


3-assige CNC-router versus 4-assige CNC-router versus 5-assige CNC-router
Als u een idee heeft om een CNC-freesmachine te kopen, hoeveel assen heeft u dan nodig voor de CNC-freeskit? Het is een veelvoorkomend probleem voor elke koper van een CNC-router, dus laten we beginnen met het vergelijken van 3-assige, 4-assige en 5-assige CNC-routers.
Begrijp 3 assen, 4e assen, 4 assen en 5 assen voor CNC-routermachinekits
5 assen:X-Y-Z-A-B, X-Y-Z-A-C, X-Y-Z-B-C (de spindel kan 180 graden naar links en rechts worden gedraaid.)
4 assen:X-Y-Z-A, X-Y-Z-B, X-Y-Z-C (4-assige koppeling)
4e as:Y-Z-A, X-Z-A (3-assige koppeling)
3 assen:X-Y-Z (3-assige koppeling)
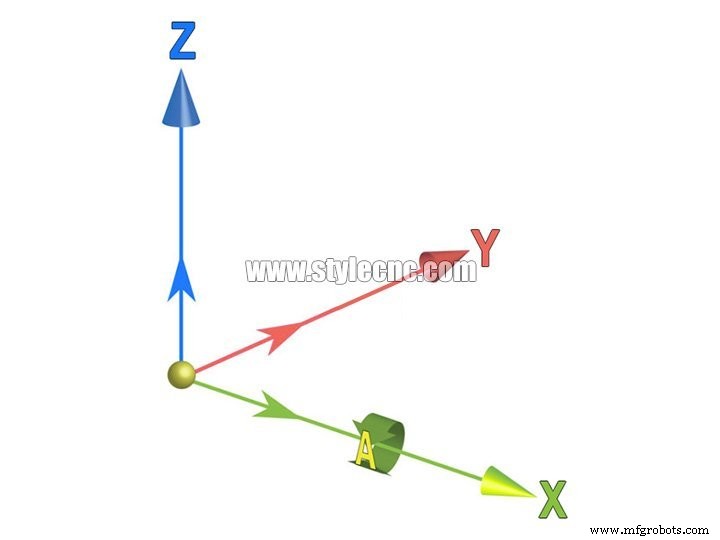
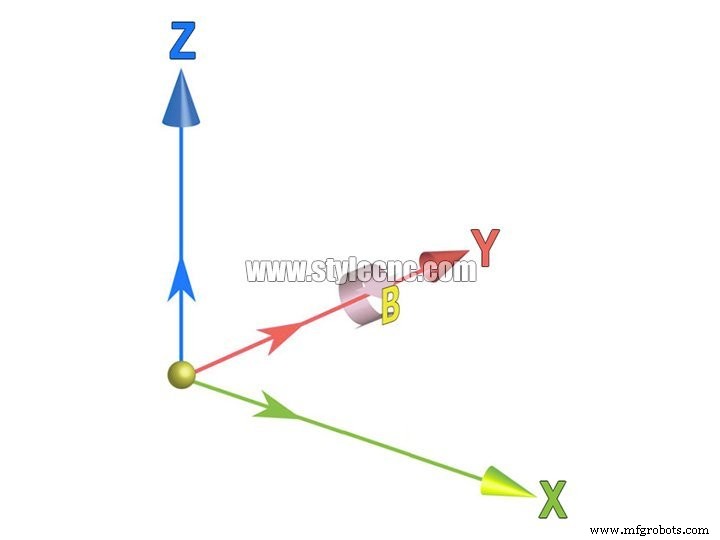
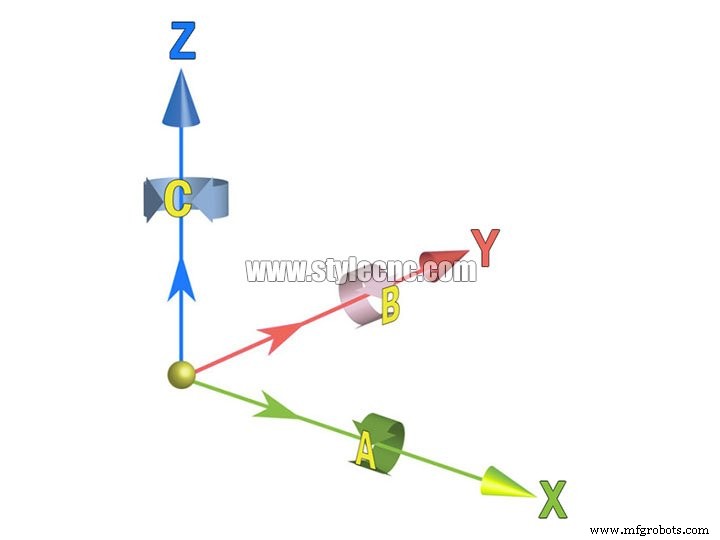
A, B of C-as komt overeen met de rotatie-as van X, Y, Z.
