking van het verkrijgen van een afgeschuind oppervlak aan de rand van een cilindrisch werkstuk. Deze bewerking wordt uitgevoerd in het geval van boutuiteinden en asuiteinden. Afschuinen helpt schade aan de scherpe randen te voorkomen en beschermt de operatie tegen blessures tijdens andere operaties. Afschuinen op de bout helpt om de moer gemakkelijk vast te draaien.
Knurling-operatie:
Het is een bewerking waarbij een diamantvorm op het werkstuk wordt verkregen voor het grijpen. Dit wordt gedaan om een beter grijpoppervlak te bieden bij bediening met de hand. Het wordt gedaan met behulp van een kartelgereedschap. Het gereedschap bestaat uit een set gehard stalen rollen en wordt stevig op de gereedschapspaal gehouden.
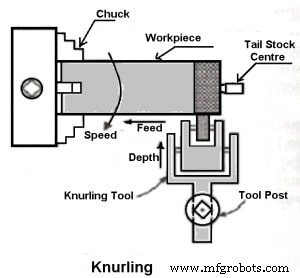
Het kartelen gebeurt met de laagst mogelijke snelheid op een draaibank. Het wordt gedaan op de handvatten en ook in het geval van uiteinden van meters. De voeding varieert van 1 tot 2 mm per omwenteling. Twee of drie sneden kunnen nodig zijn om de volledige indruk te geven.
Draden knippen:
Het is de belangrijke bewerking in de draaibank om de continue "spiraalvormige groeven" of "schroefdraden" te verkrijgen.
Wanneer de schroefdraad of spiraalvormige groeven op het buitenoppervlak van het werkstuk worden gevormd, wordt dit uitwendig draadsnijden genoemd. Wanneer de schroefdraad of spiraalvormige groeven op het binnenoppervlak van het werkstuk worden gevormd, wordt het snijden van interne schroefdraad genoemd. Het werkstuk roteert tussen de twee centra, d.w.z. het levend centrum en het dode punt van de draaibank.
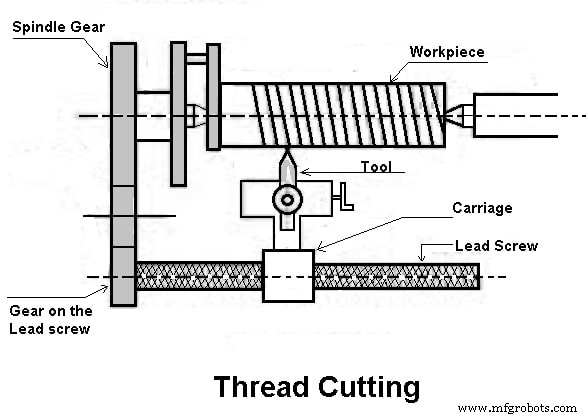
Hier wordt het gereedschap in de lengterichting bewogen om het gewenste type schroefdraad te verkrijgen. Wanneer het gereedschap van rechts naar links wordt bewogen, krijgen we de linkse draad. Evenzo, wanneer het gereedschap van links naar rechts wordt bewogen, krijgen we de rechtse draad.
Hier wordt de beweging van de wagen verzorgd door de spindel. Een paar wisseltandwielen drijft de spindel aan en door aan de hendel te draaien kan de snedediepte worden geregeld.
Vullen:
Het is de afwerkingsbewerking die wordt uitgevoerd na het draaien. Dit wordt gedaan op een draaibank om bramen, scherpe hoeken en voedingssporen op een werkstuk te verwijderen en ook om het op maat te maken door de zeer kleine hoeveelheid metaal te verwijderen.
De bewerking bestaat uit het passeren van een platte enkelgesneden vijl over het werkstuk dat met hoge snelheid ronddraait. De snelheid is meestal twee keer zo snel als bij het draaien.
Polijsten:
Deze bewerking wordt uitgevoerd na het vijlen om de oppervlaktekwaliteit van het werkstuk te verbeteren. Polijsten met achtereenvolgens fijnere schuurlinnen na het vijlen resulteert in een zeer glad, glanzend oppervlak. De draaibank draait met hoge snelheden van 1500 tot 1800 m per minuut en er wordt olie gebruikt op het schuurlinnen.
