


Balpen
Een balpen is een schrijfinstrument met een punt die automatisch wordt ververst met inkt. Het bestaat uit een nauwkeurig gevormde metalen bal die in een houder onder een inktreservoir zit. Terwijl de pen over een schrijfoppervlak wordt bewogen, wordt inkt afgeleverd. Hoewel balpennen voor het eerst werden gepatenteerd in de late negentiende eeuw, begonnen ze pas in het begin van de jaren vijftig commerciële betekenis te krijgen. Nu domineren balpennen de markt voor schrijfinstrumenten en verkopen wereldwijd meer dan honderd miljoen pennen per jaar.
Geschiedenis
Hoewel het idee van een balpen al vele jaren bestond, kostte het drie verschillende uitvinders en bijna 60 jaar om dit moderne schrijfinstrument te ontwikkelen. Het eerste patent voor deze uitvinding werd op 30 oktober 1888 verleend aan een man genaamd John J. Loud. Zijn balpen bestond uit een klein draaiend kogellager dat constant met inkt werd bedekt door een reservoir erboven. Hoewel deze uitvinding werkte, was hij niet erg geschikt voor papier omdat hij lekte en vlekken veroorzaakte. Twee andere uitvinders, Ladislas Biro en zijn broer Georg, verbeterden de uitvinding van Loud en patenteerden hun eigen versie, die de eerste commercieel belangrijke balpen werd. Deze pennen lekten nog steeds, maar niet zo erg. Ze werden wereldwijd populair en bereikten het hoogtepunt van de verkoop in 1944. Het jaar daarop loste een andere uitvinder, Baron Marcel Bich, eindelijk het lekkageprobleem op en begon hij Bic-pennen te produceren in Parijs. In de loop der jaren zijn er veel verbeteringen aangebracht in de technologie en kwaliteit van de verschillende onderdelen van de pen, zoals de inkt, de bal, het reservoir en de body.
Achtergrond
De balpen is ontwikkeld als oplossing voor de problemen bij het schrijven met een vulpen. Vulpennen vereisen dat de gebruiker de pen constant ververst door de punt in inkt te dompelen. Bij een balpen is dit niet nodig, omdat deze is ontworpen met een eigen inktreservoir, dat door middel van capillaire werking voorkomt dat de inkt naar buiten lekt. Aan de punt van de pen zit een vrij draaiende bal in een houder. Slechts een deel van deze bal is zichtbaar; de rest zit aan de binnenkant van de pen en wordt constant overspoeld met inkt uit het reservoir. Door de punt van de pen op het schrijfoppervlak te drukken, gaat de bal rollen. Deze rollende actie brengt vervolgens inkt over van de binnenkant van de pen naar het schrijfoppervlak.
Hoewel er verschillende ontwerpen van balpennen beschikbaar zijn, zijn veel van de componenten hetzelfde. Gemeenschappelijke componenten zijn een bal, een punt, inkt, een inktreservoir of -patroon en een buitenbehuizing. Sommige pennen hebben een dop om te voorkomen dat deze lekt of dat de punt beschadigd raakt. Andere pennen gebruiken om dezelfde reden een intrekbaar puntensysteem. Hier is een kleine veer bevestigd aan de buitenkant van het inktreservoir en wanneer op een knop wordt gedrukt, wordt de punt zichtbaar of ingetrokken. Weer andere soorten balpennen hebben meerdere inktpatronen, waardoor het mogelijk is om met één pen in verschillende kleuren te schrijven. Andere pennen hebben hervulbare inktpatronen. Eén type pen heeft een onder druk staande cartridge waarmee de gebruiker onder water, over vet en in de ruimte kan schrijven.
Grondstoffen
Voor het maken van de onderdelen van een balpen wordt een verscheidenheid aan grondstoffen gebruikt, waaronder metalen, kunststoffen en andere chemicaliën. Toen balpennen voor het eerst werden ontwikkeld, werd een gewone stalen bal gebruikt. Die bal is inmiddels vervangen door een getextureerde wolfraamcarbide bal. Dit materiaal is superieur omdat het bijzonder bestand is tegen vervorming. De bal is ontworpen om een perfecte bol te zijn die letterlijk bijna elk schrijfoppervlak kan vastgrijpen. Het oppervlak bestaat eigenlijk uit meer dan 50.000 gepolijste oppervlakken en putjes. De putten zijn verbonden door een reeks kanalen die door de hele bol doorlopen. Door dit ontwerp kan de inkt zowel op het oppervlak als op de binnenkant van de bal aanwezig zijn.
