


videoband
Achtergrond
Videotape is een integraal onderdeel van de videotechnologie die een grote invloed heeft gehad op de media- en home-entertainmentindustrieën. Voor het eerst gecontroleerd door de televisie-industrie, zijn videobanden en videotechnologie nu algemeen beschikbaar voor de particuliere sector en hebben ze geleid tot aanzienlijke veranderingen in de manier waarop informatie wordt verspreid en amusement wordt gecreëerd.
Bij videobanden draait alles om magnetische opname. Voor het eerst commercieel geïntroduceerd in 1956, was magnetische opname een relatief nieuwe technologie. Videoband en alle andere vormen van opnameband zijn hetzelfde omdat ze magnetisch zijn. Videotape lijkt qua compositie sterk op audiotape. De meeste videobanden bestaan uit een laag van kleine magnetische deeltjes die is aangebracht op Mylar, een sterk, flexibel plastic materiaal. Ongeveer een miljard magnetische deeltjes bedekken een vierkante centimeter tape en functioneren als microscopisch kleine staafmagneten. Wanneer de band over een elektromagneet gaat, wordt informatie opgenomen en afgespeeld.
De magnetische deeltjes zijn het belangrijkste onderdeel van de band, omdat ze verantwoordelijk zijn voor het oppikken en transporteren van het videosignaal. Deeltjesgrootte, samenstelling, dichtheid en distributie bepalen de kwaliteit van een tape. Tijdens het fabricageproces worden de deeltjes gerangschikt in de coating van de tape. Tijdens het opnameproces rangschikken videokoppen de deeltjes in patronen die worden bepaald door de veranderende spanning van het videosignaal. Wanneer de band wordt afgespeeld, worden de patronen opgepikt door een afspeelkop en worden ze het videobeeld.
Geschiedenis
De eerste video-opnamebanden waren met roest bedekt met een papieren achterkant. De eerste video-opnamemachines registreerden signalen op een dunne metalen draad. Toen werd ontdekt dat magnetische videobanden betere resultaten opleverden, werden magnetische recorders gebouwd. Sommige van de vroege machines gebruikten kleine elektromagneten die ijzerlegeringsdraad magnetiseerden terwijl het tussen spoelen passeerde terwijl het over de elektromagneet ging.
Magneetband bleek gemakkelijker om mee te werken omdat het niet krult of buigt zoals draad. Aanvankelijk werden metaaloxiden zoals ijzer gepoederd en op de band aangebracht. Magnetische deeltjes in vroege videobanden waren relatief groot. Hoewel dit het fabricageproces gemakkelijker maakte, beperkte de grootte van de deeltjes de effectiviteit van de tapes. Later werd kobalt aan deeltjes toegevoegd om hun magnetische eigenschappen te verbeteren.
Toen onderzoekers manieren onderzochten om de deeltjes kleiner te maken, ontdekten ze dat kleinere deeltjes een betere tape opleverden. Kleinere deeltjes bleken echter moeilijker te dispergeren in het bindmateriaal tijdens het fabricageproces. Bindmateriaal is een vloeibare mix van ingrediënten die later uitharden en structuur geven aan de magnetische laag van de tape. Onderzoekers richtten zich later op betere bindmiddelformuleringen en applicatietechnieken en een aanzienlijk verbeterde videobandkwaliteit.
In 1951 voerde Bing Crosby Enterprises een van de eerste demonstraties van magnetische videobandopname uit. De slechte snelheid van de eerste videoband maakte het echter commercieel onpraktisch. Toch werden de voordelen van videobanden onmiddellijk erkend. Mogelijke voordelen waren onder meer een verbeterde uitzendkwaliteit, herbruikbare banden en lagere productiekosten.
In 1956 introduceerde de firma Ampex de eerste praktische videobandmachine. Dit eerste model was een grote reel-to-reel-machine die vier recordkoppen en twee inch brede tape gebruikte. Het is duidelijk dat deze uitvinding de aandacht trok van de televisie-omroepindustrie en op 30 november 1956 werd CBS het eerste netwerk dat een programma uitzond op videoband.
