


Tandboren
Achtergrond
De tandartsboor is een hulpmiddel dat door tandartsen wordt gebruikt om door tandglazuur te boren en om tandplak van het tandoppervlak te reinigen en te verwijderen. Het bestaat voornamelijk uit een handstuk, een luchtturbine en een boor van wolfraamcarbide. Sinds zijn ontwikkeling in het midden van de 18e eeuw begon, heeft de tandartsboor een revolutie teweeggebracht op het gebied van tandheelkunde. De moderne tandartsboor heeft tandartsen in staat gesteld om sneller en nauwkeuriger te werken dan ooit tevoren, met minder pijn voor de patiënt.
De tanden zijn samengesteld uit zowel levend als niet-levend weefsel. De binnenste laag van zacht weefsel, het dentine genaamd, is qua samenstelling vergelijkbaar met skeletbotten. Email, de buitenste laag van de tanden, die sterk verkalkt en harder is dan bot, kan niet door het lichaam worden geregenereerd. Tandbederf, dat schade aan het glazuur veroorzaakt, wordt veroorzaakt door verschillende mondbacteriën. Eén type bacterie die zich in de mond bevindt, breekt voedselresten af die na het eten op de tanden achterblijven. Een bijproduct van het metabolisme van deze bacterie is tandplak. Andere bacteriën hechten zich aan deze tandplak en beginnen een zuur af te scheiden dat kleine gaatjes in het tandglazuur veroorzaakt. Hierdoor kunnen nog andere soorten bacteriën deze gaten en spleten binnendringen en het zachtere weefsel eronder eroderen. Het proces verzwakt de tand door een holte te creëren. De afbraak van het zachte weefsel is verantwoordelijk voor de pijn die typisch wordt geassocieerd met gaatjes. Voorbij de aanvankelijke gaten, wordt het buitenste glazuur grotendeels intact gelaten. Onbehandeld kunnen gaatjes leiden tot ziekten zoals cariës en abcessen.
Om deze ziekten te voorkomen, gebruiken tandartsen een tandboor of ander gereedschap om de tandplak uit een gaatje te verwijderen. Terwijl de tand wordt geboord, slijten de kleine diamantschilfers die de punt bedekken de tandplak en het beschadigde glazuur weg. Alleen door in een tand te boren, kunnen tandartsen ervoor zorgen dat alle tandplak wordt verwijderd. Nu de tandplak van de tanden is verdwenen, kunnen de glazuurbeschadigende bacteriën nergens meer verblijven en kunnen ze geen gaatjes veroorzaken. Nadat het boren is voltooid, wordt het resterende gat gevuld met een geschikt materiaal dat de tand versterkt en verdere schade helpt voorkomen.
Geschiedenis
De vroegste voorbeelden van tandheelkundige boren werden meer dan 1000 jaar geleden door de Maya's ontwikkeld. Ze gebruikten een stenen werktuig van jade, dat de vorm had van een lange buis en aan het uiteinde geslepen was. Door het tussen de handpalmen te draaien, kon een gat in de tanden worden geboord. Ze gebruikten dit instrument voornamelijk in combinatie met een religieus ritueel om juwelen in de tanden te steken. Hoewel deze technologie zijn tijd vooruit was, was hij niet bekend in de rest van de wereld. De vroege Griekse, Romeinse en Joodse beschavingen ontwikkelden ook versies van een tandartsboor. Hoewel deze vroege voorbeelden van tandenboren worden gevonden, ging de technologie in de middeleeuwen verloren. Halverwege de 17e eeuw ontdekten artsen dat tijdelijke verlichting van tandaandoeningen kon worden bereikt door de natuurlijke gaten in de tanden met verschillende stoffen te vullen. Deze vroege tandartsen gebruikten zelfs een beitel om stukjes van het beschadigde glazuur weg te hakken. Het was echter pas toen Pierre Fauchard op het toneel verscheen, dat de tandboortechnologie werd herontdekt.
Fauchard wordt door sommigen gezien als de vader van de moderne tandheelkunde. Hij vermeldt voor het eerst het gebruik van een boogboor op tanden voor wortelkanalen in een boek dat in 1746 werd gepubliceerd. Dit apparaat bestond uit een lange metalen staaf met een handvat en 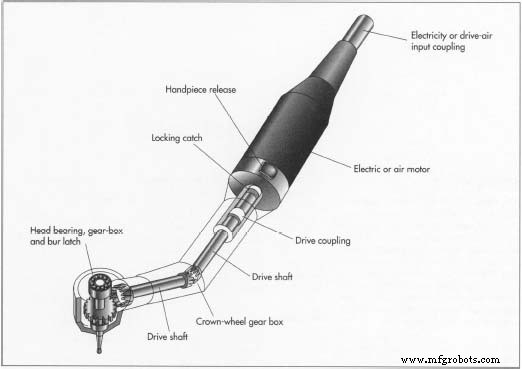 Schema van een tandartsboor. Hoewel individuele boren in ontwerp kunnen variëren, bevatten ze allemaal een motor, handstuk, koppelingen en een boor of boor. een boog die werd gebruikt om het aan te drijven. Gedurende deze tijd zijn er veel innovaties ontwikkeld. Een daarvan was de introductie in 1778 van een bijna mechanische boormachine, die werd aangedreven door een handslinger die een draaiend tandwiel activeerde. Kort daarna voegde een uitvinder een spinnewiel toe om de boorkop aan te drijven. De beweging in dit apparaat werd gecreëerd door de tandarts die een voetpedaal indrukte om een ronddraaiend wiel te bewegen, dat op zijn beurt de boorkop bewoog. Andere pogingen tot mechanische boren werden gedaan in de jaren 1800, maar ze waren moeilijk te hanteren en inefficiënt, dus de meeste tandartsen gebruikten eenvoudige, met de hand bediende stalen boren.
Schema van een tandartsboor. Hoewel individuele boren in ontwerp kunnen variëren, bevatten ze allemaal een motor, handstuk, koppelingen en een boor of boor. een boog die werd gebruikt om het aan te drijven. Gedurende deze tijd zijn er veel innovaties ontwikkeld. Een daarvan was de introductie in 1778 van een bijna mechanische boormachine, die werd aangedreven door een handslinger die een draaiend tandwiel activeerde. Kort daarna voegde een uitvinder een spinnewiel toe om de boorkop aan te drijven. De beweging in dit apparaat werd gecreëerd door de tandarts die een voetpedaal indrukte om een ronddraaiend wiel te bewegen, dat op zijn beurt de boorkop bewoog. Andere pogingen tot mechanische boren werden gedaan in de jaren 1800, maar ze waren moeilijk te hanteren en inefficiënt, dus de meeste tandartsen gebruikten eenvoudige, met de hand bediende stalen boren.
De boortechnologie verbeterde in de loop van de tijd gestaag, wat resulteerde in snellere en efficiëntere boren. In 1870 werden nieuwe soorten voetaangedreven motoren aan tandboren bevestigd. Elektrisch aangedreven boren volgden al snel en de tijd die nodig was om een gaatje voor te bereiden werd teruggebracht van uren tot minder dan 10 minuten. In 1911 werden hogesnelheidsboren ontwikkeld, maar pas in 1953 werd de moderne tandartsboor met zijn luchtturbinemotor geïntroduceerd. Deze boren waren meer dan 100 keer sneller dan hun voorgangers en verminderden de pijn die gepaard gaat met het boren van tanden aanzienlijk. Om deze hogere snelheden aan te kunnen, werden boren van wolfraamcarbide geïntroduceerd. Sindsdien hebben fabrikanten veel wijzigingen aangebracht, zoals het toevoegen van glasvezellampen en camera's, het integreren van geavanceerde koelsystemen en het maken van zeer duurzame handstukken.
Ontwerp
Er zijn verschillende soorten tandartsboren beschikbaar, maar ze hebben allemaal dezelfde basiskenmerken, waaronder motoren, een handstuk, koppelingen en een boor. De hogesnelheidsboring wordt geactiveerd door een luchtturbine. Deze apparaten zetten lucht onder hoge druk om in mechanische energie, waardoor boren meer dan 300.000 tpm kunnen draaien. Lagere snelheden zijn ook nodig voor zaken als polijsten, afwerken en boren van zacht weefsel, dus tandheelkundige boren zijn meestal uitgerust met secundaire motoren. Veel voorkomende typen zijn elektromotoren en luchtaangedreven motoren.
