


Zag
Achtergrond
Een zaag is een handgereedschap met een getand blad dat wordt gebruikt om harde materialen zoals hout of bot te zagen. Ze behoren tot de oudst bekende gereedschappen. Innovaties die in de loop van duizenden jaren zijn gemaakt, zijn nog steeds aanwezig in moderne, in massa geproduceerde voorbeelden.
De eerste vuursteenzagen verschenen tijdens het vroege paleolithische tijdperk, tussen 60.000 en 10.000
Toen de ijzertijd begon, werden het zwakkere koper en brons weggegooid en werden rake tanden eindelijk mogelijk gemaakt. Uiteindelijk werd het duidelijk dat het verhogen van het aantal tanden in een zaag de efficiëntie van het gebruik ervan verhoogde. Kleine zagen werden gebruikt voor timmerwerk, waarbij de Aziatische stijl van trekzagen specifiek werd gebruikt door de oude Egyptenaren. Hiërogliefen die in Egyptische monumenten zijn ontdekt, beschrijven het gebruik van de zaag door de Egyptenaren bij het maken van meubels. Aanpassingen in het zaagontwerp werden gemaakt op basis van de beoogde toepassing van een zaag. Door de tanden op afstand van elkaar te plaatsen, kon de zaag bijvoorbeeld na de zaagslag als een hark worden gebruikt, waardoor zaagsel uit de zich ontwikkelende "kern" of snede werd verwijderd.
Zagen werden voortdurend verbeterd naarmate innovaties in de metallurgie werden ontwikkeld. Leonardo da Vinci vond in de vijftiende eeuw een marmerzaag uit, en veel ontwikkelaars in Europa en daarbuiten profiteerden van verbeteringen in staal om een betere snijkant te creëren. Gedurende de zeventiende eeuw waren de sterkste bladen nog steeds de smalste. De boogzaag - genoemd naar zijn structurele gelijkenis met de pijl en boog - bleef populair vanwege deze beperking. De populariteit van de houten framezaag onder de vroege Europese kolonisten in Amerika is toegeschreven aan de schaarste aan metaal in de koloniën in die tijd, evenals aan het gebrek aan breedgewalst staal.
Met de komst van de industriële revolutie werden sterkere, duurzamere zagen geproduceerd. Zo werden er in het begin van de achttiende eeuw verschillende vormen van de cirkelzaag gemaakt, hoewel het eerste patent in de Verenigde Staten in 1814 werd verleend aan Benjamin Cummins uit New York. Tegenwoordig wordt een grote verscheidenheid aan handmatige en elektrische zagen geproduceerd voor zowel voor consumenten als voor commercieel gebruik.
Grondstoffen
Gehard, hoogwaardig gereedschapsstaal, gelegeerd met bepaalde andere metalen, is het belangrijkste materiaal dat wordt gebruikt om het zaagblad te vervaardigen. Handgrepen werden vroeger uitsluitend van hout gemaakt, maar moderne gereedschappen kunnen ook van gegoten kunststof worden gemaakt.
Ontwerp
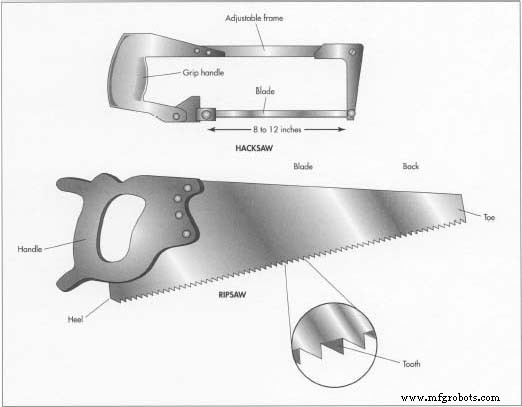
Er zijn drie hoofdtypen handzagen:de ijzerzaag, de bucksaw en de iconisch bekende afkortzaag of ripsaw.