Groeven:
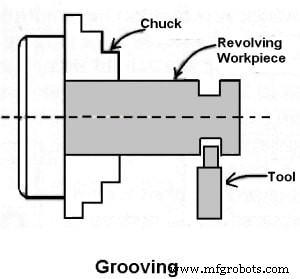
Het is het proces waarbij de diameter van een werkstuk over een zeer smal oppervlak wordt verkleind. Het wordt gedaan door een groefgereedschap. Een groefsteekgereedschap is vergelijkbaar met het afsteekgereedschap. Het wordt vaak gedaan aan het einde van een draad of naast een schouder om een kleine marge over te laten.
Spinnen:
het is het proces waarbij een dunne plaat metaal wordt gevormd door de baan met hoge snelheid rond te draaien en tegen een as van de kop te drukken. Er wordt ook ondersteuning gegeven vanaf het uiteinde van de losse kop.
Lentewikkeling:
Veerwikkeling is het proces van het maken van een spiraalveer door een draad rond een doorn te leiden die op een boorkop of tussen middelpunten wordt gedraaid. Er is een klein gaatje voorzien in de stalen staaf, die wordt ondersteund door Tool Post en de draad kan er doorheen gaan.
Vorming:
Het is het proces van het draaien van een convexe, concave of onregelmatige vorm. Vormdraaien kan op de volgende manier worden bereikt:
- Een vormgereedschap gebruiken.
- Combinatie van dwars- en lengtevoeding.
- Een sjabloon traceren of kopiëren.
Vormgereedschappen zouden niet veel van het materiaal moeten verwijderen en worden voornamelijk gebruikt voor het afwerken van gevormde oppervlakken. Over het algemeen worden twee soorten vormgereedschappen gebruikt, recht en rond. Het rechte type wordt gebruikt voor een breder oppervlak en het ronde type voor smalle oppervlakken.
2. Operaties gedaan door het werk vast te houden door een klauw
Bewerkingen van draaibanken die worden uitgevoerd door het werkstuk vast te houden aan een spankop of een voorplaat of een hoekplaat zijn:
Boren:
Boren is de bewerking van het maken van een cilindrisch gat in een werkstuk. Het wordt gedaan door een roterend gereedschap, de roterende kant van de snijder, ook wel een boormachine genoemd. Bij deze bewerking draait het werkstuk in een boorkop of een voorplaat en wordt de boor vastgehouden in de boorhouder van de losse kop of boorkop.
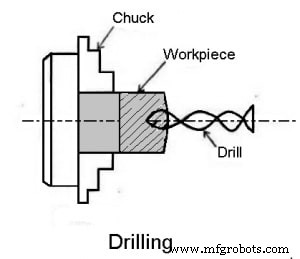
De invoer wordt beïnvloed door de beweging van de losse kopas. Deze methode wordt gebruikt voor het boren van regelmatig gevormde werkstukken.
Reamen:
Ruimen is de bewerking van het afwerken en op maat maken van een gat dat al is geboord of geboord. Het gereedschap dat wordt gebruikt, wordt de ruimer genoemd, die snijkanten voor meerdere platen heeft.
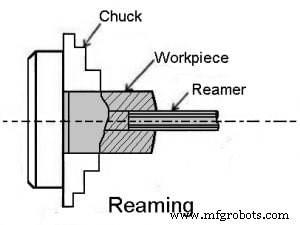
De ruimer wordt op de spindel van de losse kop gehouden, direct of via een boorkop, en wordt stationair gehouden terwijl het werk met een zeer lage snelheid wordt rondgedraaid.
Saai:
Boren is de bewerking van het vergroten van het gat dat al is geboord, geponst of gesmeed. Het kan geen gat produceren. Kotteren is vergelijkbaar met uitwendig draaien en kan op een draaibank worden uitgevoerd. Bij deze bewerking wordt het werkstuk in een klauwplaat of een voorplaat gedraaid en worden de gereedschappen die op de gereedschapshouder zijn gemonteerd, in het werkstuk gevoerd.
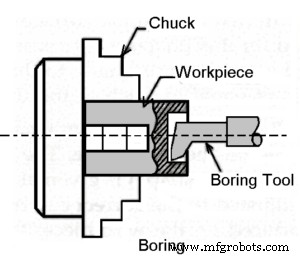
Het bestaat uit een kotterbaar met een enkelpunts snijgereedschap dat het gat vergroot. Het corrigeert ook de ronding van een gat. Deze methode wordt alleen gebruikt voor het kotteren van kleine werken. De snelheid van dit proces is traag.
Tegenslag:
Verzinkboren is de bewerking van het vergroten van het uiteinde van het gat over een bepaalde afstand. Het is vergelijkbaar met schouderwerk bij uitwendig draaien.