Een belangrijke innovatie werd geïntroduceerd in 1969, toen Sony zijn EIAJ-standaard, driekwart-inch U-Matic-serie presenteerde, het eerste videocassettesysteem dat algemeen aanvaard werd. De videocassette was een enorme verbetering ten opzichte van het reel-to-reel-formaat en had een diepgaand effect op het videoveld.
In het begin van de jaren tachtig was Sony het eerste bedrijf dat een consumentenmarkt oprichtte voor het videocassettesysteem met zijn Betamax-formaat. Andere fabrikanten volgden snel en het door JVC geïntroduceerde VHS-systeem, met zijn 0,5-inch (1,3 cm) tape, domineerde al snel en blijft de markt domineren. In 1984 introduceerden Kodak en General Electric de 8-millimeter videorecorder of camcorder. In 1995 werd digitale videoband geïntroduceerd. Digitaal opnemen resulteerde in minder achtergrondruis en minder verslechtering van de beeld- en geluidskwaliteit.
De introductie van digitale tape in combinatie met de opkomst van de Digital Video Disc (DVD), deed velen geloven dat de dagen van de standaard videocassettes geteld waren. In 2001 werd echter geschat dat 90% van de huishoudens videorecorders had, terwijl slechts 10% dvd-spelers had. Met nieuwe ontwikkelingen in de productie van tapes, evenals een voorkeur van de consument voor videobanden, lijkt het lang te duren voordat videobanden de weg van de dinosaurus gaan.
Grondstoffen
De magneetband van vandaag bestaat uit drie hoofdlagen:de basisfilm, de magnetische laag en de achterkant. De basisfilm zorgt voor de fysieke ondersteuning en belangrijkste sterkte van de tape. Basisfolie bestaat grotendeels uit Polyethyleentereftalaat (PET) omdat het duurzaam is en bestand tegen uitrekken. De magnetische laag bepaalt de magnetische eigenschappen van de tape. Het is samengesteld uit magnetische poeders, variërend van ijzeroxiden met een lagere sterkte tot hoogenergetische metaaldeeltjes, die de magnetische eigenschappen van de band bepalen; bindmiddelen die structuur geven aan de laag, waaronder polymeren, kleefstoffen, smeermiddelen, reinigingsmiddelen, oplosmiddelen, dispergeermiddelen en statische controlemiddelen; additieven, zoals roet, die de bandeigenschappen verbeteren; en smeermiddelen, die wrijving en slijtage verminderen. De rugcoating, die uit smeermiddelen bestaat, verbetert de duurzaamheid en prestaties van de tape.
Ontwerp
Geen twee bandfabrikanten passen exact hetzelfde productieproces voor videobanden toe. Elke fabrikant gebruikt zijn eigen materialen en variaties op het proces om een voorsprong op concurrenten te krijgen. Het basisproductieproces is echter voor alle bedrijven hetzelfde. Het maken van videobanden houdt in wezen in dat je een rol doorzichtige plastic folie neemt, deze beschildert met een mengsel van bindmateriaal en magnetische deeltjes, deze in een oven bakt totdat deze "verf" droogt, en de brede plastic rol in dunne reepjes snijdt die op rollen. De magnetische deeltjes die een videoband omhullen, zijn naaldvormig. Hierdoor kunnen ze stevig op het tape-oppervlak worden gepakt. Hoe groter de magnetische dichtheid, hoe beter de tape. De beste tapes gebruiken kleinere deeltjes die in een grotere concentratie zijn verpakt.
Het fabricageproces
Volgens Sony, een van de grootste producenten van videobanden, is het fabricageproces een proces dat uit meerdere fasen bestaat, waaronder mengen, coaten, kalanderen, snijden en afwerken.