De afkortzaag snijdt dwars door de nerf, terwijl de zaag langs de nerf snijdt. De tanden van een zaag zijn anders geformuleerd om aan verschillende behoeften te voldoen. Als de hoek te extreem is, zullen de tanden aan het hout blijven haken. Als de hoek te ondiep is, kunnen de tanden helemaal niet snijden. De tanden van een afkortzaag hebben een meer stompe hoek dan die van een afkortzaag, om te snijden 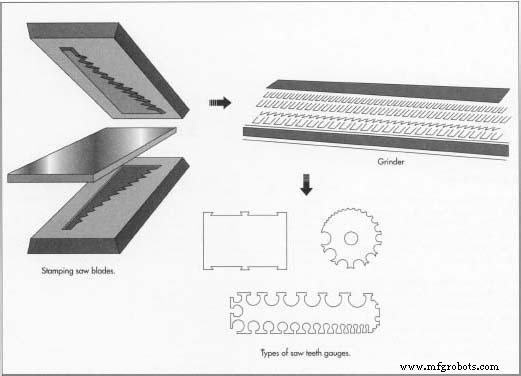 Een speciaal type staal gelegeerd met wolfraam wordt geproduceerd en tot strips gerold. De bladen worden vervolgens met behulp van stansmachines uit het gelegeerde staal gestanst. De zaag is geslepen volgens specificaties. Meters worden gebruikt om de hoek van de tanden van de zaag te meten, die de effectiviteit bij het zagen bepalen. Het mes wordt vervolgens gehard en het handvat wordt bevestigd. in de houtnerf zonder deze te beitelen. Omgekeerd staat de snijkant van de ripsaw haaks op het eigenlijke blad, zodat de tanden werken als kleine beitels. De tanden van een hardhoutzaag staan optimaal onder een hoek van 60 graden, terwijl zachtere houtsoorten moeten worden gezaagd met tanden in een scherpere hoek, doorgaans 45 graden. Doorgewinterde en groene houtsoorten vragen ook om verschillend gevormde bladen. Een grove zaag heeft ongeveer vijf tanden per inch (twee per cm), wat het beste is bij het zagen van groen of zacht hout. Een fijne zaag, met ten minste acht tanden per inch (twee per cm), kan gladde zaagsneden maken in doorgewinterd hardhout dat bedoeld is voor de show of voor meer ingewikkelde constructies zoals zwaluwstaartwerk.
Een speciaal type staal gelegeerd met wolfraam wordt geproduceerd en tot strips gerold. De bladen worden vervolgens met behulp van stansmachines uit het gelegeerde staal gestanst. De zaag is geslepen volgens specificaties. Meters worden gebruikt om de hoek van de tanden van de zaag te meten, die de effectiviteit bij het zagen bepalen. Het mes wordt vervolgens gehard en het handvat wordt bevestigd. in de houtnerf zonder deze te beitelen. Omgekeerd staat de snijkant van de ripsaw haaks op het eigenlijke blad, zodat de tanden werken als kleine beitels. De tanden van een hardhoutzaag staan optimaal onder een hoek van 60 graden, terwijl zachtere houtsoorten moeten worden gezaagd met tanden in een scherpere hoek, doorgaans 45 graden. Doorgewinterde en groene houtsoorten vragen ook om verschillend gevormde bladen. Een grove zaag heeft ongeveer vijf tanden per inch (twee per cm), wat het beste is bij het zagen van groen of zacht hout. Een fijne zaag, met ten minste acht tanden per inch (twee per cm), kan gladde zaagsneden maken in doorgewinterd hardhout dat bedoeld is voor de show of voor meer ingewikkelde constructies zoals zwaluwstaartwerk.
Het fabricageproces
- Een speciaal met wolfraam gelegeerd staal wordt geproduceerd en tot strips gerold. De dikte van de strip bepaalt de dikte van het afgewerkte mes en wordt gemeten door dezelfde instrumenten die worden gebruikt om draden te meten.
- De bladen worden vervolgens met behulp van stansmachines uit het gelegeerde staal gestanst. De algehele vorm van het handzaagblad versmalt van handgreep tot punt. De beste zagen hebben een "kroon" of gebogen snijkant in plaats van een rechte, zodat er op elk moment minder tanden in contact komen met het oppervlak van het hout terwijl de zaag in beweging is. De meeste goedkope handzagen hebben een uniforme dikte.
- Het lemmet wordt vervolgens volgens normen verwerkt voor optimaal gebruik. Afhankelijk van het type zaag kunnen verschillende technieken worden toegepast. De afkortzaag is bijvoorbeeld afgeschuind. De achterkant van een handzaag is dunner geslepen dan de getande rand om wrijving tijdens het gebruik te verminderen. Handzagen zijn over het algemeen taps geslepen.