Het handstuk is typisch een slank, buisvormig apparaat dat de boor met de aandrijfmotor verbindt. Het is vaak lichtgewicht en ergonomisch ontworpen. Het heeft ook een E-vormige bevestiging die ervoor zorgt dat de boor in de juiste hoek staat voor maximale systeemstabiliteit. Deze onderdelen van de tandartsboor waren ooit vrij delicaat. Recente gezondheidsproblemen hebben ontwerpers echter gedwongen handstukken te ontwikkelen die bestand zijn tegen hogedrukstoomsterilisatie. De koppelingen worden gebruikt om de booreenheid aan te sluiten op de elektrische of luchtstroombronnen en het koelwater. Afhankelijk van het type fitting kunnen ze uit twee of vier gaten bestaan.
De boor, of boor, is het belangrijkste onderdeel van de tandartsboor. Het is kort en zeer duurzaam, bestand tegen hoge rotatiesnelheden en de warmte die vervolgens wordt gegenereerd. Er worden veel boorvormen vervaardigd, elk met verschillende snij- en boorcapaciteiten. Sommige boren zijn zelfs ontworpen met diamantslijpgroeven. Extra functies kunnen worden toegevoegd, zoals koelvloeistofsproeisystemen of verlichtingsapparatuur. De meest geavanceerde tandartsboormachine heeft een intern koelsysteem, een epicyclische snelheidsverhogende versnellingsbak en glasvezelverlichting.
Grondstoffen
Tandheelkundige boren zijn gemaakt van een verscheidenheid aan grondstoffen, waaronder metalen en polymeren. Het handstuk, waarin de motoren, tandwielen en aandrijfas zijn ondergebracht, kan worden gemaakt van lichtgewicht, harde kunststoffen of metaallegeringen zoals messing. De meest geavanceerde handstukken zijn gemaakt van titanium. De boor is gemaakt van wolfraamcarbide, een van de hardste stoffen die we kennen. Andere materialen zoals staal worden gebruikt voor de interne motoren. De slang die de boor met de hoofdstroombronnen verbindt, is gemaakt van flexibel materiaal, zoals polymeer siliconen of polyvinylchloride (PVC).
Het fabricageproces
De productie van een tandartsboor is een geïntegreerd proces waarbij eerst afzonderlijke componenten worden gemaakt en vervolgens worden geassembleerd tot het eindproduct. Hoewel fabrikanten elk onderdeel afzonderlijk kunnen maken, zijn ze voor veel van de onderdelen meestal afhankelijk van externe leveranciers. Een typische productiemethode omvat het construeren van de motoren en de boren, het vormen van het handstuk, de eindmontage en de verpakking.
Handstuk
- 1 Hoewel er talloze ontwerpen en materialen zijn gebruikt om het handstuk te maken, worden ze meestal allemaal gemaakt met behulp van een voorgevormde mal. Bij kunststof handstukken gaat het om spuitgieten, een proces waarbij het plastic wordt gesmolten, in een mal wordt gespoten en na de vorming wordt vrijgegeven. Metalen handstukken gebruiken ook een soortgelijk vormproces.
Boor
- 2 De boren zijn gevormd uit wolfraamcarbide deeltjes. Ze worden gemaakt door eerst wolfraamerts te nemen en het chemisch te verwerken om wolfraamoxiden te produceren. Vervolgens wordt waterstof aan het systeem toegevoegd om de zuurstof te verwijderen, wat resulteert in een fijn wolfraammetaalpoeder. Dit poeder wordt vervolgens gemengd met koolstof en verwarmd, waarbij wolfraamcarbidedeeltjes van verschillende groottes worden geproduceerd. Deze deeltjes worden verder verwerkt om de geschikt gevormde boor te vormen.
Luchtturbinemotor
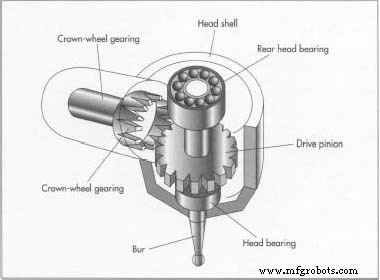
- 3 De luchtturbinemotor is opgebouwd uit kleine stalen onderdelen. In één ontwerp is de turbine ingeklemd tussen twee sets kogellagers en rechtstreeks verbonden met de boor. De hele unit is ingekapseld in de boorkop, met openingen voor inkomende lucht en uitlaatlucht. Andere typen turbinemotoren bevinden zich verder in het handstuk en zijn verbonden met de boor door een reeks aandrijfassen en tandwielen.