- De eerste stap, mengen, omvat het maken van de magnetische laag, of "verf", die een tape zal coaten. Het magnetische poeder wordt eerst voorgemengd met oplosmiddelen en dispergeermiddelen, meestal polyurethaan, die voorkomen dat het poeder op het oplosmiddel drijft. Het mengproces begint met het dispergeren van het poeder door grote planeetmengers in grote metalen tanks. Wanneer het magnetische materiaal is gedispergeerd, worden de bindmiddelen, additieven en smeermiddelen toegevoegd en gemengd. De verf wordt vervolgens automatisch naar de maalfase geleid, wanneer deze door grote rollen wordt gefreesd of gerold. Hierdoor ontstaat een afschuivende werking die voorkomt dat zich agglomeraties in de verf vormen.
- In de tweede stap, de coatingfase, wordt de magnetische verf aangebracht op de basisfilm in een continu proces dat begint wanneer grote rollen van de basisfilm in een machine worden ingevoerd die een coater wordt genoemd. De coater is 120 ft (36,6 m) lang en gebruikt 400 kW vermogen. De film wordt onder lage spanning door zes motoren door de coater getrokken. Aan het begin van het proces komt de tape het kopeinde van de coater binnen, wat het afwikkeleinde wordt genoemd. Nieuwe rollen worden automatisch gesplitst wanneer de coater het einde van een rol detecteert. Een mechanisch apparaat dat een vliegende splice wordt genoemd, bevestigt de nieuwe rol basisfilm en snijdt het uiteinde van de oude af, terwijl de rollen in beweging zijn. (Het apparaat wordt een vliegende splitsing genoemd omdat de splitsing "on-the-fly" kan worden gemaakt terwijl het proces doorgaat.) De coaterkoppen stoppen met het schilderen van de film totdat de nieuwe splitsing doorgaat.
- De coaterkop brengt de magnetische laag aan op de basisfilm. Computers bewaken en sturen het proces, zodat een dunne, egale laag magneetverf zonder gebreken kan worden aangebracht. De dunne lagen worden gemeten in submicrons, of miljoensten van een meter. De meest gebruikte coatingmethode wordt extrusie genoemd. Bij dit proces wordt de verf op de film aangebracht terwijl deze onder druk door een kleine opening wordt uitgeblazen. Als de basisfilm over de geëxtrudeerde verf gaat, plakt de verf in een gladde laag aan het oppervlak van de basisfilm.
- Na het coaten wordt de nog natte tape automatisch door een sterk magnetisch veld geleid dat het magnetische materiaal fysiek oriënteert in een nieuw gecoate laag. Eerst worden de deeltjes willekeurig op het bindmiddel gerangschikt. Omdat de fysieke uitlijning belangrijk is voor de meest effectieve magnetische opname, worden de deeltjes vervolgens in dezelfde richting georiënteerd. Dit wordt bereikt door de band door het magnetische veld te leiden terwijl het bindmiddel uithardt. Hoe uniformer de verspreiding en oriëntatie van de deeltjes, hoe beter de tape zal presteren. De magnetische laag is nu klaar om te drogen.
- Drogen fixeert de nu georiënteerde deeltjes voordat ze van positie kunnen veranderen. Tijdens het drogen worden de voor het mengen gebruikte oplosmiddelen verdampt en teruggewonnen. De magnetische laag van de tape is gestabiliseerd. Wanneer het drogen is voltooid, gaat de tape door een röntgenscanner die de gelijkmatigheid van de nieuw aangebrachte laag controleert.
- Na het drogen en scannen wordt de tape teruggewikkeld op grote rollen van maximaal 1,2 m (4 ft) breed en meer dan 1000 ft (305 m) lang. Net als de vliegende splice die het proces startte, wordt er een spleet in de tape gemaakt en begint de nieuwe rol automatisch op te winden. De spanning van de tape wordt constant gehouden tijdens het coaten. Naarmate de nieuw gewikkelde rol geleidelijk groter wordt, wordt de windsnelheid geleidelijk verlaagd om de spanning van begin tot eind gelijk te houden.