- De "set" of aanpassing van de tanden van het blad is cruciaal voor de effectiviteit van de zaag,
 dus worden tanden gemeten met een meter van plaatstaal die drie tanden tegelijk analyseert. Vervolgens worden ze in afwisselende richtingen gesneden en gebogen. Te veel uit elkaar gekanteld worden resulteert echter in een zaag die niet goed zaagt.
dus worden tanden gemeten met een meter van plaatstaal die drie tanden tegelijk analyseert. Vervolgens worden ze in afwisselende richtingen gesneden en gebogen. Te veel uit elkaar gekanteld worden resulteert echter in een zaag die niet goed zaagt. - Verharding komt daarna. De klassieke techniek die al eeuwenlang wordt gebruikt, omvat het hameren van het blad om het "gespannen" te maken, zodat het de beste combinatie van stijfheid en flexibiliteit vertoont. Er zijn veel variaties mogelijk. Tegenwoordig zijn professionele ijzerzagen overal gehard, terwijl die voor thuisgebruik alleen hun tanden hebben gehard.
- Op het geharde zaagblad wordt een roestwerende coating gespoten.
- Ten slotte worden de bladen bevestigd aan afzonderlijk gemaakte, spuitgegoten handgrepen.
Kwaliteitscontrole
De American National Standard is bedoeld om de set messen te reguleren voor zowel veiligheid als optimaal gebruik, aangezien een slecht gemaakte zaag een gevaar kan zijn. Metaalzaagbladen met 24-32 tanden per inch (10-13 tanden per cm) moeten golvend worden ingesteld. Andere soorten zagen vereisen een "raker-set" waarin elke derde tand niet is ingesteld. Ook de samenstelling van het gebruikte metaal is gereguleerd. Een standaard stalen lemmet, om zo genoemd te worden, mag niet meer dan 1,25% legering zijn. Voor industriële en krachtige zagen moet een snelstaalblad bestand zijn tegen een temperatuur tot 537,78 °C van 1000 °F.
De Toekomst
Dankzij gebruiksvriendelijke optimalisatiesoftware als computer aided design (CAD), wordt geëxperimenteerd met verfijningen die de effecten van repetitieve bewegingen op de gebruiker van de handzaag kunnen vertragen. "Cumulative Trauma Disorders", zoals ze in het veld worden genoemd, moeten worden tegengegaan door ergonomisch onderzoek. Doelen zijn onder meer het verspreiden van de impact van het gebruik van een zaag over een groter gebied, het verminderen van de noodzaak voor scherpe corrigerende bewegingen en het verbeteren van de pasvorm van het handvat om ongemakkelijke hand- en armposities te voorkomen. Vrijwillige testgroepen worden gebruikt om de behoeften van de consument te peilen en professionele gebruikers testen prototypes van producten in ontwikkeling.
Dezelfde benadering wordt gevolgd om zowel groot- als kleinschalig elektrisch gereedschap te verbeteren. Computer-aided manufacturing (CAM), computer-geïntegreerde fabricage (CIM) en numerieke controle (NC) technieken stellen zaagfabrikanten in staat om afval te verminderen en de efficiëntie te verbeteren. Cirkelzagen in de houtindustrie zijn opnieuw uitgevonden met behulp van eindige-elementenanalyse. De Saw Paw Corporation uit Pennsylvania heeft patenten op een recyclebare, eendelige hardmetalen zaagschacht en bit. Het gestroomlijnde ontwerp is gericht op het verbeteren van de efficiëntie en het verlengen van de levensduur, om de gebruikskosten op de lange termijn te verlagen.
Productieproces
- Wat is een kompaszaag?
- Lintzaagmachine en metaalbewerking
- De belangrijkste onderdelen van de lintzaagmachines
- Wat is een zaag en waar is deze voor?
- Wat is zagen:de evolutie van zaagmachines
- Lintzagen snijden:ervaring en gesprekken
- Wat is een verticale lintzaag?
- Wat is een mes om te snijden?
- Enkel verstek zagen vergeleken met dubbele verstekzaag
- Uw selectiegids voor lintzagen
- Vertel me over de multifunctionele cirkelzaag