


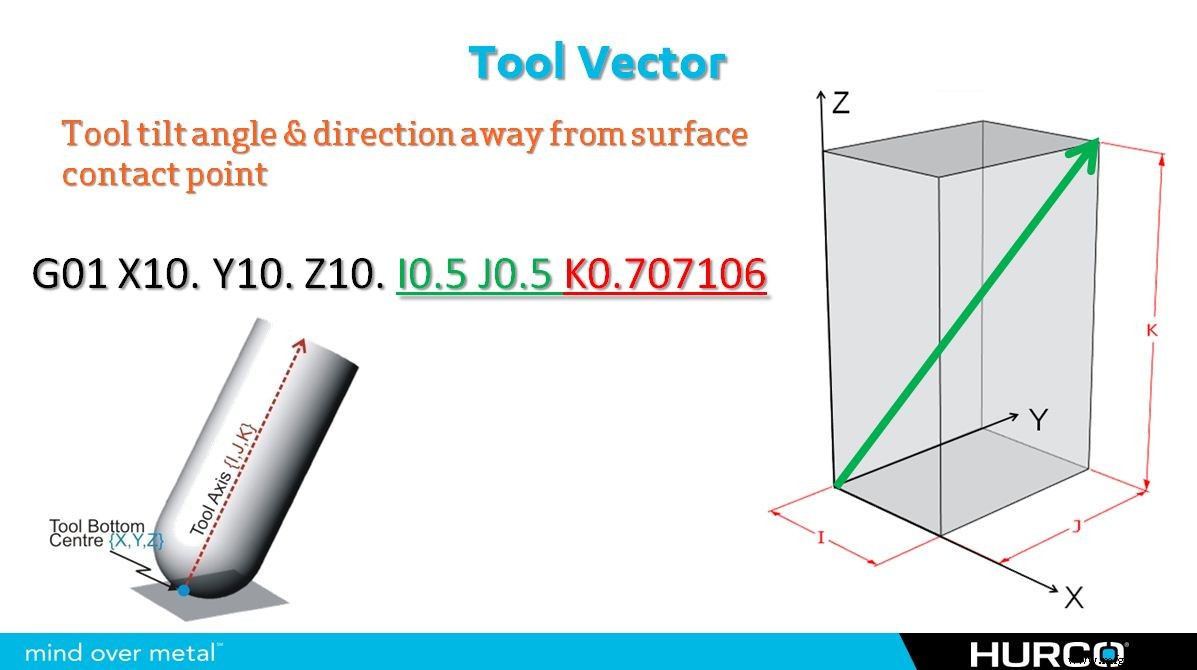
5-assige CNC:5-assige transformatievlakken programmeren met IJK UVW-vectoren
Een tijdje terug ontving ik een opmerking op een van mijn vorige blogposts - "5-Axis Programming:programming with tool vectors"- waarin ik vroeg hoe je een 5-assige transformatievlakken kunt aanwijzen met behulp van IJK UVW-vectortokens, in plaats van de traditionele ABC-rotatie-asaanduidingen op hun 5-assige CNC-machine. In plaats van alleen op die opmerking te reageren, dacht ik dat ik dit bericht als een reactie zou schrijven. Aangezien dit een voortzetting is van de 5-assige CNC-basisreeks, raad ik u aan om IJK-gereedschapsvectoren te lezen en te begrijpen als een pre-cursor voor dit artikel.
Het idee achter het maken van een 5-assig transformatievlak met behulp van vectoren is precies hetzelfde als het programmeren van gereedschapsbewegingen met IJK-gereedschapsvectoren op een machine met een 5e as; het verschil ligt echter in het feit dat u twee afzonderlijke vectoren zult hebben...gebruik IJK voor één en UVW voor de tweede. De reden dat je voor deze functie twee aparte "benen" nodig hebt, is omdat je geen vlak met slechts één as kunt aanwijzen. Ik zal de vloer in een kamer gebruiken als mijn analogie ... je zou geen vloer in een kamer kunnen maken zonder ten minste twee muren. Met slechts één zou de vloer gewoon rond die ene as draaien en in letterlijk elke richting kunnen wijzen. Om plaats te bieden aan de twee benen van het transformatievlak, en omdat we uiteindelijk de richting van de Z-as willen bepalen, zullen we de X-as en Y-as gebruiken als onze benen, of muren van het gewenste transformatievlak.