- De derde stap omvat een proces dat kalenderen wordt genoemd. Op dit punt is de ruimte tussen de magnetische deeltjes nog niet volledig uitgehard. Daarom is het mogelijk om deze ruimte te minimaliseren door het kalanderproces, waarbij de laag wordt verdicht die zojuist is gevormd tussen stalen rollen en elastische rollen. Dit verhoogt de pakkingsdichtheid van de magnetische deeltjes om de magnetische dichtheid van de band te maximaliseren, en het maakt het oppervlak van de magnetische laag glad, wat zorgt voor een beter band-op-kop contact. Tijdens het proces wordt de tape automatisch door een reeks rollen geleid. De stalen rollen maken contact met de magnetische kant van de tape en de elastische rollen maken contact met de achterkant van de tape, een methode die zorgt voor een gelijkmatige druk over de film. Na dit proces worden de uiteindelijke oppervlaktekenmerken en dikte van de tape bepaald. De tape is nu klaar om te worden gesneden.
- Alvorens in cassettes te worden geladen, worden de banden op de door het formaat bepaalde breedte gesneden. Veelgebruikte bandformaten zijn 0,5 inch (1,3 cm), 0,75 inch (1,9 cm) of 1 inch (2,5 cm). De tape wordt gesplitst op een snijmachine die bestaat uit twee sets messen. Terwijl de tape door de snijmachine wordt getrokken, snijden de messen de tape in de gewenste breedte. Het snijden is een zeer nauwkeurig proces en het is van cruciaal belang voor de kwaliteit van de tapes. Het proces wordt meestal gevolgd door lasers om defecten zoals vouwen of gaatjes te detecteren. De band wordt gesneden binnen microns van de gewenste breedte om een vlotte werking in een videorecorder of camcorder te verzekeren. Een slecht gesneden rand kan oxide, basisfilm en teruggecoate deeltjes afstoten. Nadat de tape is doorgesneden, gaat deze over een reinigingsdoekje dat alle vuil verwijdert dat zich tijdens het proces heeft opgehoopt. De tape wordt vervolgens op lange "pannenkoeken" rollen gewikkeld, die lijken op filmrollen. De band is nu klaar voor de afwerkingsfase, wanneer deze in cassettes wordt geladen.
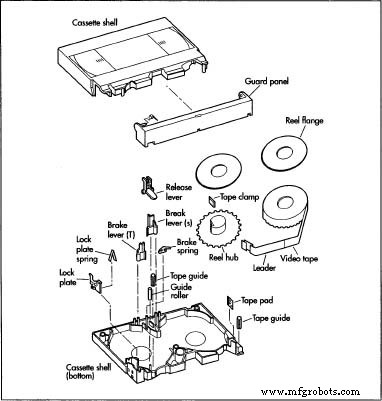 De componenten van een videocassette.
De componenten van een videocassette. - In de afbouwfase worden de tapecassettes geproduceerd. De cassetteschalen zelf zijn gemaakt van gesmolten kunststoffen die in een metalen holte of mal worden geplaatst en gevormd in de bovenste en onderste helften van de schalen. Deze helften worden bij elkaar gehouden door vijf schroeven. Componenten van de videocassettebehuizingen omvatten twee spoelen die de tape zelf vasthouden; een bewegende, veerbelaste deur die de tape veilig in de schaal herbergt; roestvrijstalen pinnen en rollen die de tape zelf beschermen tegen krassen; wrijvingsarme rollen die de band geleiden tijdens het opnemen of afspelen; antistatische leider die ophoping van stof voorkomt; en twee veerbelaste sloten die voorkomen dat de tape in de schaal rondrolt. De lege cassettehulzen hebben hubs met een leader eraan. De leader wordt automatisch aan de pannenkoekrollen gesplitst, die op een in-cassette-laadmachine worden geplaatst die een afgemeten hoeveelheid tape in de cassette spoelt. Vervolgens worden de geladen cassettes met inlegvellen in elkaar gezet en in beschermhoezen geplaatst. Ten slotte worden de cassettes verpakt en in dozen gedaan voor verzending.
