


Wat is GD&T-symmetrie?
Wat is symmetrie?
GD&T-symmetrie is een 3D-tolerantie die ervoor zorgt dat onderdeelkenmerken symmetrisch zijn ten opzichte van het referentievlak. De maatlijn definieert een middenvlak en creëert er een tolerantiezone omheen. Deze tolerantie is vergelijkbaar met concentriciteit en de verificatie van symmetrietolerantie is ook tijdrovend en moeilijk. Over het algemeen wordt aanbevolen om positie, parallelliteit of rechtheid te gebruiken in plaats van symmetrische tolerantie.
GD&T symmetrische dimensionering zorgt voor symmetriecontrole door de afstand tussen twee corresponderende punten aan beide zijden van het referentievlak te controleren en hun middelpunt te berekenen. Deze middelpunten moeten zich in de buurt van het referentievlak en binnen de symmetrische tolerantiezone bevinden die is gespecificeerd in het kenmerkcontroleframe.
Symmetrie Tolerantie Zone
Een parallel vlak aan dezelfde kant als het centrale referentievlak. Het middelpunt van het symmetrische oppervlak moet allemaal binnen dit gebied liggen.
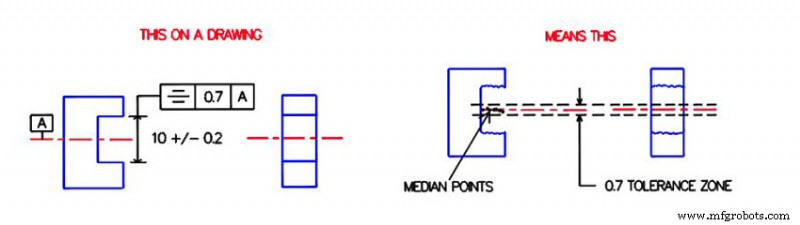
Voorbeelden van symmetrische toleranties worden hieronder weergegeven. De afbeelding hierboven toont het symmetriesymbool dat op de inkeping is aangebracht. Het ingelijste symbool kan worden opgevat als "het middelpunt van deze relatieve oppervlakken moet symmetrisch zijn rond de referentie-as a binnen het tolerantiebereik van 0,7". De volgende afbeelding toont een voorbeeldsectie die aan deze vereiste voldoet. Het middelpunt moet tussen twee vlakken met een onderlinge afstand van 0,7 liggen en op gelijke afstanden rond de referentieas A. Alle punten op het middenvlak moeten binnen het volume tussen de twee vlakken van de tolerantiezone liggen om te worden goedgekeurd.
Symmetrie versus andere highlights
Symetrie en ware positie
Zowel symmetrie als ware positie kunnen worden gebruikt om de ideale positie van onderdeelkenmerken te definiëren. In sommige gevallen kunnen ze zelfs door elkaar worden gebruikt. In vergelijking met symmetrie is het gebruik van echte locatie echter veel breder. Het kan alles wat symmetrie kan doen, maar het tegenovergestelde is niet het geval.
Ware positieannotatie kan een algemene brede tolerantiezone en een cirkelvormig gebied tot stand brengen. Dit vergroot het aantal functies dat het kan bedienen. Extra toleranties zijn toegestaan voor ware positie en niet voor symmetrie. Symmetrie staat ook geen offset van het datumkenmerk en geprojecteerde tolerantiezone toe, die beide mogelijk zijn in de werkelijke positie.
Een ander verschil is dat de werkelijke locatie kan worden opgeroepen ten opzichte van feature size (RF's) of met minimale/maximale materiaalcondities (LMC/MMC). Symmetrie is altijd van toepassing op RF's.
Symmetrie en concentriciteit
De concentriciteitsdimensie regelt de concentriciteit van cilindrische oppervlakken, terwijl de symmetriecontrole gewoonlijk wordt gebruikt voor elk niet-cilindrisch oppervlak. Sommige mensen noemen concentriciteit de circulaire versie van symmetrie. ASME Y14. 5m-1994, 5.14 stelt:"symmetrie en concentriciteitscontrole zijn hetzelfde principe, behalve voor verschillende componentconfiguraties."
GD&T-symmetrie regelt de punten van de twee opties door het referentievliegtuig te ontwikkelen. Aan de andere kant controleert het concentriciteitsbeeld de concentriciteit door een centrale referentie-as vast te stellen. Het breidt dan geleidelijk de centra van de echte cilindrische dwarsdoorsnede uit en of ze zich binnen de cilindrische tolerantiezone dichtbij de grote referentie-as bevinden. Concentriciteit leidt de exacte centrale as af in plaats van het middenvlak.
Hoe symmetrie te meten
In alle GD&T-dimensies is symmetrie een van de moeilijker te meten dimensies. Het middelpunt dat binnen de tolerantiezone moet liggen is een afgeleid kenmerk en er is geen kant-en-klaar oppervlak om te meten. Het symmetriesymbool moet deze middelpunten en de kenmerken onder symmetriecontrole berekenen. Deze berekening vereist veel tijd en bekwame operators.
Er zijn twee hoofdmethoden voor het meten van symmetrietolerantie.
Gebruik een schuifmaat of micrometer
Een coördinatenmeetmachine gebruiken
Gebruik een schuifmaat of micrometer
Micrometers of schuifmaten kunnen worden gebruikt in sommige gevallen waar symmetrie eenvoudiger is. De vaardigheid van de gebruiker en instrumentfouten zullen echter de nauwkeurigheid van dergelijke metingen beïnvloeden, dus dit wordt over het algemeen niet aanbevolen.
Verschillende instrumentontwerpen kunnen worden gebruikt voor verschillende vormen en positiemetingen. Ze kunnen afmetingen effectief meten, maar zijn mogelijk niet zo nauwkeurig bij het verifiëren van het formulier. Een ander nadeel is dat deze methode handmatige registratie van metingen vereist.
Een coördinatenmeetmachine gebruiken
Dit is de meest gebruikelijke manier om symmetrie te meten. Coördinatenmeetmachine (CMM) hoeft alleen de stylus met relatieve punten aan te raken om alle middelpunten te tekenen. In vergelijking met schuifmaat of micrometer biedt deze methode een relatief hogere nauwkeurigheid.
In eerste instantie is de CMM opgezet om het theoretische middenvlak vast te stellen. Gebruik vervolgens de CMM-sonde om beide zijden van symmetrie te meten om de positie van het middelpunt te berekenen. De posities van alle middelpunten langs de lengte van het object worden vergeleken met het referentievlak. De inspecteur keurt het onderdeel goed zolang geen middelpunt de tolerantielimiet rond het referentievlak overschrijdt.
CMM legt de meetresultaten vast. Hoewel deze methode minder operators vereist, is het nog steeds relatief complex om nauwkeurige resultaten te verkrijgen.
Laatste opmerkingen:
Vanwege de specifieke functionele vereisten en meetmoeilijkheden moet symmetrie in de meeste gevallen worden vermeden. Met vlakheid, parallelliteit en ware positie kunt u precies dezelfde beperkingen op het onderdeel vinden, hoewel er meer afmetingen en metingen nodig zijn. Omdat meters echter kunnen worden gebruikt om de werkelijke positie te meten (als MMC wordt gebruikt), en de vlakheid automatisch wordt gecontroleerd door afmetingen en direct vanaf het oppervlak gemeten, kunnen deze in één proces worden gecontroleerd en is er geen tijdige CMM-meting vereist.
Productieproces