3-assige CNC-routermachine
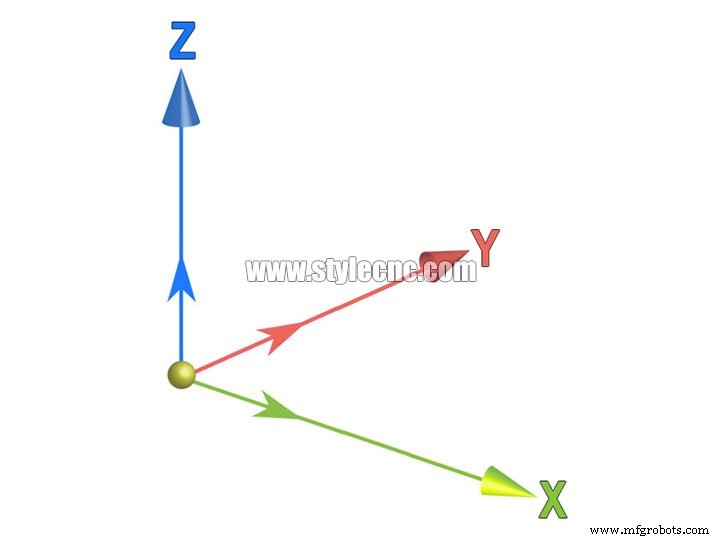
Deze specifieke CNC-routers kunnen tegelijkertijd langs drie verschillende assen gaan.
X-as:van links naar rechts
Y-as:van voren naar achteren
Z-as:omhoog en omlaag
3-assige CNC-routermachines die tegelijkertijd drie assen bewegen; de X-as, de Y-as en de Z-as. Snijden langs de X-as beweegt de frees van links naar rechts, snijden langs de Y-as verplaatst het van voor naar achter, en snijden over de Z-as beweegt het op en neer. Deze machines worden voornamelijk gebruikt voor het snijden van platte, 2D en 2.5D onderdelen. Of het nu vlak snijwerk of rond snijwerk is, je kunt het zien als plat snijwerk, het wordt berekend volgens de polsslag.

4e as CNC-routermachine
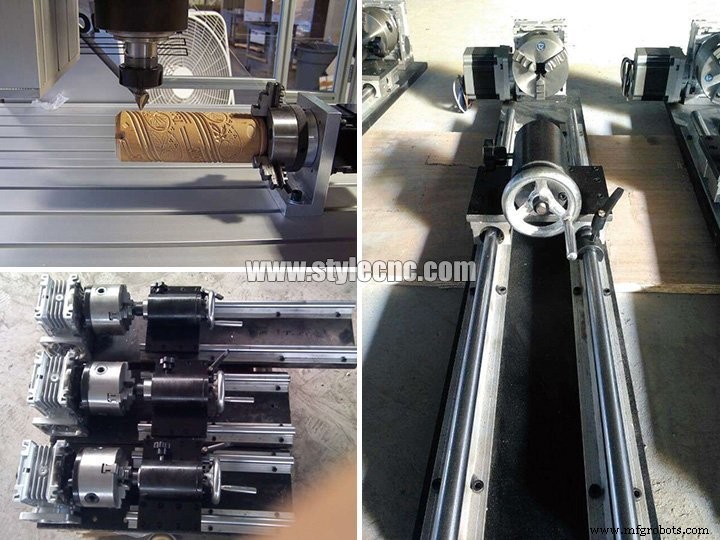
Voeg over het algemeen een rotatie-as toe aan de 3-assige CNC-routerkit, ook wel A-as genoemd, dat wil zeggen, de 4e CNC-router met roterende as. Hoe onderscheid je een echte 4-assige CNC-routerkit? We geven een veelvoorkomend voorbeeld van 4-assige 3D-cilinderrouting, bestaat uit een ronde korte stok die een 3D-boeddha snijdt of snijdt, dit werk heeft 4 assen, maar werkt alleen met een 3-assig CNC-systeem, het wordt gebruikt X-as of Y-as om te rijden de rotatie-as, de echte werker is een 3-assige CNC-machine of een roterende 4-assige CNC-machine.