Motoren met laag vermogen
- 4 De motoren met laag vermogen zijn op dezelfde manier in elkaar gezet als de luchtturbinemotoren. De luchtaangedreven draaischuifmotor bestaat uit een kernstructuur met naar buiten uitstekende schuifvleugels. Het wordt in het handstuk geplaatst en verbonden met de hoofdaandrijfas van de boor. Het heeft ook een opening voor inkomende en uitgaande lucht. Elektromotoren zijn aanzienlijk
 ingewikkelder, bestaande uit een set lagers, magneten, borstels en ankerspoelen.
ingewikkelder, bestaande uit een set lagers, magneten, borstels en ankerspoelen.
Eindmontage
- 5 Nadat alle componenten beschikbaar zijn, kan de eindmontage beginnen. Afhankelijk van het ontwerp kan de luchtturbine direct in de behuizing van het handstuk worden geplaatst of samen met de boor worden bevestigd. De andere delen van de boor worden in het handstuk geplaatst, inclusief lucht- of elektromotoren, aandrijfas, tandwielen en bedieningsschakelaars. Andere accessoires worden toegevoegd, zoals de koelslangen en glasvezelverlichtingstoestellen. De koppeling wordt aan het ene uiteinde van het handstuk geplaatst en de boor wordt aan het andere bevestigd.
- 6 Na een reeks kwaliteitscontroles worden de afgewerkte boren in de juiste verpakking geplaatst, samen met accessoires, handleidingen en vervangende onderdelen, en vervolgens verzonden naar distributeurs.
Kwaliteitscontrole
De kwaliteit van elk booronderdeel wordt tijdens elke productiefase gecontroleerd. Omdat er elke dag veel onderdelen worden gemaakt, is het onmogelijk om ze allemaal te inspecteren. Daarom nemen lijninspecteurs doorgaans willekeurige monsters op bepaalde tijdsintervallen en controleren ze om ervoor te zorgen dat die monsters voldoen aan de vastgestelde specificaties voor grootte, vorm en consistentie. Tijdens deze fase van kwaliteitscontrole is visuele inspectie de primaire testmethode, hoewel er ook strengere metingen kunnen worden uitgevoerd.
De Toekomst
Tijdens een groot deel van de ontwikkelingsgeschiedenis van de tandheelkundige boor was de focus van het onderzoek gericht op het verhogen van de snelheid van de boren en het corrigeren van de problemen die verband houden met deze hogere snelheden. Studies hebben echter aangetoond dat het geen voordeel heeft om de boorsnelheid hoger te maken dan nu het geval is. Daarom is de focus van het onderzoek verschoven naar het ontwikkelen van alternatieven voor conventionele oefeningen. Twee recente introducties zijn opmerkelijk en kunnen indicatief zijn voor de richting die de tandheelkunde opgaat.
Een nieuwe methode voor het behandelen van gaatjes staat bekend als "air-abrasive" technologie. Met deze techniek blaast een tandarts delen van het tandoppervlak weg zonder een boor te gebruiken. Kleine deeltjes aluminiumoxide worden door een luchtstroom gedwongen en de tandplak wordt letterlijk van de tand geslagen. Een andere technologie die de tandheelkundige boor kan vervangen, is de laser. De FDA heeft onlangs het gebruik van een laserboor voor gebruik op het zachte weefsel van tanden goedgekeurd. Goedkeuring voor gebruik op hard weefsel is echter in behandeling. Deze technologie kan zorgen voor sneller en nauwkeuriger boren. Het resultaat van beide nieuwe technologieën is een optimaal comfort voor de patiënt, aangezien de pijn en het geluid dat gepaard gaat met conventioneel boren, wordt geëlimineerd.
Productieproces
- Toepassingen van 3D-printen in de tandheelkunde
- 12 Hoofdstuk 3:Drill Press
- Wat is de mini-boormachine?
- Molenboormachine - De koopgids
- Wat is een boorpersfreesmachine?
- Kopersgids voor boormolenpers
- De basisprincipes van horizontaal kotteren
- Gebruik een tafelboorpers
- Inleiding tot Jet Mill-boormachine:
- Koopgids voor staande boormachines
- Wat is een CNC-boortapmachine?