Bijproducten/afval
In sommige fabrieken wordt tijdens de productie het oplosmiddel dat in het coatingproces wordt gebruikt, teruggewonnen en gezuiverd en vervolgens opnieuw gebruikt bij de productie van meer tapes. De oplosmiddelen worden verdampt in drogers die gebruik maken van luchtstromen. Hierdoor ontstaat een mengsel van lucht en oplosmiddel dat via leidingen naar een terugwinningsstation voor oplosmiddelen wordt gevoerd. Op dit station worden het oplosmiddel en de lucht gescheiden. Het oplosmiddel wordt vervolgens gedestilleerd en opgeslagen voor gebruik.
Kwaliteitscontrole
Over het algemeen is de kwaliteitscontrole continu tijdens het productieproces.
Computers, röntgenstralen en lasers worden gebruikt om verschillende stadia te bewaken. Ingrediënten worden ook getest. Bij Sony worden, voordat de productie begint, de ingrediënten door het kwaliteitscontrolelab gecontroleerd aan de hand van de specificaties in de samenstelling van de tape. Oxide- en metaaldeeltjes worden gecontroleerd op vlakheid en grootte. Magnetische "voetafdrukken" worden getest om er zeker van te zijn dat ze voldoen aan magnetische eigenschappen. Bindmiddelen en smeermiddelen worden gecontroleerd op zuiverheid. De polyester basisfilm wordt gecontroleerd op consistentie en sterkte.
De Toekomst
Recente ontwikkelingen in technologie en productie maken nog betere tapes mogelijk en wijzen de weg naar de toekomst. Tegen het begin van de nieuwe eeuw waren de meeste tapes die mensen gebruikten oxidetapes. De actieve magnetische coating is een vorm van geoxideerd metaal geweest. Tapes gemaakt met coatings van puur metaal, of metaal verdampte tape, hebben bewezen superieur te zijn. Bij het maken van metalen verdampte tape gebruiken fabrikanten een ander proces om magnetische deeltjes af te zetten. In plaats van dat de magnetische deeltjes in een bindmiddel worden gedragen en op de tape worden geverfd, worden ze uit een vaste stof verdampt en op de basisfilm afgezet. Een elektronische straal verwarmt metaal tot duizenden graden in een vacuümkamer. Het metaal verdampt vervolgens en hecht zich aan een speciaal geprepareerde basisfilm. Op deze magnetische laag wordt een beschermende coating aangebracht. Het resultaat is een gladde, dunne, dicht opeengepakte film van pure magnetische deeltjes. Omdat er geen bindmiddel wordt gebruikt, grijpen de deeltjes in met een dichtheid die vast metaal benadert. Het Sony-bedrijf liep voorop met dit nieuwe proces met zijn Advanced Metal Evaporated- of AME-proces. Dit soort tape vertegenwoordigt een relatief nieuwe technologie en het volledige potentieel ervan wacht erop om te worden aangeboord.
Waar meer te leren
Boeken
Alldrin, L., et al. Het handboek voor computervideomakers. 2e ed. Boston:Focal Press, 2001.
Nmungwun, A. Video-opnametechnologie:de impact ervan op media en thuisentertainment. New Jersey:Lawrence Erlbaum Associates, 1989.
Heller, N., en T. Bentz. Het grote tapedebat:evolutie van het nieuwe videoformaat. New York:Knowledge Industry Publications, 1987.
Overige
Stoffel, T. Webpagina over videobandsystementheorie. december 2001.
webpagina. december 2001.
Dan Harvey
Productieproces
- Hoe magnetische haken te kiezen
- 5 feiten over elektromagneten
- Wat zijn magnetische vangsten?
- AC magnetische velden waarnemen
- Nanocluster om magnetische plasmonen te geleiden
- 5 W's van een draagbaar metamateriaal
- Duurzame 3D-geprinte magneten
- Waarom prototypen van printplaten een belangrijke eerste stap is
- Wat is magnetische afscherming?
- Wat is een magnetische koppeling?
- Wat is een magnetische chiptransporteur?