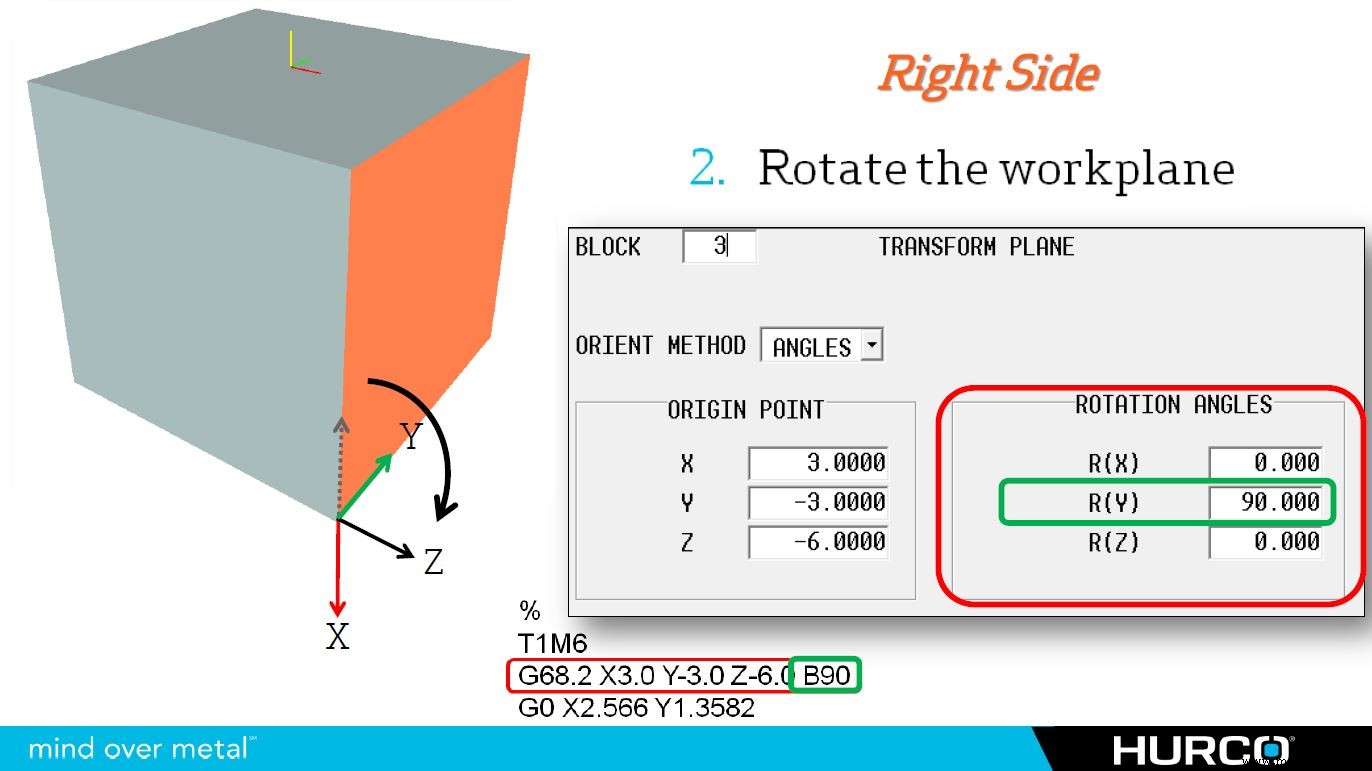
Hieronder ziet u een voorbeeld van de G-code die wordt gebruikt om het transformatievlak in de afbeelding hierboven aan te duiden met behulp van IJK UVW-vectoren (90 graden draaiend rond de Y-as) op onze 5-assige CNC-frees. Het oorspronkelijke deel nul was het midden bovenaan van een kubus van 6” x 6” x 6”:
G68.2 X3.0 Y-3.0 Z-6.0 I0 J0 K-1 U0 V1 W0
De IJK geeft de richting van de RODE pijl (X-as) aan. De X- en Y-richting van de pijl zijn niet verschoven van de oorspronkelijke richting en zijn in beide richtingen nog steeds in lijn met het oorsprongspunt. Alleen de richting van de Z-as is veranderd ... hij wijst nu naar beneden in de negatieve Z-richting ... daarom gebruiken we de negatieve (-1). Als dit een positieve (+1) (I0 J0 K1) was geweest, zou de rode pijl OMHOOG wijzen en zou de Z-as naar de linkerkant van het onderdeel zijn georiënteerd.
De UVW geeft de richting van de GROENE pijl (Y-as) aan. Om de richting van de pijl aan te geven, hoeven we alleen een waarde van positieve één (+1) in de richting van de Y-as te gebruiken - wat toevallig dezelfde oriëntatie van de Y-as zou zijn als we aan de bovenkant van het deel ... deze UVW-vector zou hetzelfde zijn voor elk transformatievlak waar de Y-as nog steeds is uitgelijnd in zijn oorspronkelijke oriëntatie. Als er echter een negatieve (-1) was gebruikt voor het V-token (U0 V-1 W0), dan zou de GROENE pijl naar de voorkant van het onderdeel wijzen (180 graden anders) en zou de Z-as georiënteerd naar de linkerkant van het onderdeel.
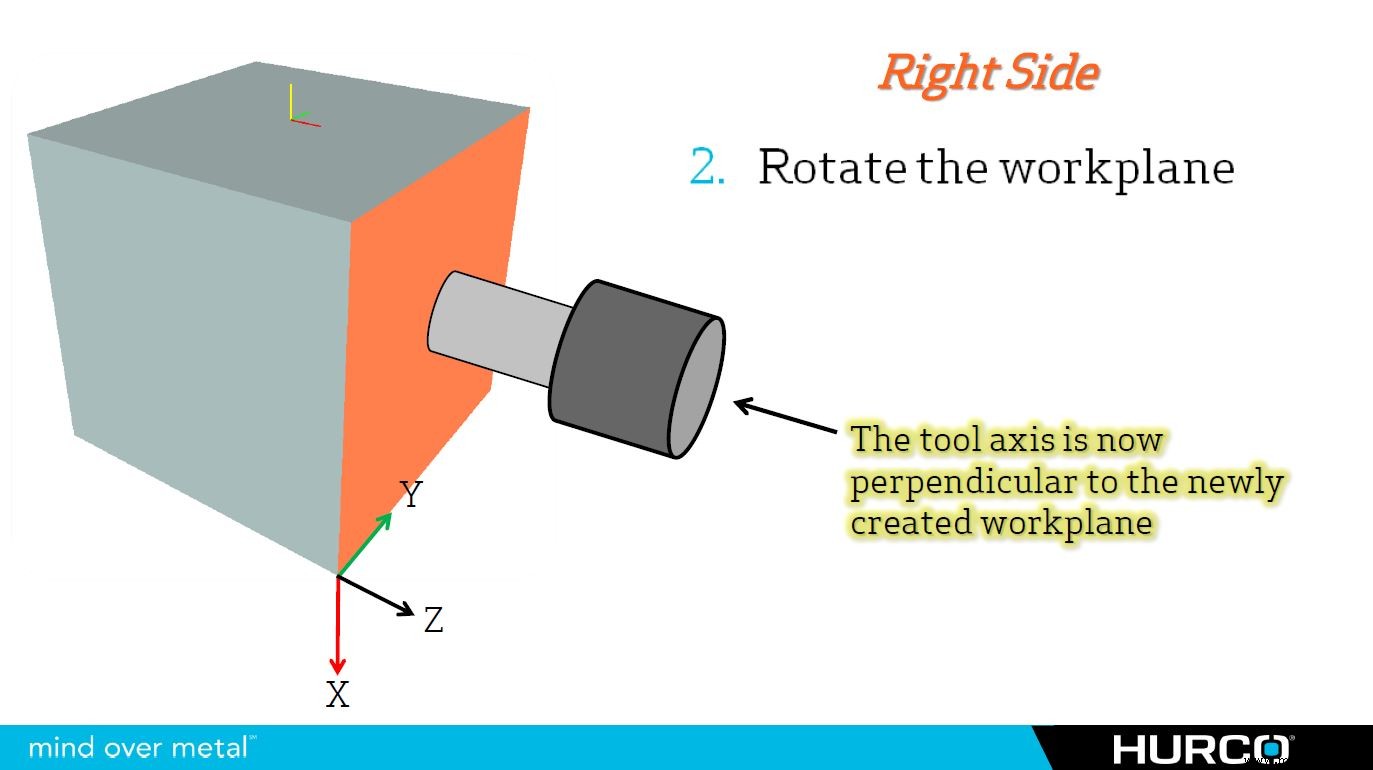
Zoals je kunt zien, is dit met een beetje begrip echt niet zo moeilijk te visualiseren of te programmeren. In dit voorbeeld gebruikten we een eenvoudige rotatie van 90 graden rond één as, maar hetzelfde principe kan worden gebruikt om elke samengestelde rotatiehoek aan te duiden die nodig is voor elk vereist transformatievlak. Het is net zo eenvoudig als de RODE en GROENE pijlen in de richting te wijzen die ze nodig hebben, en de Z-as wijst altijd loodrecht op het gecreëerde vlak.
Bezoek onze website www.hurco.com
voor meer informatie over Hurco's verscheidenheid aan 5-assige CNC-machines.
5-assige machineconfiguraties
CNC machine
- 5-assige CNC-bewerking
- 5-assige CNC-boekversie
- 5-assige CNC:5-assige transformatievlakken programmeren met IJK UVW-vectoren
- 5-assige programmering:programmeren met gereedschapsvectoren?
- 5 redenen om precisie-CNC-machines te gebruiken
- Handboek CNC Programmeren door Peter Smid
- Sinumerik 840D CNC-programmering
- CNC-programmering voor CNC-bedieners
- CNC G01 hoekprogrammering
- M-codes – CNC-programmeerquiz
- G-codes – CNC-programmeerquiz