De punten van de meeste balpennen zijn gemaakt van messing, een legering van koper en zink. Dit materiaal wordt gebruikt vanwege zijn sterkte, weerstand tegen corrosie, aantrekkelijk uiterlijk en gemakkelijk te vormen. Andere onderdelen, zoals de inktpatroon, het lichaam of de veer kunnen ook met messing worden gemaakt. Aluminium wordt in sommige gevallen ook gebruikt om het penlichaam te maken en roestvrij staal kan worden gebruikt om pencomponenten te maken. Edelmetalen zoals goud, zilver of platina worden op duurdere pennen geplateerd.
De inkt kan speciaal door de penfabrikant worden gemaakt. Om bruikbaar te zijn in een balpen, moet de inkt enigszins dik zijn, langzaam drogen in het reservoir en vrij van deeltjes. Deze eigenschappen zorgen ervoor dat de inkt naar het papier blijft stromen zonder dat de bal verstopt raakt. Wanneer de inkt op het papier zit, vindt snelle droging plaats via penetratie en enige verdamping. In een inktformulering worden verschillende pigmenten en kleurstoffen gebruikt om de kleur te geven. Andere materialen, zoals smeermiddelen, oppervlakteactieve stoffen, verdikkingsmiddelen en conserveermiddelen, worden ook opgenomen. Deze ingrediënten zijn typisch gedispergeerd in materialen zoals oliezuur, ricinusolie of een sulfonamideweekmaker.
 Een plastic en metalen balpen uit 1963 ter herdenking van de moord op president John F. Kennedy, Jr. (Uit de collecties van Henry Ford Museum &Greenfield Village.)
Een plastic en metalen balpen uit 1963 ter herdenking van de moord op president John F. Kennedy, Jr. (Uit de collecties van Henry Ford Museum &Greenfield Village.)
Tot de komst van de computer hebben mensen geworsteld om schrijfinstrumenten te vinden om verhalen en liedjes op te nemen. De vroegste krabbels werden gemaakt met een verbrande stok in zand. Tegen de vierde eeuw
De ganzenveer, gemaakt van ganzen- of zwanenveren, was al meer dan 1000 jaar favoriet bij schrijvers. De zachte ganzenveer werd geslepen tot een punt, gespleten aan de punt om de inkt vrij te laten stromen, en constant opnieuw geslepen. Een monumentale verbetering ten opzichte van de ganzenveer was Joseph Gillott's uitvinding van de stalen penpunt aan het eind van de negentiende eeuw, die niet geslepen hoefde te worden en van het penlichaam kon worden gescheiden en indien nodig verwisseld. Toch doopte de schrijver constant de pen in de inkt, in de hoop druppelen te voorkomen.
Vulpennen slaan inkt op in een reservoir in de pen, de penpunt wordt dus voorzien van een constante stroom inkt. Alonzo Cross had eind jaren 1860 een "stilografische pen" met een naaldpunt voor het afzetten van inkt, maar vlekken en uitstrijkjes waren nog steeds gebruikelijk. De balpen heeft echter rommel vrijwel uitgeroeid. Balpennen die aan het begin van de eeuw werden vervaardigd lekten, sloegen over en lieten inkt vallen tot 1950, toen een nieuwe inkt werd ontwikkeld die de balpen betrouwbaar maakte.
Nancy EV Bryk
Kunststoffen zijn een belangrijke grondstof geworden voor de fabricage van balpennen. Ze hebben het voordeel dat ze gemakkelijk te vormen, lichtgewicht, corrosiebestendig en goedkoop zijn. Ze worden voornamelijk gebruikt om het lichaam van de pen te vormen, maar worden ook gebruikt om de inktpatroon, de drukknop, de dop en een deel van de punt te maken. Er worden verschillende soorten kunststoffen gebruikt, op basis van hun fysieke kenmerken. Thermohardende kunststoffen, zoals fenolharsen, die permanent hard blijven nadat ze zijn gevormd en afgekoeld, worden meestal gebruikt bij de constructie van het lichaam, de dop en andere onderdelen. Thermoplastische materialen blijven flexibel. Deze omvatten materialen zoals polyethyleen met hoge dichtheid (HDPE) en 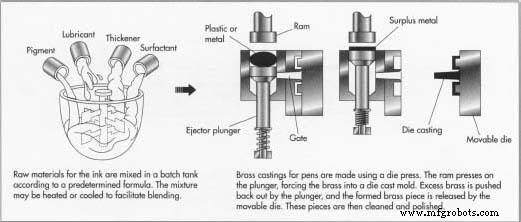 vinylharsen, die kunnen worden gebruikt om de meeste onderdelen van de pen te maken.
vinylharsen, die kunnen worden gebruikt om de meeste onderdelen van de pen te maken.
Het fabricageproces
Balpennen worden in grote hoeveelheden op bestelling gemaakt. Hoewel elke fabrikant ze iets anders maakt, omvatten de basisstappen het samenstellen van inkt, het vormen van metalen onderdelen, het vormen van plastic onderdelen, het samenstellen van onderdelen, het verpakken, labelen en verzenden. In geavanceerde winkels kunnen pennen in minder dan vijf minuten van grondstof naar afgewerkt product gaan.
De inkt maken
- 1 Grote partijen inkt worden gemaakt in een aangewezen gebied van de fabriek. Hier volgen werknemers, bekend als compounders, de instructies van de formule om batches inkt te maken. Grondstoffen worden in de batchtank gegoten en grondig gemengd. Afhankelijk van de formule kunnen deze batches indien nodig worden verwarmd en gekoeld om de grondstoffen sneller te laten combineren. Sommige van de grotere hoeveelheden grondstoffen worden direct in de batchtank gepompt en gedoseerd. Deze materialen worden eenvoudig toegevoegd door op een knop te drukken op geautomatiseerde bedieningselementen. Deze regelaars regelen ook de mengsnelheden en de verwarmings- en koelsnelheden. Kwaliteitscontroles worden uitgevoerd tijdens verschillende punten van inktbatchverwerking.
Stempelen en vormen
- 2 Terwijl de inkt wordt gemaakt, worden de metalen onderdelen van de pen gemaakt. De wolfraamcarbideballen worden meestal geleverd door externe leveranciers. Andere delen van de pen, zoals de punt en het lichaam, zijn gemaakt met behulp van verschillende mallen. Eerst worden banden van messing automatisch in stempelmachines gestoken, die duizenden kleine schijfjes uitsnijden. De koperen schijven worden vervolgens verzacht en in een compressiekamer gegoten, die bestaat uit een stalen ram en een verende uitwerpplunjer. De stalen ram drukt op het metaal, waardoor de plunjer zich terugtrekt en het metaal in een gegoten mal wordt gedwongen. Dit comprimeert het metaal en vormt de verschillende pendelen. Wanneer de ram en plunjer terugkeren naar hun oorspronkelijke positie, wordt het overtollige metaal afgeschraapt en gerecycled. De dobbelsteen wordt vervolgens geopend en het penstuk wordt uitgeworpen.
- 3 De gevormde stukken worden vervolgens schoongemaakt en gesneden. Ze worden ondergedompeld in een bad om de oliën die bij het vormproces worden gebruikt, te verwijderen. Nadat ze uit het bad komen, worden de onderdelen op maat gesneden voor de specifieke pen. De pendelen worden vervolgens gepolijst door roterende borstels en opnieuw schoongemaakt om eventuele achtergebleven oliën te verwijderen. De bal kan dan in de puntholte worden gestoken.
Het gieten van de behuizing
- 4 De plastic onderdelen van de pen zijn gelijktijdig geconstrueerd met de
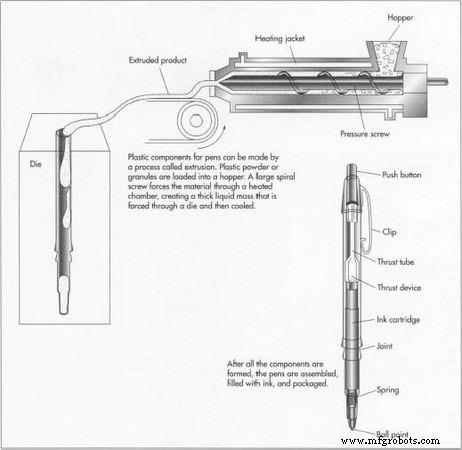 andere pendelen. Ze kunnen worden geproduceerd door extrusie of spuitgieten. Bij elke benadering wordt het plastic als korrels of poeder aangevoerd en in een grote hopper gevoerd. Het extrusieproces omvat een grote spiraalschroef, die het materiaal door een verwarmde kamer dwingt, waardoor het een dikke, vloeiende massa wordt. Vervolgens wordt het door een matrijs geperst, afgekoeld en gesneden. Stukken zoals het penlichaam en het inktreservoir worden op deze manier gemaakt.
andere pendelen. Ze kunnen worden geproduceerd door extrusie of spuitgieten. Bij elke benadering wordt het plastic als korrels of poeder aangevoerd en in een grote hopper gevoerd. Het extrusieproces omvat een grote spiraalschroef, die het materiaal door een verwarmde kamer dwingt, waardoor het een dikke, vloeiende massa wordt. Vervolgens wordt het door een matrijs geperst, afgekoeld en gesneden. Stukken zoals het penlichaam en het inktreservoir worden op deze manier gemaakt. - 5 Voor stukken met complexere vormen, zoals doppen, uiteinden en mechanische componenten, wordt spuitgieten gebruikt. Daarbij wordt het plastic verhit en omgezet in een vloeistof die vervolgens met geweld in een mal kan worden gespoten. Nadat het is afgekoeld, stolt het en behoudt het zijn vorm nadat de matrijs is geopend.
Inkt vullen en monteren
- 6 Nadat de onderdelen gevormd zijn, kan de montage plaatsvinden. Meestal wordt de balpen eerst aan het inktreservoir bevestigd. Deze stukken worden vervolgens naar injectoren getransporteerd, die het reservoir vullen met de juiste gekleurde inkt. Als er een veer aanwezig gaat zijn, wordt deze dan op de loop van het reservoir geplaatst.
Eindmontage, verpakking en verzending
- 7 De punt en het reservoir worden vervolgens in het hoofdgedeelte van de pen geplaatst. In dit stadium worden andere componenten zoals de dop en uiteinden opgenomen. Ook andere afwerkingsstappen, zoals het aanbrengen van coatings of decoraties of het uitvoeren van een eindschoonmaak, worden gedaan. De afgewerkte pennen worden vervolgens verpakt volgens hoe ze zullen worden verkocht. Losse pennen kunnen in blisterverpakkingen met een kartonnen achterkant worden gedaan. Groepen pennen worden verpakt in zakken of dozen. Deze verkoopeenheden worden vervolgens in dozen gedaan, op pallets gestapeld en naar distributeurs verzonden.
Kwaliteitscontrole
De kwaliteit van de pencomponenten wordt gecontroleerd tijdens alle productiefasen. Aangezien er elke dag duizenden onderdelen worden gemaakt, is het onmogelijk om ze allemaal te inspecteren. Daarom nemen lijninspecteurs met bepaalde tijdsintervallen willekeurige monsters van penstukken en controleren ze of ze voldoen aan de vastgestelde specificaties voor grootte, vorm en consistentie. De primaire testmethode is visuele inspectie, hoewel er ook strengere metingen worden gedaan. Er zijn verschillende soorten meetapparatuur verkrijgbaar. Lengtemetingen worden gedaan met een schuifmaat, een micrometer of een microscoop. Elk van deze verschilt in nauwkeurigheid en toepassing. Om de toestand van oppervlaktecoatings te testen, kan een optische vlakke of oppervlaktemeter worden gebruikt.
Net als de vaste delen van de pennen worden ook kwaliteitstests uitgevoerd op de vloeibare partijen inkt. Nadat alle ingrediënten aan de batch zijn toegevoegd, wordt een monster naar het laboratorium voor kwaliteitscontrole (QC) gebracht om te testen. Fysieke kenmerken worden gecontroleerd om er zeker van te zijn dat de batch voldoet aan de specificaties die zijn beschreven in de instructies voor de formule. De QC-groep voert tests uit zoals pH-bepaling, viscositeitscontroles en evaluaties van het uiterlijk. Als blijkt dat de batch "buiten de specificaties" valt, kunnen er aanpassingen worden gedaan. Zo kunnen kleuren worden aangepast door meer kleurstof toe te voegen.
Naast deze specifieke tests worden bij elke productiefase ook lijninspecteurs aangesteld. Ze inspecteren visueel de onderdelen zoals ze zijn gemaakt en controleren op zaken als onvoldoende gevulde inktreservoirs, vervormde pennen en verkeerd gemonteerde onderdelen. Willekeurige monsters van het eindproduct worden ook getest om ervoor te zorgen dat een partij pennen correct schrijft.
De Toekomst
De balpentechnologie is sterk verbeterd sinds de tijd van de eerste gepatenteerde uitvinding van Loud. Toekomstig onderzoek zal zich richten op de ontwikkeling van nieuwe inkten en beter ontworpen pennen die comfortabeler zijn en langer meegaan. Bovendien zullen fabrikanten ernaar streven om producten van hogere kwaliteit te produceren tegen de laagst mogelijke kosten. Een trend die zich zal voortzetten is de ontwikkeling van materialen en processen waarbij metalen en kunststoffen worden gebruikt die vanuit hun normale staat een minimale bewerking hebben ondergaan. Dit zou afval moeten minimaliseren, de productiesnelheid moeten verhogen en de uiteindelijke kosten van de pennen moeten verlagen.
Productieproces
- Wat is VMC-bewerking?
- Gids voor aluminium lasermarkering
- Vulpen
- Elektronische inkt
- Balpen
- Opstrijkbare sticker
- Markering
- Smart Pen:eindproject voor ECE5725
- Pen en papier versus onderhoudssoftware:de beste methode om downtime te verminderen
- Deze startup laat afbeeldingen 3D lijken op gedrukte materialen met gewone inkt
- Stabiele polymere inkt met hoge geleidbaarheid