4-assige CNC-routermachine
4-assige CNC-freestafel maakt werken aan beide zijden mogelijk, wat niet op 3-assige CNC-freestafel is. De 4-assige CNC-bewerkingsmachines hebben ook een X-, Y-, Z-as, het verwijst naar de X-Y-Z-A, X-Y-Z-B, X-Y-Z-C, 4-assen zijn gekoppeld, de 4-as kan tegelijkertijd werken.

4 as versus 4e as
4-as betekent dat de werktuigmachine de beweging van de X-, Y-, Z- en A-as tegelijkertijd uitvoert. De vier assen vertegenwoordigen de vier richtingen op de werktuigmachine. Gewoonlijk vertegenwoordigt de X-as de linker- en rechterrichting, de Y-as de voor- en achterrichting en de Z-as de op- en neerwaartse richting. De A-as is de positieve en negatieve richting van de rotatie-as. De 4e as betekent dat de bewerkingsmachine alleen de bewegingen van de X-, Y-, Z- en A-as tegelijkertijd kan uitvoeren.
Drie assen kunnen de koppeling van vier assen niet tegelijkertijd uitvoeren. De 4e-assige CNC-routermachine is ruwweg verdeeld in twee typen, de ene is een 4e-assige platte routermachine en de andere is een 4e-as 3D CNC-routermachine. Zoals de naam al doet vermoeden, kerft of snijdt de 4e-assige vlakfreesmachine slechts aan één kant in het materiaal.
4e as 3D-bewerking betekent dat de machine 3D-roterend snijwerk of snijwerk kan uitvoeren, maar een van de drie assen X, Y en Z wordt geconverteerd naar de A-as voor het frezen. We leggen het verschil tussen deze twee soorten 3D CNC-machines vanuit verschillende hoeken uit:
1. Conceptueel is het verschil tussen de 4-as en de 4e as of de vier-assen koppeling van X, Y, Z en A tegelijkertijd kan worden uitgevoerd.
2. Vanuit het oogpunt van het besturingssysteem van de machine, gebruikt de 4-assige CNC-machine een vierassig koppelingssysteem en de 4e as een drieassig koppelingssysteem.
3. Het 4-assige koppelingssysteem maakt gebruik van een vierassige signaaloverdracht volgens het bewegingssignaal van de machine. Verlies, 3-assige koppeling maakt gebruik van drie-assige signaaloverdracht, één signaal is minder dan 4-assen.
4. Volgens het routeringseffect heeft de vierassige meer verwerking dan de 4e as, is de verwerking uniformer, is de dode hoek kleiner en is het uiterlijk mooier.
5. Verschillend van de richting van de werktuigmachine. De richting waarnaar de vierassige tooltip wijst, kan op elk moment worden gewijzigd. De gereedschapspunt van de 4e as wijst altijd naar het midden van het werkstuk. De vier assen zijn geavanceerder en betrouwbaarder dan de 4e as. 4-as is de ontwikkelingstrend van 3D CNC-routermachines. Het belangrijkste is dat meer dan 60% van de 3D CNC-routermachines op de markt de 4e as zijn. Bij het kiezen van een vierassige 3D CNC-machine is het niet alleen nodig om onderscheid te maken tussen de 4-as en de 4e as, maar ook om de eigen bewerkingsomstandigheden te analyseren, zoals de grootte, het gewicht, de hardheid en de bewerkingsmethoden van het werkstuk.
5-assige CNC-routermachine
Deze routers lijken enigszins op de 3, 4-assige CNC-machinekit, maar ze hebben twee extra assen waarmee ze kunnen bewegen. Deze extra assen zorgen voor een kortere projecttijd vanwege hun vermogen om vijf randen van het materiaal tegelijkertijd te snijden. Vanwege het feit dat deze machines echter een langere X-as hebben, zorgt dit voor minder stabiliteit en nauwkeurigheid, waardoor mogelijk meer aandacht nodig is dan een 3, 4-assige CNC-routerkit.
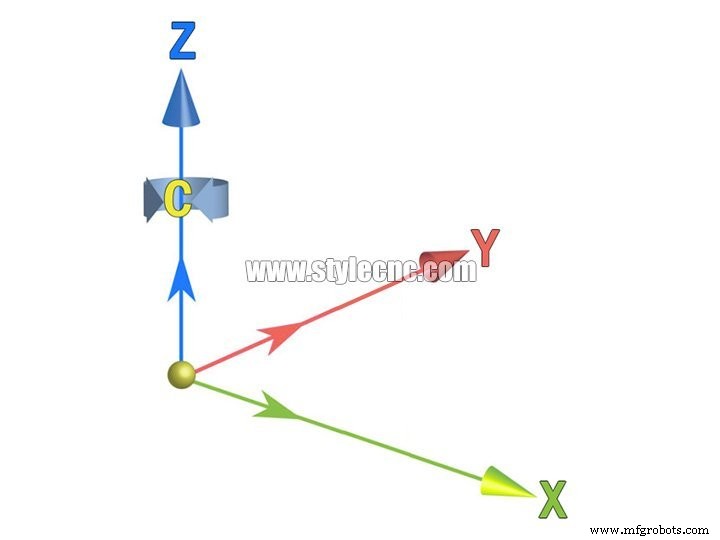
Het 5-assige CNC-bewerkingscentrum heeft de kenmerken van hoge efficiëntie en hoge precisie, en de pentahedron kan in één opspanning van het werkstuk worden verwerkt. Indien uitgerust met een high-end numeriek besturingssysteem met vijf assen, kan het ook zeer nauwkeurige verwerking van complexe ruimtelijke oppervlakken uitvoeren en is het meer geschikt voor het verwerken van moderne mallen zoals auto-onderdelen en structurele onderdelen van vliegtuigen. Er zijn twee manieren voor de roterende as van het vijfassige verticale bewerkingscentrum. Een daarvan is de tafelrotatie-as. De tafel op het bed kan draaien rond de X-as, die wordt gedefinieerd als de A-as. Het algemene werkbereik van de A-as is +30 graden tot - 120 graden. Er is ook een draaitafel in het midden van de werktafel, die rond de Z-as draait op de positie die wordt weergegeven in de afbeelding, die wordt gedefinieerd als de C-as, en de C-as draait 360 graden. Op deze manier kunnen door de combinatie van A-as en C-as, behalve het vijfassige bewerkingscentrum op het bodemoppervlak van het werkstuk dat op de werktafel is bevestigd, de andere vijf oppervlakken worden bewerkt door de verticale spil. De minimale schaalwaarde van A-as en C-as is over het algemeen 0,001 graden, zodat het werkstuk in elke hoek kan worden onderverdeeld en schuine vlakken, schuine gaten enz. kunnen worden verwerkt. Als de A-as en C-as worden gekoppeld aan de X, Y, Z drie lineaire assen, kunnen complexe ruimtelijke oppervlakken worden bewerkt. Hiervoor is uiteraard ondersteuning nodig van hoogwaardige CNC-systemen, servosystemen en software. Het voordeel van deze opstelling is dat de structuur van de spil relatief eenvoudig is, de stijfheid van de spil zeer goed is en de fabricagekosten relatief laag zijn. De algemene werktafel kan echter niet te groot worden ontworpen en het draagvermogen is ook klein, vooral wanneer de rotatie van de A-as groter is dan of gelijk is aan 90 graden, zal het werkstuk een groot dragend moment tot stand brengen de werktafel bij het snijden. De andere is om te vertrouwen op de rotatie van de verticale spilkop. Het voorste uiteinde van de hoofdas is een draaiende kop, die de Z-as 360 graden kan omcirkelen om de C-as te worden. De draaiende kop heeft ook een A-as die rond de X-as kan draaien, die over het algemeen meer dan ±90 graden kan bereiken om dezelfde functie als hierboven te bereiken. Het voordeel van deze instellingsmethode is dat de spindelbewerking zeer flexibel is, de werktafel ook zeer groot kan worden ontworpen en de enorme romp en enorme motorschaal van het passagiersvliegtuig op dit type bewerkingscentrum kan worden verwerkt. Dit ontwerp heeft ook een groot voordeel:wanneer we sferische frezen gebruiken om gebogen oppervlakken te bewerken, wanneer de hartlijn van het gereedschap loodrecht op het bewerkte oppervlak staat, aangezien de lineaire snelheid van de top van de sferische frees nul is, is het oppervlak de kwaliteit van het door de apex gesneden werkstuk zal slecht zijn. Het ontwerp van de spilrotatie is aangenomen om de spil een hoek te laten draaien ten opzichte van het werkstuk, zodat de bolvormige frees het apexsnijden vermijdt, een bepaalde lineaire snelheid garandeert en de kwaliteit van de oppervlakteverwerking verbetert. Deze structuur is erg populair voor zeer nauwkeurige oppervlaktebewerking van matrijzen, wat moeilijk te bereiken is voor bewerkingscentra voor draaitafels. Om de hoge rotatieprecisie te bereiken, is de high-end roterende as ook uitgerust met cirkelvormige roosterfeedback en de indexeringsnauwkeurigheid is binnen enkele seconden. Natuurlijk is de rotatiestructuur van dit type spindel ingewikkelder en zijn de fabricagekosten ook hoog.
True 5 Axis versus Fake 5 Axis
De echte vijf-as heeft een RTCP-functie. Het kan automatisch worden geconverteerd volgens de slingerlengte van de spil en de mechanische coördinaten van de roterende tafel. Bij het samenstellen van het programma hoeft alleen rekening te worden gehouden met de coördinaten van het werkstuk, niet met de slingerlengte van de spil en de positie van de draaitafel. Of het nu een echte vijfassige is, het hangt er niet van af of de vijfassige gekoppeld is, de nep vijfassige kan ook een vijfassige koppeling zijn. Als de spil het echte RTCP-algoritme met vijf assen heeft. Het is om indexeringsverwerking te doen. De echte vijfassige met RTCP-functie hoeft slechts één coördinatensysteem in te stellen en hoeft de coördinaten slechts één keer in te stellen voor het gereedschap. De nep-vijf-assige is een groot probleem.
Het CNC-systeem met RTCP-functie kan de tooltip-programmering direct gebruiken zonder rekening te houden met de hartafstand van de roterende as. Na het toepassen van de RTCP-modus, kan het programmeren van 5-assige CNC-bewerkingen direct gericht zijn op de gereedschapspunt in plaats van op het midden van de roterende spilkop, zodat het programmeren veel eenvoudiger en efficiënter wordt.
Voor de pseudo-vijf-assige dubbele draaitafel moeten meerdere coördinaten worden ingesteld om het doel van indexverwerking te bereiken. Als het echter een vijfassige zwenkkop is, kan de indexeringsverwerking niet worden voltooid, omdat de vijfassige zwenkkop geen enkele Z-beweging is bij de verwerking naar beneden, maar Z beweegt met X of Y samen. Op dit moment zal de nep-programmering met vijf assen erg lastig zijn en zal het debuggen moeilijker zijn, en de offset-functie met drie assen kan op dit moment niet worden gebruikt.

Welke CNC-freesmachine is ideaal voor u?
Hoewel deze routers enigszins eenvoudig lijken met wat ze kunnen bereiken, zijn het zeer delicate en geavanceerde stukjes technologie. Als u creatiever wilt zijn met uw ontwerpen, is het raadzaam te investeren in een 4-assige of 5-assige CNC-routerkit, maar 3-assige of 4-assige CNC-routerkits zijn vaak goedkoper.
Nu je een praktische kennis hebt van hoe een router werkt, kun je de verschillen tussen verschillende modellen beter begrijpen.
5-assige CNC-machines kunnen langs twee extra assen snijden dan 3-assige CNC-machines. Deze routers hebben de mogelijkheid om aan vijf zijden van een stuk materiaal tegelijk te snijden, wat de mogelijkheden en flexibiliteit van de operator vergroot. In tegenstelling tot hun 3-assige tegenhangers, worden deze machines meestal gebruikt om grote 3D-onderdelen te snijden. Bovendien hebben 5-assige CNC-machines een groter portaal en een langere X-as, waardoor ze grotere delen kunnen snijden; dit brengt echter ernstige kosten met zich mee; hoe groter het portaal en hoe langer de X-as, hoe minder nauwkeurig en stabiel deze machines zijn. Voor een goede kwaliteitscontrole moeten de hoogte van het portaal en de lengte van de X-as zoveel mogelijk worden beperkt.
Hoewel routers eenvoudige machines lijken, zijn het zeer geavanceerde stukjes technologie die een bepaald niveau van expertise vereisen om te kunnen werken. 5-assige CNC-machines zijn doorgaans duurder dan traditionele 3-assige types, maar bieden uiteindelijk meer flexibiliteit en stellen gebruikers in staat creatiever te zijn met hun ontwerpen.
Hoeveel assen heb je nodig?
U hebt misschien verwijzingen gezien naar CNC-routers met zeven, negen of zelfs elf assen. Hoewel het moeilijk lijkt om zoveel extra assen voor te stellen, is de verklaring voor dergelijke verbluffende geometrieën eigenlijk vrij eenvoudig.
Als je te maken hebt met machines die, zeg maar, meer dan één draaispil hebben, dan heb je al meer assen.
Zo hebben we machines met tweede spindels en lagere revolvers. Op die machines heb je meerdere assen:de bovenste revolver heeft 4 assen en de onderste revolver heeft er 2, dan heb je tegenovergestelde spindels die ook 2 assen hebben. Die machines kunnen maximaal 9 hebben.
Een onderdeel, zoals een lucht- en ruimtevaartklep, kan op een 5-assige CNC-machine worden gemaakt. Of we kunnen dat deel doen op een meerassige CNC-router met een roterende B-as en dubbele spindels voor twee C-assen, plus X, Y en Z. Er is ook een lagere toren die je een tweede X en Z geeft. Het geeft je dus meer assen, maar het onderdeel zelf heeft dezelfde geometrie.
Dus hoeveel assen heb je nodig voor je bedrijf?
Zoals vaak het geval is in de productie, hangt het antwoord op die vraag af van uw specifieke toepassing. Bekijk het volgende voorbeeld:
Een turbineblad is een vrij gevormd oppervlak en kan nogal complex zijn. De meest efficiënte manier om een dergelijk blad af te werken, is door 5 assen te gebruiken, waarbij het gereedschap in een spiraal rond het draagvlak van het blad wordt genomen. U kunt een 3-assige machine gebruiken als u het blad naar een positie indexeert en vervolgens drie lineaire assen gebruikt om het oppervlak te bewerken, maar dat is meestal niet de meest efficiënte manier.
De geometrie van het onderdeel vertelt je of je een configuratie met 3, 4 of 5 assen nodig hebt.
Het is echter belangrijk om te onthouden dat het aantal assen dat u nodig heeft, van meer dan één onderdeel afhangt. Het onderdeel zal er veel van dicteren, maar dan is er ook wat de winkel wil bereiken.
Een klant kan me een onderdeel brengen, bijvoorbeeld een titanium ruimtevaartbeugel, en ik zou kunnen zeggen:dat is een perfect onderdeel voor een 5-assige CNC-freestafel, maar ze zijn misschien van plan onderdelen te maken die beter zouden werken op een van onze machines. Die multifunctionele machine is misschien niet op dezelfde manier geoptimaliseerd als een 5-assige CNC-machine, maar het kan de klant kansen bieden om draai-, as- of spankopwerk te doen dat deel uitmaakt van hun langetermijnplan.
Een ander ding om te overwegen is het werkbereik. Wat is de maximale grootte van een onderdeel dat u in de machine kunt plaatsen en toch gereedschapswisselingen en onderdeeloverdrachten kunt uitvoeren? Het is het begrijpen van de mogelijkheden van de CNC-machine en wat het wel en niet kan doen.
CNC machine
- OMNI CNC – Het meest betrouwbare bedrijf dat 5-assige CNC-router aanbiedt
- 3-assige CNC-router VS 4-assige CNC-router:welke zou uw voorkeur hebben?
- Beste CNC-router voor houtbewerking
- CNC-routerbits Woordenlijst 1
- Geld verdienen met CNC-router
- CNC-routerideeën
- 5 winstgevende CNC-projecten in 2022
- Nieuwe machinebouw - 1530 ATC 4-assige CNC-router
- Betrouwbare fabrikant van CNC-routers
- Getuigenissen voor onze CNC-router
- 1325 4-assige ATC CNC-router met PTP-tafel