De bewerking is vergelijkbaar met kotteren en gewone kottergereedschappen of een verzinkboor kan worden gebruikt. Het gereedschap wordt een verzonken boring genoemd. De snelheid is iets minder dan bij boren.
Taper saai:
Het principe van het draaien van een taps gat is vergelijkbaar met de externe taps draaiende bewerking en wordt voltooid door het werk op een boorkop of een voorplaat te draaien. Het invoergereedschap staat onder een hoek met de rotatie-as van het werkstuk.
Een kottergereedschap wordt op de gereedschapspaal gemonteerd en door de samengestelde slede in de gewenste hoek te draaien, wordt een kort taps gat machinaal bewerkt met de hand.
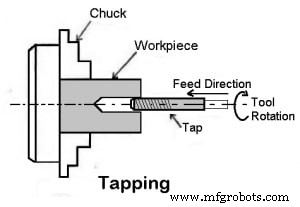
Tik op:
Tappen is de bewerking van het snijden van interne schroefdraad met een kleine diameter met behulp van een meerpunts snijgereedschap dat de tap wordt genoemd. In een draaibank wordt het werk op een boorkop of op een voorplaat gemonteerd en met een zeer lage snelheid rondgedraaid. Een kraan van de gewenste maat die op een speciale bevestiging wordt gehouden, wordt op de losse kopas gemonteerd.
Onderbieding:
Ondersnijden is vergelijkbaar met groefsteken wanneer het in een gat wordt uitgevoerd. Het is het proces van het boren van een groef of een groot gat op een vaste afstand van het einde van een gat.
Dit is vergelijkbaar met de kotterbewerking, behalve dat een vierkante neus
3. Draaibankbewerkingen gedaan met behulp van speciale hulpstukken
De bewerkingen van de draaibankmachine worden uitgevoerd met behulp van speciale hulpstukken:
Frezen:
Frezen is de bewerking van het verwijderen van metaal door het werkstuk tegen een roterende frees met meerdere snijkanten aan te voeren.
Voor het snijden van spiebanen of groeven wordt het werk op de dwarsslede ondersteund door een speciaal hulpstuk en tegen een roterende frees gevoerd die wordt vastgehouden door een boorkop. De snedediepte wordt bepaald door verticale aanpassing van het werk dat door het hulpstuk wordt geleverd.
De snedediepte wordt bepaald door verticale aanpassing van het werk dat door het hulpstuk wordt geleverd. De invoerbeweging wordt verzorgd door de slede en de verticale beweging van de snijplotter wordt geregeld in het opzetstuk.
Slijpen:
Slijpen is de bewerking van het verwijderen van het metaal in de vorm van minuscule spanen door het werkstuk tegen een draaiend schuurwiel te voeren dat bekend staat als het slijpwiel.
Zowel het interne als het externe oppervlak van een werkstuk kan worden geslepen met behulp van een speciaal hulpstuk dat op de dwarsslede is gemonteerd. Voor het slijpen van het uitwendige oppervlak kan het werk tussen middelpunten of op een spankop worden gedraaid. Voor inwendig slijpen moet het werk op een boorkop of voorplaat worden gedraaid.
De toevoer wordt gedaan door de wagen en de snedediepte wordt geleverd door de dwarsslede. Slijpen wordt uitgevoerd op een draaibank voor het afwerken van een klus, het slijpen van een frees of het op maat maken van een werkstuk nadat het is uitgehard.
Conclusie:
Zoals we hebben besproken, heeft draaibank een breed scala aan toepassingen in de verwerkende industrie. Het uitvoeren van een bewerking op de draaibank is veel gemakkelijker dan bij andere machines en het leren over deze machine is even gemakkelijk.
Dat was het, bedankt voor het lezen. Als je ons artikel over "draaibankmachinebewerkingen . leuk vindt, ” deel het dan met je vrienden. Als je vragen hebt over dit onderwerp, stel ze dan in de reacties.
Abonneer u op de nieuwsbrief om de laatste updates per e-mail te ontvangen.
Industriële technologie
- Draaibankmachinebewerkingen en draaibanksnijgereedschappen
- Wat is een draaibank? - Definitie, typen en bewerkingen
- Typen draaibankbewerkingen en snijgereedschappen
- Freesmachinedefinitie, proces en typen
- Wat is een boormachine? definitie, soorten boormachines en bewerkingen
- Wat is machinaal draaien?
- Heavy-duty draaibank biedt productieveelzijdigheid
- Wat is een draaibankmachine?
- Verschillende soorten draaibankmachines:
- Verschillende soorten draaibankmachines en hun classificatie:
- Onderdelen van draaibankmachine: