


Meubelpoets
Achtergrond
Meubelpoetsmiddelen zijn pasta's, crèmes of lotions die worden gebruikt om houten meubels schoon te maken, te beschermen en te laten glanzen. Deze producten werden oorspronkelijk gemaakt van natuurlijke wassen, die moeilijk aan te brengen waren en de neiging hadden om na verloop van tijd een zware opeenhoping achter te laten. Tegenwoordig combineren deze formuleringen natuurlijke wassen en oliën met op petroleum gebaseerde ingrediënten en synthetische polymeren. Deze moderne formuleringen kunnen in één stap de filmresten verwijderen en nieuwe polish aanbrengen, zodat het periodiek strippen van oude polijstlagen niet nodig is. De meest populaire vorm in de Verenigde Staten is tegenwoordig meubelpoets in spuitbussen, waarvan meer dan 80 miljoen stuks per jaar worden verkocht. Deze aerosolproducten komen echter onder de loep omdat nieuwe wetgeving drijfgassen regelt die in deze producten kunnen worden gebruikt.
Hout wordt al eeuwenlang gebruikt voor het maken van meubels zoals tafels, bedframes en banken. Als natuurlijk materiaal is hout kwetsbaar voor veroudering, wat betekent dat het kan uitdrogen, barsten of vlekken kan krijgen. Sinds bijbelse tijden, en waarschijnlijk daarvoor, hebben mensen het nut ingezien van het coaten van houten oppervlakken met oliën, balsems en zalven. Er zijn vroege historische verslagen gevonden met instructies voor het gebruik van lijnzaad- of cederhoutolie om houten oppervlakken te behandelen. Andere natuurlijke oliën die worden gebruikt voor het polijsten van hout zijn tung- en perilla-oliën. In het twaalfde-eeuwse Italië werden deze oliën veel gebruikt om houten vloeren te polijsten. Tegen de veertiende eeuw werd in Frankrijk bijenwas gebruikt om ingelegd hout en parketvloeren te behandelen. Bijenwas werd een zeer populaire houtpoets, maar moest met hete strijkijzers worden aangebracht en vervolgens met de hand worden gepolijst. Ondanks dit nadeel bleef bijenwas, soms vermengd met harde dierlijke vetten, tot het einde van de achttiende eeuw de overheersende vorm van polijstmiddel. In 1797 werd een natuurlijke plantenwas, carnaubawas genaamd, ontdekt op de bladeren van de Braziliaanse cerarapalm. Carnaubawas is taai, smelt hoog en geeft, als het goed is gecompoundeerd, een fijne glans zonder al het polijsten dat nodig is voor bijenwas. Tegen het einde van de negentiende eeuw werden andere wassen ontdekt en werden poetsmiddelen ontwikkeld die mengsels van carnauba met ouricui, candelilla, esparto, suikerriet, katoenvezel, vlas, palm, hennep en raffiawas gebruikten.
Tegen het begin van de 20e eeuw leverde de aardoliechemie een aantal grondstoffen op, die bruikbaar waren in poetsmiddelen. Deze omvatten paraffinewassen (die kunnen worden gevarieerd in smeltpunt en hardheid) en goedkope oplosmiddelen (zoals kerosine en nafta). Evenzo kwamen minerale wassen, zoals montaanwas, in de handel verkrijgbaar en werden ze in polijstproducten verwerkt. Tegen 1929 hadden scheikundigen een suspensie van camaubawas in een zeep- en waterbasis gemaakt en deze op de markt gebracht als de eerste zelfpolijstende wasemulsie. Deze formulering was een verbetering ten opzichte van zijn voorgangers omdat er minder polijstmiddel nodig was, maar het had belangrijke nadelen omdat het strepen veroorzaakte en de zeep de neiging had om het gemakkelijker te verwijderen bij contact met water. In de afgelopen decennia zijn synthetische polymeeremulsies geïntroduceerd die significante verbeteringen bieden ten opzichte van wassystemen. De meest gebruikte polymeren zijn gebaseerd op siliconenoliën, die zorgen voor smering en een goede glans. Spuitbussen zijn het meest populaire toedieningssysteem voor deze producten omdat ze gemakkelijk over een groot oppervlak kunnen worden aangebracht. Naast het gebruiksgemak bieden de producten van vandaag een uitstekende glans, slijtvastheid en waterbestendigheid.
Grondstoffen
De belangrijkste ingrediënten die worden gebruikt om meubelpoetsmiddelen te bereiden, zijn polijstmiddelen, oplosmiddelen en emulgatoren. Hulpstoffen zijn onder meer conserveermiddelen, kleurstoffen en geurstoffen.
Polijstmiddelen
De wassen, polymeren en oliën die worden gebruikt om de conditie van het meubeloppervlak te verbeteren, kunnen losjes worden gegroepeerd en als polijstmiddelen worden bestempeld. De toegepaste wassen kunnen van plantaardige, dierlijke of minerale oorsprong zijn. Bekende voorbeelden van plantaardige wassen zijn carnauba (van palmbladeren) en candelilla (van de gelijknamige Mexicaanse plant). Suikerrietwas, katoenwas en vele andere worden ook gebruikt. De primaire dierlijke was (of beter gezegd, insectenwas) is bijenwas die nuttig is vanwege zijn unieke fysische en chemische eigenschappen. Shellac is een andere populaire insectenwas, die afkomstig is van het lac-insect van het geslacht Ficus religiosa. Spermaceti-was, van de potvis, was ooit populair, maar ecologische zorgen hebben de ontwikkeling van synthetische vervangingen afgedwongen. Lanolinefracties van schapen kunnen als dierlijke was worden gebruikt. Minerale wassen, hoewel het per definitie geen echte wassen zijn, hebben vergelijkbare chemische eigenschappen. Deze kunnen worden onderverdeeld in ozokeriet, paraffinewassen, microkristallijne wassen, geoxideerde microkristallijne wassen, Fischer-Tropsch-wassen en montaanwassen. Naast deze natuurlijk verkregen wassen, worden synthetische harsen ook vaak gebruikt in poetsmiddelen. Deze omvatten een groot aantal polymeren, waarvan sommige oorspronkelijk zijn ontwikkeld voor gebruik in de verf- en coatingindustrie. Dit zijn materialen zoals methylacrylaat, ethylacrylaat, butylacrylaat, vinylacetaat, styreen, vinylchloride, acrylonitril. Ten slotte worden oliën die zijn afgeleid van plantaardige, petroleum- of siliconenbronnen aan formuleringen toegevoegd om de glans te verbeteren.
Oplosmiddelen
Oplosmiddelen worden gebruikt om sommige van de in water onoplosbare materialen die in poetsmiddelen worden gebruikt, op te lossen of te verzachten. Veel voorkomende oplosmiddelen zijn terpentine, terpentijn en nafta. Naast de solvabiliteit zijn factoren waarmee rekening moet worden gehouden bij de selectie van oplosmiddelen onder meer ontvlambaarheid en toxicologie.
Emulgatoren/oppervlakteactieve stoffen.
Voor een goede vermenging van olie en wateroplosbare ingrediënten zijn speciale chemicaliën nodig die bekend staan als oppervlakteactieve stoffen (afkorting van oppervlakteactieve stoffen). Deze oppervlakteactieve stoffen (die ook als emulgatoren kunnen werken) hebben het vermogen om water en olie te overbruggen om een stabiele crème, pasta of lotion te creëren die een emulsie wordt genoemd.
Drijfgassen
Drijfgassen zijn vloeibare gassen, die worden gebruikt om aerosolproducten als spray af te geven. De meest voorkomende drijfgassen zijn koolwaterstoffen met een korte keten, zoals propaan of butaan, die beide zeer ontvlambaar zijn.
Overige ingrediënten
Naast de hierboven genoemde ingrediënten kunnen poetsmiddelen schuurmiddelen, kleurstoffen, geurstoffen en conserveermiddelen bevatten. Er worden nog andere ingrediënten toegevoegd om de kans op corrosie van de metalen bus te beperken. Dit zijn vaak stikstofhoudende materialen die de pH van de oplossing verhogen.
Deze ingrediënten kunnen worden verwerkt tot pasta's, crèmes, vloeistoffen en spuitbussen (inclusief pompsprays zonder spuitbus).
Ontwerp
Meubelpoetsmiddelen zijn ontworpen met een mengsel van wassen en oliën omdat geen enkel ingrediënt alle gewenste eigenschappen biedt. In theorie zou een pasta van 20% carnaubawas bijvoorbeeld de beste glans moeten produceren, maar in werkelijkheid is dit mengsel korrelig en moeilijk uit te smeren. Het is gunstig om verschillende wasmaterialen toe te voegen (bijvoorbeeld sommige van de minerale wassen) die misschien geen merkbare glans toevoegen, maar die de verspreidingseigenschappen van de wassen zullen wijzigen met de meer gewenste eigenschappen. Natuurlijk spelen de oplosmiddelen en andere materialen ook een belangrijke rol in de consistentie van het product. Factoren waarmee rekening moet worden gehouden bij het formuleren van meubelpoets zijn onder meer hardheid, polijstbaarheid, flexibiliteit en mechanische sterkte, waterdichtheid, vlekbestendigheid. Kosten en gemak van fabricage zijn belangrijke overwegingen was goed. Bij het ontwerpen van dergelijke producten moet ook rekening worden gehouden met het type oppervlak waarop het product is gericht. Sommige poetsmiddelen zijn ontworpen voor specifieke houtsoorten, andere zijn voornamelijk 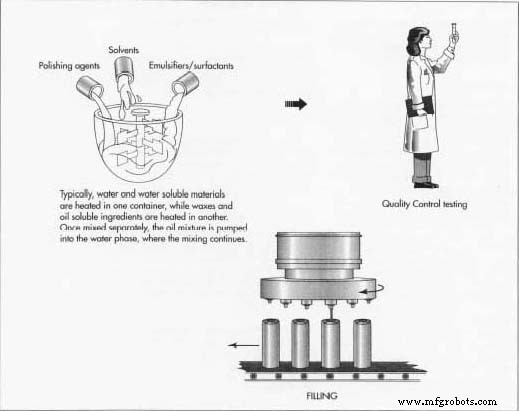 bedoeld om een beschermende glans toe te voegen, en weer andere zijn gemaakt om ook stof te reinigen en te verwijderen. De samensteller moet herkennen wat voor soort oppervlakteafwerking het hout heeft en rekening houden met zijn aantrekkingskracht voor stof en weerstand tegen gemorst water en vuil. Veiligheids- en toxicologische zorgen kunnen niet over het hoofd worden gezien en er kunnen problemen zijn met de regelgeving, die ook van invloed zijn op de formulering van het polijstmiddel.
bedoeld om een beschermende glans toe te voegen, en weer andere zijn gemaakt om ook stof te reinigen en te verwijderen. De samensteller moet herkennen wat voor soort oppervlakteafwerking het hout heeft en rekening houden met zijn aantrekkingskracht voor stof en weerstand tegen gemorst water en vuil. Veiligheids- en toxicologische zorgen kunnen niet over het hoofd worden gezien en er kunnen problemen zijn met de regelgeving, die ook van invloed zijn op de formulering van het polijstmiddel.
Het fabricageproces
De fabricageprocedure voor meubelpoets varieert afhankelijk van het type product dat wordt gemaakt. Het volgende is een bespreking van de vervaardigingswijze die wordt gebruikt voor aërosolpoetsmiddelen. De productie van aërosolpoetsmiddelen vereist vier belangrijke bewerkingen:het samenstellen van de wasemulsie, het vullen van de primaire container, het onder druk zetten/vergassen van het blik en het afwerken.
Samenstelling van de wasemulsie
- 1 Het type emulsies dat in meubelpoetsmiddel wordt gebruikt, kan worden gemaakt met verschillende mengtechnieken. Een gebruikelijke methode is om het water en de in water oplosbare materialen samen in één vat te verhitten en de wassen en in olie oplosbare ingrediënten in een afzonderlijk vat. Deze mengtanks zijn meestal gemaakt van roestvrij staal en zijn uitgerust met een omhulde schaal waardoor stoom en koud water rond de tank kunnen circuleren. Dit biedt een manier om de batch te verwarmen en te koelen zonder dat deze in contact komt met extern water. De mengketel is ook geconfigureerd met temperatuurregelaars en in- en uitlaatleidingen voor het toevoegen van ingrediënten en
 die het eindproduct eruit pompt. Wanneer de water- en oliefasen de juiste temperatuur van 158-176 ° F (70-80 ° C) hebben, worden ze met elkaar gemengd met behulp van een menger van het turbinetype die een relatief hoge afschuiving verschaft. Typisch wordt de olie in de waterfase gepompt. Het verwarmen en mengen gaat door totdat de batch homogeen is, waarna het koelen wordt gestart. Terwijl de batch afkoelt, worden andere ingrediënten zoals conserveermiddelen, kleurstoffen en geurstoffen toegevoegd. Wanneer de batch compleet is, wordt deze getest om te verzekeren dat deze voldoet aan de kwaliteitscontrolenormen voor vaste stoffen, pH, enz. De batch kan naar een vullijn worden gepompt of in tanks worden opgeslagen totdat deze klaar is om te worden gevuld.
die het eindproduct eruit pompt. Wanneer de water- en oliefasen de juiste temperatuur van 158-176 ° F (70-80 ° C) hebben, worden ze met elkaar gemengd met behulp van een menger van het turbinetype die een relatief hoge afschuiving verschaft. Typisch wordt de olie in de waterfase gepompt. Het verwarmen en mengen gaat door totdat de batch homogeen is, waarna het koelen wordt gestart. Terwijl de batch afkoelt, worden andere ingrediënten zoals conserveermiddelen, kleurstoffen en geurstoffen toegevoegd. Wanneer de batch compleet is, wordt deze getest om te verzekeren dat deze voldoet aan de kwaliteitscontrolenormen voor vaste stoffen, pH, enz. De batch kan naar een vullijn worden gepompt of in tanks worden opgeslagen totdat deze klaar is om te worden gevuld.
De primaire container vullen
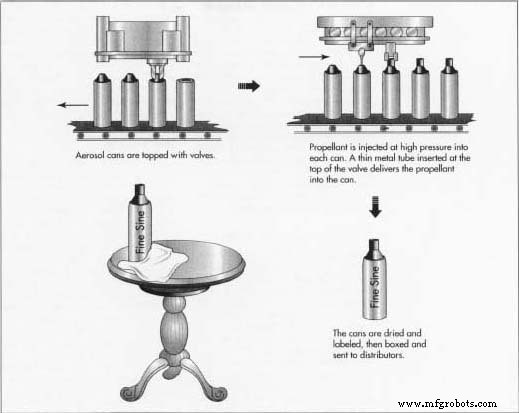
- 2 Spuitbus meubelpolish is verpakt in metalen blikken die bestand zijn tegen de druk die een spuitbusproduct vereist. Typische blikconstructie kan vertind staal of aluminium zijn. Wanneer het product klaar is om in de verpakking te worden gevuld, wordt de emulsie naar een vullijn gepompt die is uitgerust met een transportband, die de blikken naar de vloeistofvulapparatuur brengt. Bij de vulkop bevindt zich een grote trechter die de polijstemulsie vasthoudt en een gecontroleerde hoeveelheid, meestal ingesteld op volume, in het blik afvoert. Het gevulde blik gaat dan verder langs de transportband waar, afhankelijk van de productiemethode, de klep kan worden ingebracht en onmiddellijk voor het begassen op zijn plaats kan worden afgedicht.
Het blik onder druk zetten/vergassen
- 3 Nadat de bus is gevuld met het polijstconcentraat, wordt drijfgas toegevoegd in een proces dat bekend staat als vergassing. Spuitbussen kunnen worden begast voor of nadat de klep op zijn plaats is gekrompen. Om het blik te vullen, wordt het drijfgas in het blik geschoten rond de ronde metalen beker die de basis van de klep vormt. Deze methode, die de voorkeur heeft voor zuinigheid en snelheid, staat bekend als undercupping. De andere begassingsmethode vult het drijfgas onder hoge druk door de steel van de klep nadat het op zijn plaats is gekrompen. Deze methode, die bekend staat als drukvulling, is veel langzamer omdat al het gas door een zeer kleine opening in het blik moet komen. Beide operaties worden uitgevoerd met speciale pneumatisch bediende apparatuur, die goed is geaard om de kans op elektrische vonken te beperken, die kunnen leiden tot ontsteking van de licht ontvlambare drijfgassen.
Laatste bewerkingen/afwerkingsstappen
- 4 Op een bepaald moment tijdens of direct na het afvullen worden de blikken gecodeerd met de datum en andere partijinformatie om traceerbaarheid mogelijk te maken. Dit is handig, want als er een probleem is met een specifieke partij producten, bijvoorbeeld een bedorven grondstof zorgt ervoor dat de emulsie niet stabiel is, dan kunnen de eindproducten die met die partij grondstof zijn gemaakt, worden getraceerd. Indien nodig kan dit nummer zelfs worden gebruikt om een product terug te roepen, hoewel dit zelden voorkomt. Het blik is meestal ook afgedekt met een plastic dop, die voorkomt dat de klep per ongeluk wordt geactiveerd, waardoor de gladde inhoud lekt. Na de definitieve dop en codering en na de juiste kwaliteitscontroles, worden de blikken verpakt, meestal in kartonnen verzenddozen, en gepalletiseerd. Vervolgens worden ze naar een magazijn of distributiecentrum gestuurd om te wachten op de definitieve verzendinstructies.
Kwaliteitscontrole
De kwaliteit van het meubelpoetsmiddel wordt op verschillende punten in het fabricageproces beoordeeld. Vóór de fabricage worden de grondstoffen gecontroleerd om er zeker van te zijn dat ze voldoen aan de specificaties. Nadat het product in batches is gebracht, wordt het geanalyseerd om er zeker van te zijn dat het correct is bereid. Belangrijke formuleringsparameters zijn onder meer het watergehalte, de pH, het gehalte aan vaste stoffen en de conserverende activiteit. Nadat het product in spuitbussen is gevuld en met drijfgas is gevuld, worden de spuiteigenschappen van het ventiel gecontroleerd. Het blikje wordt door een verwarmd waterbad geleid om te voorkomen dat het lekt. Voor het vullen wordt een representatief aantal blikken getest om er zeker van te zijn dat ze de juiste sterkte hebben. De Verenigde Staten stellen limieten voor de barststerkte van spuitbussen.
De Toekomst
Zoals bij elk door technologie gedreven product, zullen verbeteringen worden aangebracht naarmate de onderliggende technologie vooruitgaat. Er worden bijvoorbeeld voortdurend nieuwe siliconenpolymeren ontwikkeld en sommige hiervan zullen waarschijnlijk worden opgenomen in toekomstige formuleringen voor meubelpoets. Misschien wel de belangrijkste veranderingen die voor de toekomst van de Poolse industrie in het verschiet liggen, zullen waarschijnlijk worden veroorzaakt door zorgen over de regelgeving. De wetgeving inzake luchtverontreiniging beperkt de soorten drijfgassen en oplosmiddelen die in meubelpoetsmiddelen worden gebruikt. Halverwege de jaren zeventig deed zich een vergelijkbare situatie voor in de anti-transpirantindustrie. Veiligheidsoverwegingen zorgden ervoor dat aerosol-anti-transpiranten bijna van de markt verdwenen, waar ze oorspronkelijk het meest populaire type waren. Of de industrie zal reageren op de regelgevingsuitdagingen met verbeterde aerosolformuleringen, niet-aërosolpompproducten of een nieuw toedieningssysteem, valt nog te bezien.
Productieproces